Изобретение относится к машиностроению и может быть использовано при шлифовании ответственных деталей из труднообрабатываемых материалов.
Цель изобретения - сокращение расхода массы круга при правке за счет учета особенностей характера и скорости износа выступов на его рабо чей поверхности.
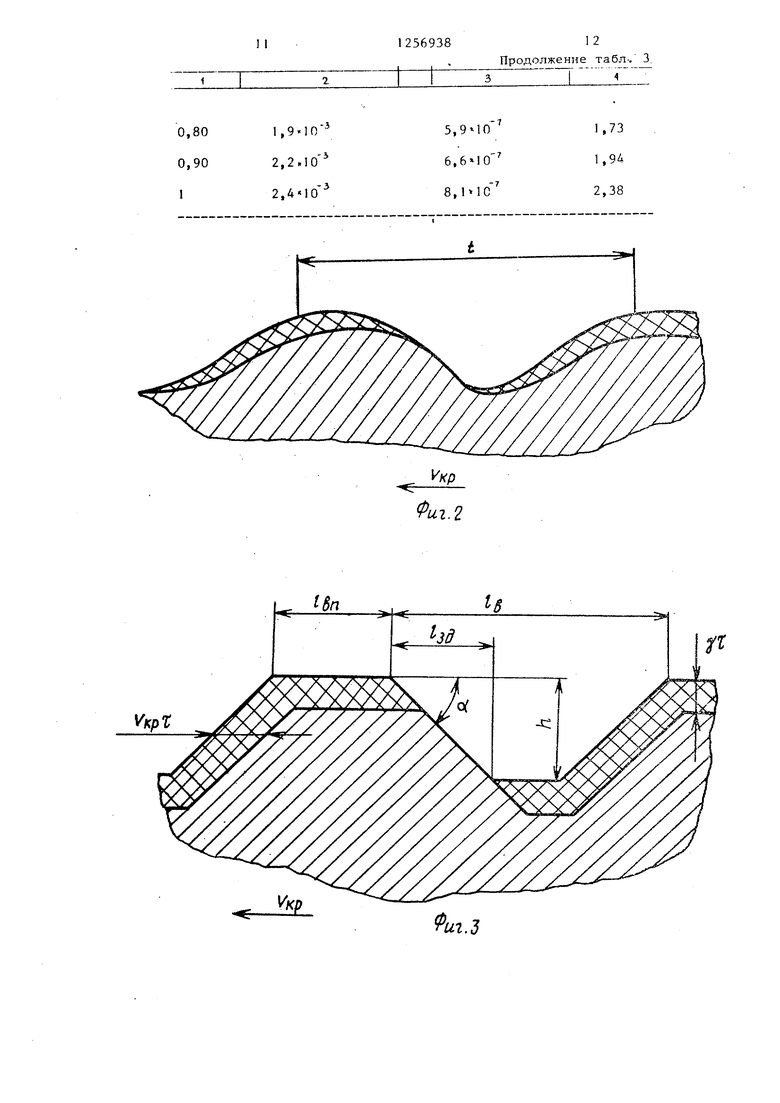
