Изобретение относится к оборудованию для механической обработки пластмасс и может быть использовано для шероховки резинового покрытия изделий, имеющих поверхности в форме тел вращения, перед вклеиванием последующего слоя пластического материала.
Цель изобретения - повышение качества обработки при шероховке внутренних поверхностей, выложенных сырой резиной.
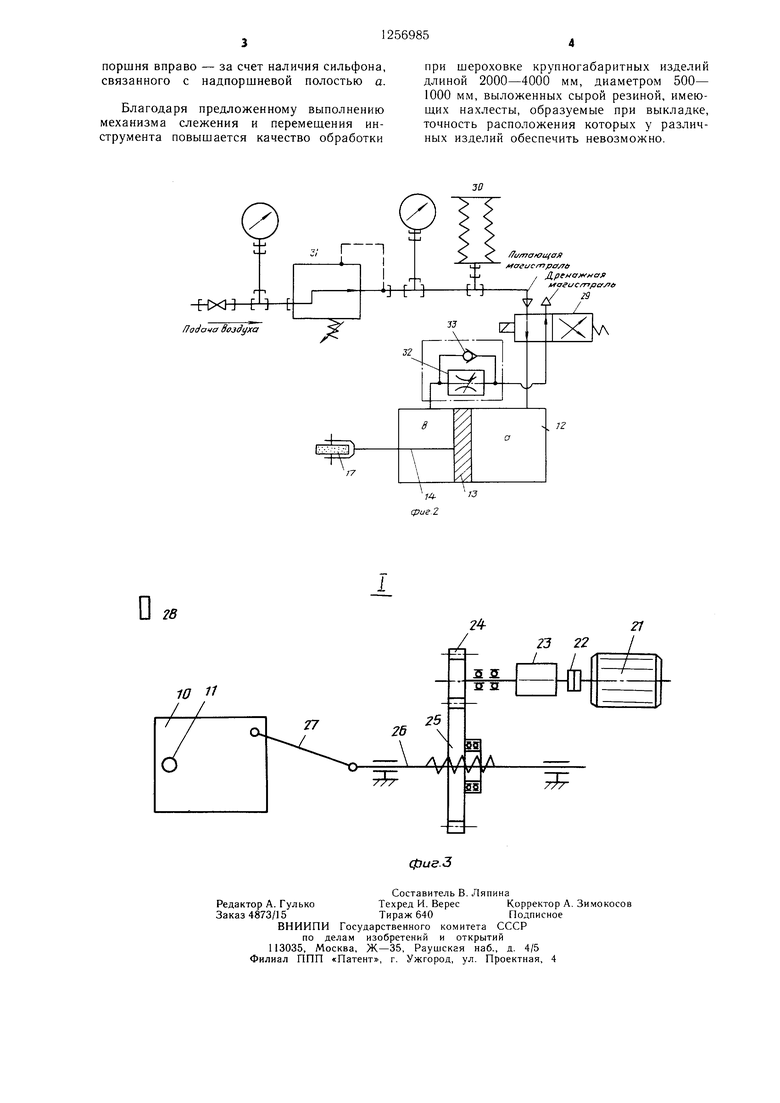
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - принципиальная схема (пневматическая) прижима обрабатывающего инструмента; на фиг. 3 - кинематическая схема узла поворота стола с обрабаты- вающим инструментом (узел I на фиг. 1).
Устройство для щероховки изделий, имеющих поверхности в форме тел вращения, содержит станину 1, на которой смонтированы передняя бабка 2 с горизонтально расположенным Н1пинделем 3 и токарным патроном 4, люнет 5 для поддержки изделий и суппорт 6 с закрепленной на нем штангой 7.
