1
Изобретение относится к шлифованию кругами с прерывистой рабочей поверхностью.
Целью изобретения, является повышение качества шлифования за счет целенаправленного снижения колебаний элементов системы СПИД.
Поставленная цель достигается тем, что гасящие колебания возбуждают внутри системы, при этом изменяют шаг выступов прерывистого шлифовального круга посредством изменения частоты импульсных воздействий на его рабочую поверхность
На фиг. 1 приведена схема устройства для осуществления способа на фиг. 2 - схема изменения шага неровностей прерывистого круга.
Устройство содержит катод 1 для электрохимической правки шлифовального круга 2 на металлической связке с прерывистой рабочей поверхностью.
На рабочей поверхности катода 1 размещены электропроводные поперечные полосы 3 с шагом Р , которые с помощью блока коммутации 4 могут соединяться параллельно и ли в групп Блок коммутации 4 связан с блоком
питания 5 через элемент 6, ко второму зо того круга, и может уменьшить ампливходу которого подключена цепь синхронизации, включающая датчик угловой скорости круга 7 и множитель частоты 8. На основных узлах шлифовального станка - шпиндельный узел, шпиндельная бабка, суппорт и т.д. (не показаны), установлены вибродатчики 9, подключенные к множителю частоты 8 и блоку коммутации 4 чере блок управления 10,
При работе устройства цепь синхронизации обеспечивает подачу импульсов напряжения от блока питания 5 к электропроводным полосам 3 катода с частотой, синхронизированной с угловой скоростью круга. По частоте импульсов, равной
: ,Р где I - частота импульсов;
Vtp - скорость круга;
Р - шаг между электропроводными полосами катода, если включены параллельно все электропроводные полосы 3 катода, на рабочей поверхности круга при элек
2207392
трохимической правке формируются впадины с шагом, равным шагу Р между полосами 3 катода (фиг. 2а). Лри работе к.основным элементам
5 системы СПИД подключают вибродатчики 9 и вводят в блок 10 данные о допустимой амплитуде колебаний каждого из взятых на контроль элементов. Если колебания какого-либо из
10 этих элементов превышают допустимые, в блоке управления вырабатывается сигнал, который, в зависимости от выбранной программы управления, подается на множитель частоты 8
t5 или на блок коммутации 4, или одновременно на указанные блоки. Множитель частоты 8 по команде, поступившей с: блока управления 10, изменяет коэффициент умножения в целое
20 число раз. При увеличении частоты в два раза электропроводные полосы 3 подключаются к блоку питания с
2V,p J ЧТО приводит
25 к уменьшению шага выступов круга в два раза, т.е. к удвоению их количества (фиг. 26), Это вызывает изменение частоты возмущений, определяемых шагом выступов прерывисчастотой
i,
туду колебания узла. Если переход на новый шаг выступов прерывистой поверхности круга не погасит амплитуду колебаний контролируемого элемента или вызовет увеличение выше допустимого предела, амплитуды колебаний другого контролируемого элемента, блок управления 10 вручную или по заданной программе будет вырабатывать команды на изменение шага выступов поверхности круга. Например, при подаче на блок коммутации команды на выключение расположенных через одну полос 3 катода шаг выступов при уменьшении частоты
импульсов в два раза / {
V
кр
увеличивается в два раза (фиг. 2в) и т.д.
Изменение шага выступов выполняют до снихкения амплитуды колебаний всех контролируемых элементов ниже допустимых предельных значений, что позволяет обеспечить оптимальные условия шлифования при изменении режимов обработки.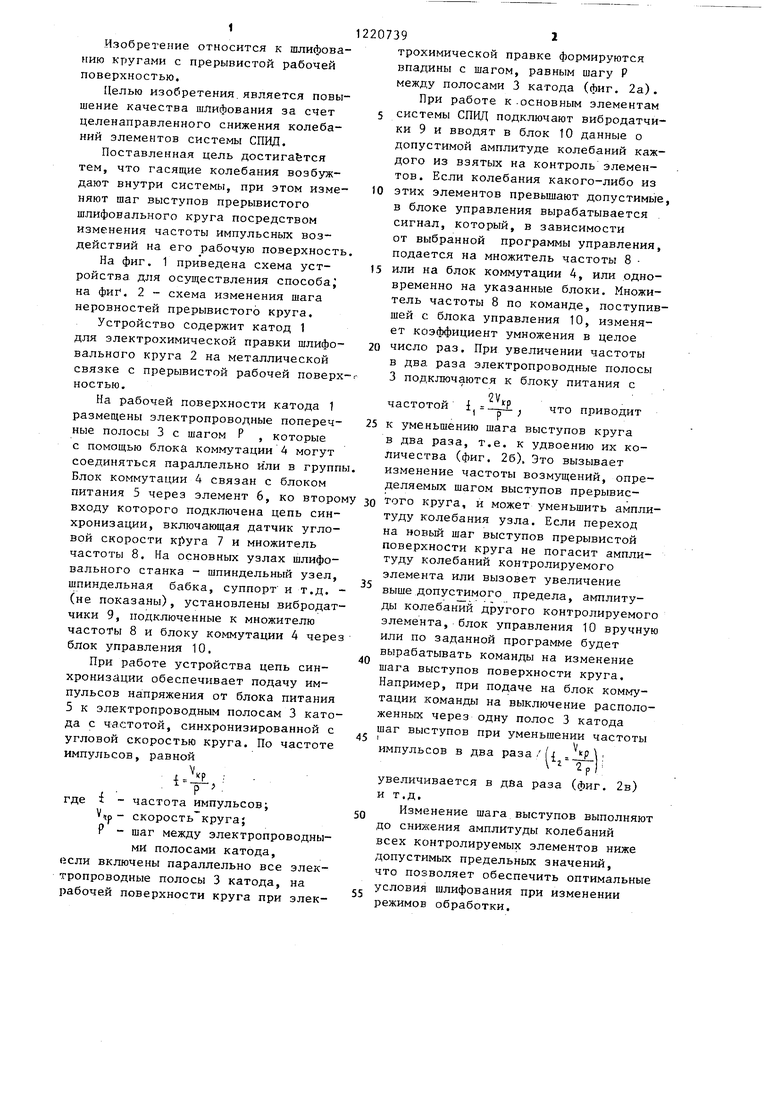
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки шлифовального круга с прерывистой рабочей поверхностью | 1985 |
|
SU1256938A1 |
| Способ контроля правки шлифовального круга алмазом | 1985 |
|
SU1355468A1 |
| Способ шлифования кругами на электропроводной связке | 1985 |
|
SU1733210A1 |
| Устройство для правки шлифовальныхКРугОВ | 1979 |
|
SU823098A1 |
| Способ контроля работоспособности шлифовального круга | 1983 |
|
SU1148771A1 |
| Прерывистый шлифовальный круг | 1987 |
|
SU1495104A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2002 |
|
RU2218263C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2152295C1 |
| Устройство для правки шлифовального круга | 1982 |
|
SU1033299A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2008 |
|
RU2385214C1 |

Редактор Н.Горват
Составитель В.Зайцев Техред Л.Олейник
Заказ 1515/9
Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делаг изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Корректор А.Тяско
| Подураев В.Н | |||
| Автоматические регулируемые и комбинированные процессы резания | |||
| М.: Машиностроение, 1977, с | |||
| Канальная печь-сушильня | 1920 |
|
SU230A1 |