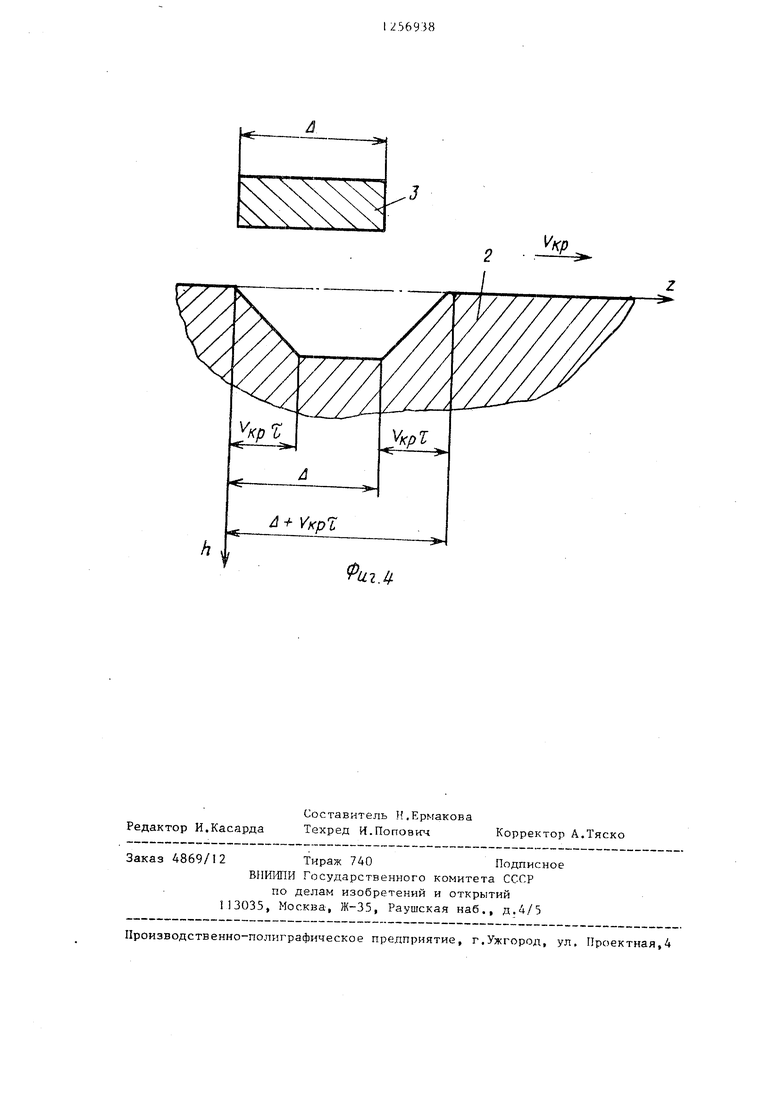
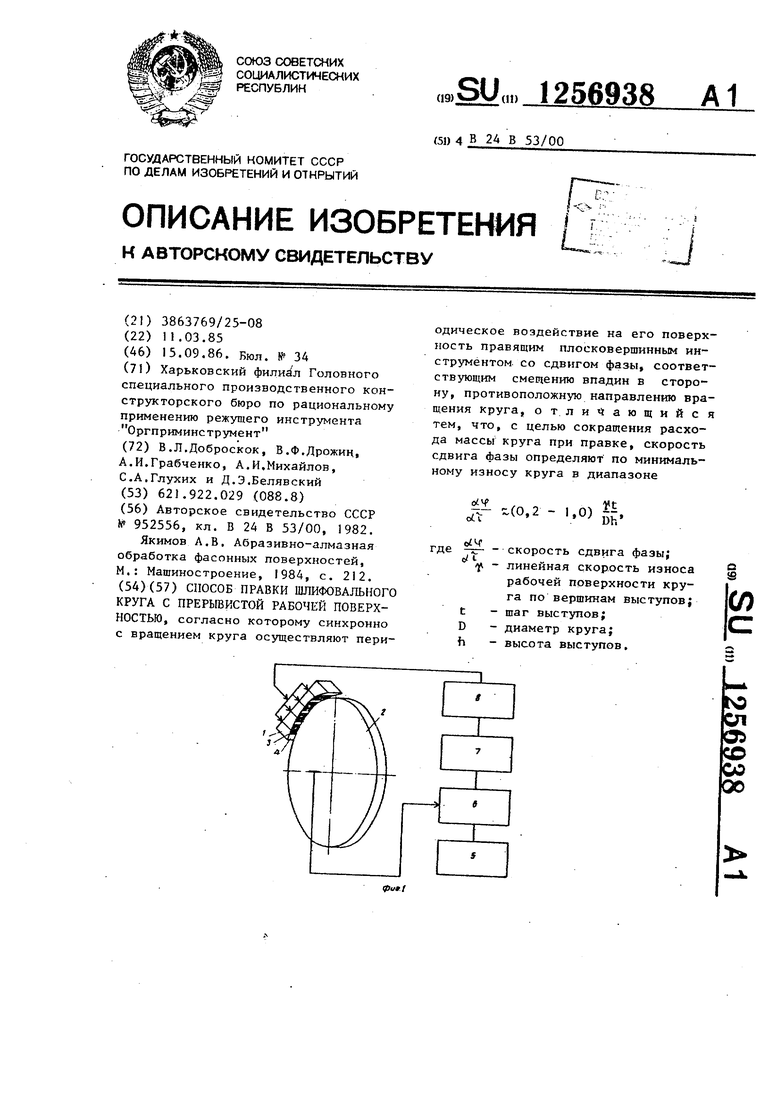
На фиг.I показана схема устройства для осуществления предлагаемого способа; на фиг.2 -. схема износа прерьгоистого круга; на фиг.3 - схема формообразования прерывистой рабочей поверхности при смещении фазы правки; на фиг.4 - схема изменения соотношения длины выступов и впадин.