Штанга 7 представляет собой консольную сварную балку. Возвратно-поступательное перемещение штанги 7 вдоль станины 1 ограничено упорами 8 и 9. Консольный конец щтанги 7 оснащен горизонтальным поворотным столом 10 с узлом поворота его на угол О-90° вокруг оси 11. На поворотном столе 10 жестко крепится пневматический цилиндр 12 с порщнем 13, горизонтально расположенный шток 14 которого жестко связан с рамой 15, совершающей вместе с ними возвратно-поступательные перемещения по направляющим 16. Обрабатывающий инструмент 17 (шлифовальный круг) установлен на оси 18 вилки 19, крепящейся к щтоку 14 пневмоцилиндра 12, и приводится во вращение с помощью ременной передачи от электродвигателя 20, который установлен на раме 15. Узел поворота стола включает последовательно связанные элементы: элек- тродвигатель 21, муфту 22, червячный редуктор 23, шестерню 24, входящую в зацепление с шестерней 25, посаженной по резьбовому соединению на вал 26, установленный с возможностью возвратно-поступательного перемещения в горизонтальной плоскости. Конец вала 26 связан с тягой 27, которая в свою очередь жестко связана с поворотным столом 10. В конецчной позиции (90°) поворота стола 10 установлен конечный выключатель 28, при срабатывании ко- торого включается привод продольно-поступательного перемещения щтанги 7 (не показан).
Пневмосистема прижима инструмента включает пневматический цилиндр 12 с поршнем 13 и штоком 14, на конце которого на- ходится инструмент 17 (шлифовальный круг). Надпоршневая полость цилиндра а связана через двухпозиционный клапан 29
0
О
5
с дренажной магистралью и магистралью подачи сжатого воздуха, которая оснащена параллельно подключенным сильфоном 30 и последовательно встроенным перед ним редуктором 31, а в подпорщневую полость в вмонтирован дроссель 32 с обратным клапаном 33.
Устройство работает следующим образом.
Изделие 34 в горизонтальном положении устанавливается в токарный патрон 4 (сферической частью), свободный конец изделия 34 поддерживается в люнете 5.
Включают привод суппорта 6 и щтанга 7 вводится в изделие 34 до упора 8. Инструмент 17 (шлифовальный круг) при этом находится по центру поверхности (поворотный стол 10 в позиции 0°). Инструмент 17 прижимается к обрабатываемой поверхности с путем подачи сжатого воздуха от магистрали подачи сжатого воздуха в над- поршневую полость а пневмоцилиндра 12. При этом подпоршневая полость в связана через дроссель 32 с дренажной магистралью.
Включаются одновременно электроприводы вращения изделия 34 инструмента 17 (шлифовального круга) и узла поворота стола 10.
За счет механической передачи от электродвигателя 21 через червячный редуктор 23, щестерни 24 и 25, вал 16 и тягу 27 осуществляется поворот стола 10 на 90°.
При этом идет обработка сферической части покрытия.
При срабатывании конечного выключателя 28 отключается привод поворота инструмента и включается привод горизонтального перемещения щтанги 7, при котором идет шероховка цилиндрической и конической поверхности изделия.
После того, как штанга 7 доходит до упора 9 отключаются приводы движения суппорта 6, вращения изделия 34 и инструмента 17. Прекращается подача сжатого воздуха в надпорщневую полость о пневмоцилиндра 12. Изделие снимают с устройства. Передается команда на двухпозиционный перепускной клапан 29, при этом надпорщ- невая полость а соединяется с дренажной магистралью, а подпорщневая полость в - с магистралью подачи сжатого воздуха и поршень 13 перемещается в крайнее правое положение.
В процессе обработки изделия 34 инструмент отслеживает поверхность, при этом порщень отходит влево или вправо, а давление инструмента на обрабатываемую поверхность остается постоянным в пределах заданного усилия 12 ± 0,5 кг, так как при перемещении поршня влево давление выравнивается за счет наличия дросселя в подпоршневой полости в, а при перемещении
поршня вправо - за счет наличия сильфона, связанного с надпоршневой полостью а.