Способ правки включает приемы синхронного с вращением круга периодического воздействия правящим плос ковергаинным инструментом на рабочую поверхность круга, установления минимального износа круга в диапазоне, определяемом зависимостью
(0,2 - 1,0)
t
Dh
где скорость сдвига фазы пе- риодического воздействия; 1 - линейная скорость износа рабочей поверхности круга по вершинам выступов; t,h - соответственно шаг и высота выступов; D - диаметр круга,
и осуществление сдвига фазы периодического воздействия со скоростью, соответствующей минимальному износу круга.
Устройство для осуществления способа электрохимическим методом содержит правящий катода 1 ,рабочая поверхность которого эквидистантна относительно рабочей поверхности шлифовального круга 2. На рабочей поверхности катода 1 вьтолнены электропроводные полосы 3, соединенные параллельно. Электропроводные полосы 3 разделены электропроводными участками 4 и размещены одна от другой на расстоянии равном или краном шагу неровностей прерывистой поверхности круга 2, например алмазного. Электропроводные полосы 3 катода связаны с источником 5 питания через цепь 6 синхронизации,
15
569382
блок 7 сдвига.фазы и блок 8 управления длительностью импульса,
При работе устройства на электропроводные полосы 3 катода 1 подают импульсы, синхронные с вращением шлифовального круга 2. В зазор между катодом и шлифовальным кругом подают электролит. Формирование впадин на рабочей поверхности вьтолняются пу- .Q тем электрохимической правки, причем каждая из впадин последовательно размещается под всеми электропроводными полосами катода и ее формирование является результатом электрохимического воз действия всех полос 3.
Для осуществления предлагаемого способа определяют значение максимального линейного, износа f расчитывают необходимый сдвиг фазы прав- 2Q ки и устанавливают соответствующее смещение фазы импульса с помощью блока 7 сдвига фазы.
Направление принудительной миграции продольного профиля выбирает- 25 ся с учетом характера износа кругов с прерьгоистой рабочей поверхностью. При прерывистом шлифовании преобладающий износ происходит на фронтальных частях выступов и по их верши- ,- нам, т.е. в направлении, противоположном скорости резания (фиг,2), .что и определяет выбор направления принудительной миграции продольного профиля,
При определении требуемой интенсивности принудительной миграции продольного профиля неС бходимо учитывать скорость износа рабочей поверхности алмазного крут-а, высоту и шаг волнистости продольного профиля, характер износа выступов,
В общем случае требуемая скорость принудительной ьшграции продольного профиля определяется уравнением
35
40
45
-КГ- .
где К - коэффициент, учитывающий профиль и характер износа выступов;
У - линейная скорость износа рабочей поверхности круга по вергаинам выступов; ЦД - соответственно высота и шаг волнистости продольного профиля.
Для конкретных условий шлифования скорость принудительной миградни должна определяться в процессе экспериментальных исследований при оптимизации процесса по минимуму удельного расхода алмазных зерен. Однако, для реализации, процесса уп- равления миграцией продольного профиля необходимо определить порядок .значений - , который зависит от значения коэффициента К, учитывающего профиль и характер, износа вые ту- пов. Так как характер износа выступов зависит от ряда непредсказуемых факторов (например от жесткости элементов,, частоты и амплитуды вибраций и т.п.), целесообразно при практическом осуществлении способа определить даипазон значений этого коэффициента и конкретное значение сдвига фаз подобрать в пределах этого .диапазона.
Оценка величины коэффициента К произведена для случая, когда продольный профиль рабочей поверхности круга сформирован при подаче на электроды прямоугольных импульсов. За время t линейный износ выступов а.лмазного круга составляет величину jl -t, тогда .интенсивность электрохимческого формообразования должна быть смещена в продольном направлении на величршу V -Т . Из условия обеспечения постоянства положения задней части выступа, не участвующей в снятии обрабатываемого материала (фиг.З
%.
где о(. - угол наклона задней части выступа или передней боковой стороны впадины. Q Тогда для случая подачи прямоугольных импульсов
к 1, t ,
где 1,- - продольный размер задней
части выступа
lj, , если t AV/ p jg--U ,
дУкр ..50
е - шаг волнистости продольного профиля;
t- продолжительность импульсов ;
А - размер электропроводных 55 участков на рабочей поверхности катода; - скорость круга.
Мак симальное значение коэффициегг та К соответствует случаю, когда
&V.
КР
тогда К 0,5.
Так как, при значениях К О, I смещение фазы практически не воздействует на расход круга, диапазон значений коэффициента К принимается
К О, 1
0,5
, ю ( . 20
25 о.
35
Q 5
0
5
Коэффициент К показьшает, на какую часть шага волнистости необходимо осуществлять миграцию продольного профиля при износе рабочей поверхности круга на величину h.
Управление миграцией продольного профиля целесообразно производить путем изменения фазы Импульсов напряжения, подаваемых на электроды.
Управляющий параметр - скорость сдвига фазы импульсов dWdt, с управ- ляем1ым параметром - скоростью принудительной миграции продольного профиля V. связаны сЬотнощением
rriiq. о
d 2 . К У 2 dt D Dh
В связи с непредсказуемостью оптимального значения коэффициента К для каждого конкретного случая, необходимо при осуществлении п.редлага- емого способа, произвести, расчет скорости сдвига фазы при К 0,1 и при К 0,5, а затем, изменяя сдвиг фазы в пределах рассчитанного диапазона, выбрать о.птимальный сдвиг фазы по минимальному расходу круга.
При изменении режима шлифования предлагаемый способ может предусматривать изменение длительности импульсного воздействия на связку круга в соответствии с оптимальным для дан- .ного режима шлифования отношением длины впадины к длине выступов круга.
Вследствие того, что за время импульса ,круг перемещается в iioBo.e положение, длина впадины превьш1ает продольньй размер электропроводной полосы 3 катода и определяется формулой
где 1 - дли11а впадины;
д - длина инструмента (электро- проводной пластины); - длительность импульса;
- скорость круга.
Изменяя длительность импульса с помощью блока 8 упранления длительностью импульса, устанавливают длительность импульса, оптимальную для данного режима тлифования. Длины впадины выступов связаны с длитель- нс)стью импульса отношением
1ft,
-с- глг-
Ьп
длительность импульса; скорость круга; длина выступа; длина впадины; ш аг неровностей круга; продольный размер электропроводной полосы на рабочей части катода.
Приме р. Способ применяется для непрерьшной электрохимической правки алмазного круга А1ТП 250253 АСВ 100/80 MB 1-100% с прерьшистой рабочей поверхностью при шлифовании ножей к концевым фрезам,, оснащенным поликристаллами синтетических алмазов марки СКМ-Р. Шлифование производится по многопроходной схеме на плоскошлифовальном станке мод. ЗГ71, модернизированном для обеспечения предлагаемого способа. В качестве электролита применяется водный раствор NaNOj - 5%, NaNO - - 0,5%, тризтаноламин - 1%.
Обработка ножей производится на птэедварительном и окончательном режимах шлифования (табл.1).
Непрерывная электрохимическая прака алмазного круга в процессе шлифо- вания производится электродом-инструментом, имеющим на рабочей поверхности поперечные токопроводные полосы с .предельной длиной Л м. Шаг между токопроводными полосами соответствует шагу неровностей рабочей поверхности круга t 13,09 х X Ю м. Цепь 6 синхронизации обеспечивает формирование 60 пар выступов и впадин на рабочей поверхности круга.
При предварительном шлифовании обеспечивается оптимальное для данного режима соотношение длины выступов к длине впадин 0,5. .,0,7 путем изменения длительности 1 мпульс ных воздействий, значение которых определяется по формуле
Т
bfi
5 где
t
t
/t.nьп
д скорость круга; шаг неровностей круга; отношение длины выступов к длине впадины; продольный размер элект- 0ропроводной полосы на рабочей части катода.
Определение необходимой скорости сдвига фазы непрерывной правки при предварительном .шлифовании осущест15 вляется в указанной последовательности: измеряется значение линейной скорости износа рабочей поверхности круга по вершинам выступов при правке без сдвига фазы импульсных воз20 действий, у 4, , м/с; определяется диапазон изменения скорости сдвига фазы приложения импульсных воздействий по формуле
25
lif К 1 dr . Dh
где - скорость сдвига фазы;.
t - шаг- неровностей круга;
h - высота неровностей круга;
Р - диаметр круга;
К 0,1...О,5 - коэффициент, осуществляется непрерьгоная правка круга в процессе шлифования с изменением смещения фазы импульс -5Ь х воздействий в пределах полученного диапазона
4«1C рад/с (резуль5
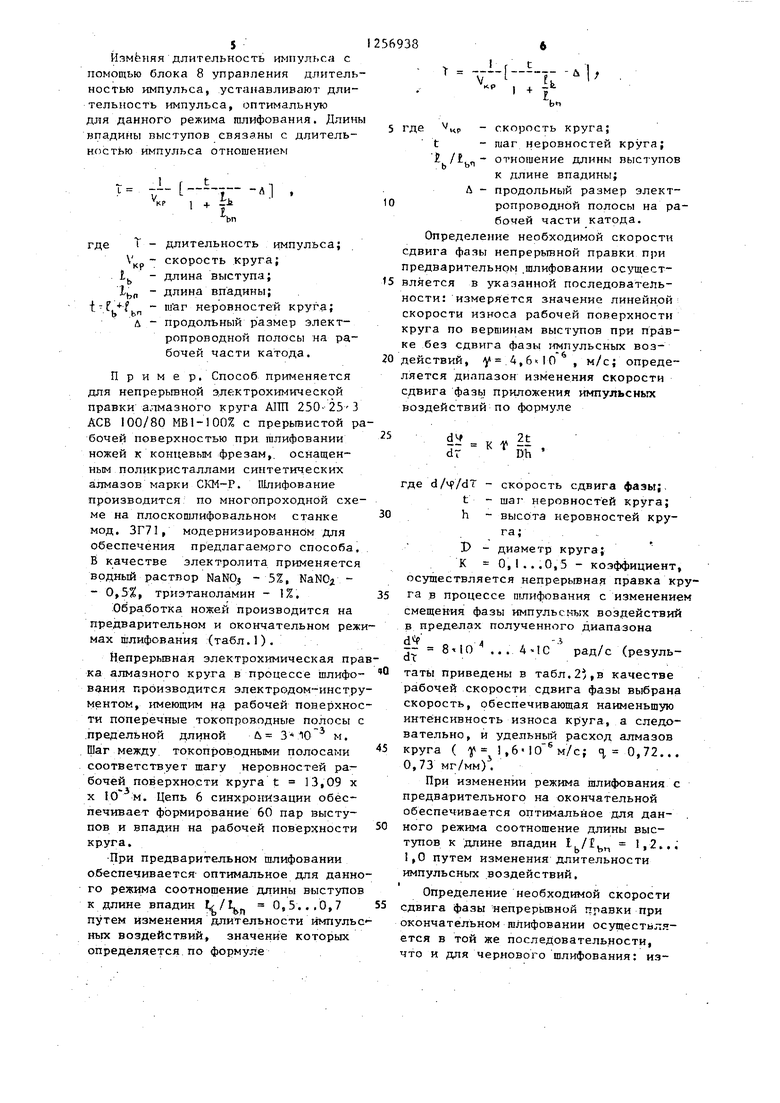
таты приведены в табл.2,в качестве рабочей скорости сдвига фазы выбрана скорость, обеспечивающая наименьшую интенсивность износа круга, а следовательно, и удельный расход алмазов круга ( . , 1 0,72... О,73 мг/мм).
При изменении режима шлифования с предварительного на окончательной обеспечивается оптимальное для данного режима соотношение длины выступов к длине впадин 1,2.,, 1,0 путем измеяения длительности импульсных .воздействий.
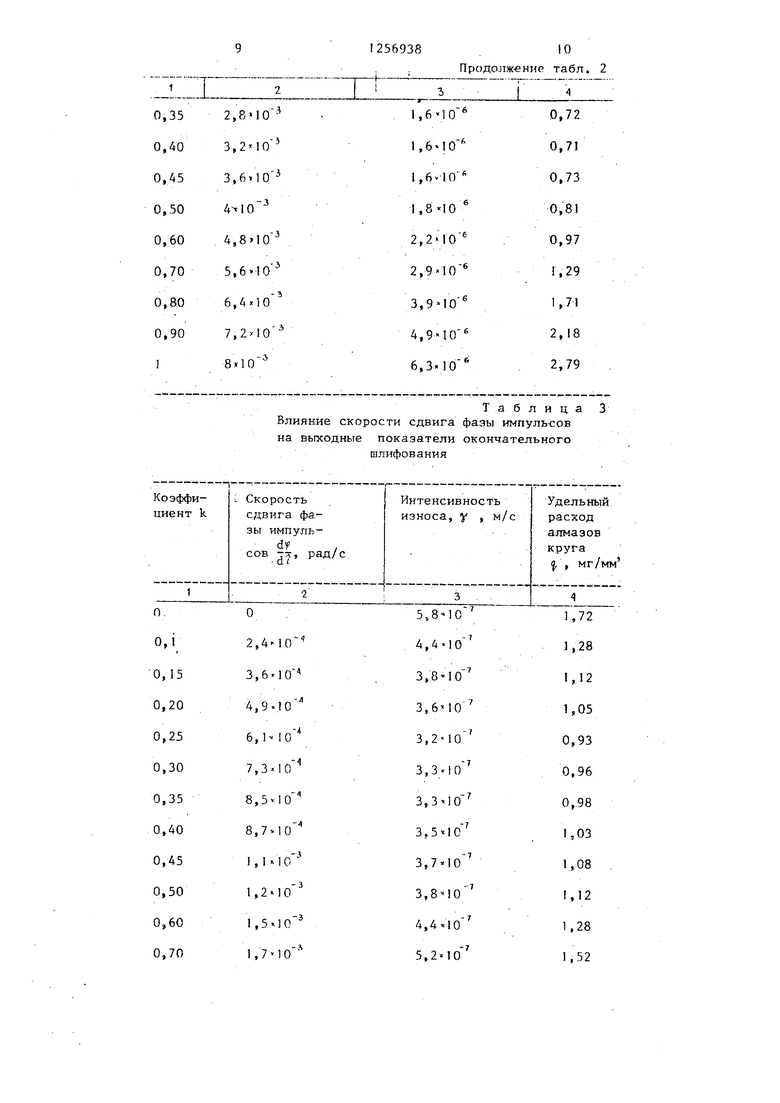
Определение необходимой скорости сдвига фазы непрерьгоной правки при окончательном шлифовании осущестьля- ется в той же послеДователь.ности, что и для чернового шлифования: измеряется значение линейной скорости износа рабочей поверхности круга по вершинам выступов при правке без смещения фазы импульсных воздействий, 5, , м/с; определяется диапазон изменения скорости сдвига фазы Приложения импульсных воздействий; осуществляется непрерывная правка круга в процессе шлифования с изменением скорости смещения фазы импульсных воздействий в пределах полученного диапазона 2, ... 1,2 X 10 рад/с (результаты приведены в табл.З), в Ka4iecTBe рабочей скорости сдвига фазы выбрана скорость, обеспечивающая наименьшую интенсивность износа круга, а следовательно, и удельный расход алмазов круга ( У 3,2 in V - 0,93 мг/мм). Анализ результатов испытаний (та,бл.2 и 3) показьгаает, что наименьТ а б л и ц а 2
.Влияние скорости сдвига фазы импульсов на выходные показатели предварительного шлифования
гаие значения величин интейсивности износа Y и удельного расхода алмазов круга j находятся в указанном интервале значений скорости сдвига фазы импульсов.
При изменении скорости сдвига фазы импульсов в большую или меньшую сторону от границ указанного интервала, происходит значительный рост интенсивности износа и удельного расхода алмазов круга. Таким образом, интервал значений коэффициента К - 0,1 ... 0,5 определяет диапазон
изменения скорости сдвига фазы при- пожения импульсных воздействий, а изменение, длительности импульса . обеспечивает требуемое отношение длины выступов к длине впадин
на рабочей поверхности кру - га. .
1,9.10
2,2.10
-5
2,410
-3
1256938
12
Продолжение табл-. 3 I
1,73 1,94 2,38
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гашения колебаний при шлифовании кругами с прерывистой рабочей поверхностью | 1984 |
|
SU1220739A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| Способ абразивно-электроэрозионного шлифования | 1983 |
|
SU1166934A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| Инструмент для правки многониточных резьбошлифовальных кругов | 1981 |
|
SU1268395A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| Способ профилирования шлифовального круга | 1989 |
|
SU1773705A1 |
Унр
Фиг.2
игЛ
Редактор И.Касарда
Составитель Н.Ермакова
Техред И.Попович Корректор А.Тяско
Заказ 4869/12 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб ., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная,4
| Способ правки шлифовального круга с прерывистой рабочей поверхностью | 1979 |
|
SU952556A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Якимов А.В | |||
| Абразивно-алмазная обработка фасонных поверхностей, М.: Машиностроение, 1984, с | |||
| Приспособление для записи звуковых колебаний | 1921 |
|
SU212A1 |