Благодаря предложенному выполнению механизма слежения и перемещения инструмента повышается качество обработки
при шероховке крупногабаритных изделий длиной 2000-4000 мм, диаметром 500- 1000 мм, выложенных сырой резиной, имею- ших нахлесты, образуемые при выкладке, точность расположения которых у различных изделий обеспечить невозможно.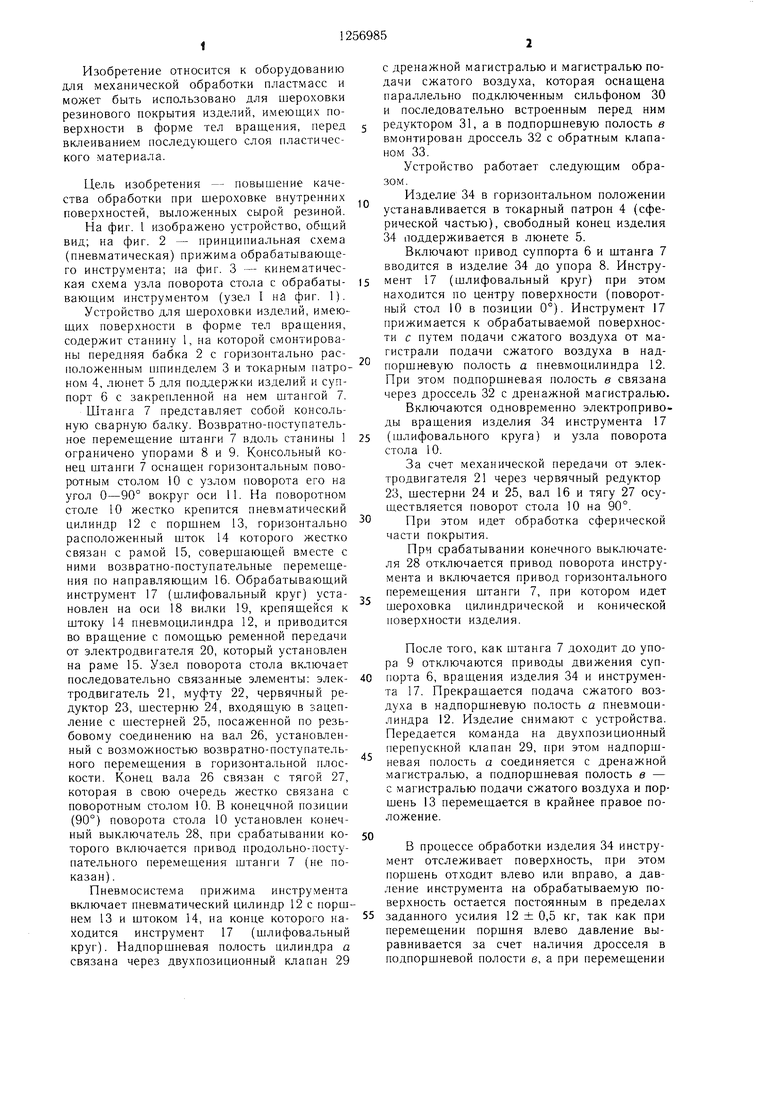
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования криволинейных поверхностей | 1987 |
|
SU1450982A1 |
| Устройство для зачистки поверхностей и снятия усиления сварных швов обечаек | 1981 |
|
SU973255A1 |
| Поворотный стол с газостатической опорой | 2022 |
|
RU2788876C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Установка для обработки поверхностей облицовочных плит | 1973 |
|
SU482317A1 |
| Устройство для шлифования профильных поверхностей | 1970 |
|
SU487751A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1041269A1 |
| СПОСОБ ШЛИФОВАНИЯ ВРАЩАТЕЛЬНО-СИММЕТРИЧНОЙ МАШИННОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2318648C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК | 1994 |
|
RU2105653C1 |

-FM СЧ
fJodo a воздуха
итаюи ая магистра/го
Afoeucrrrpcf
у /
D
гв
Ij
6S
АУ
;
gs
Составитель В. Ляпина
Редактор А. ГулькоТехред И. ВересКорректор А. Зимокосов
Заказ 4873/15Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
фие.З
| Станок для обработки поверхностей изделий,имеющих форму тел вращения | 1973 |
|
SU458456A2 |
| Солесос | 1922 |
|
SU29A1 |
| Вулканизационный дорн | 1972 |
|
SU466123A1 |
| Солесос | 1922 |
|
SU29A1 |
| Станок специальный токарно-копироваль- ный | |||
| Мод | |||
| Шариковый подшипник для прядильных, крутильных и мотальных веретен | 1929 |
|
SU16100A1 |
| Листок технической информации | |||
| Металлорежущие станки, НИИинформации по машиностроению | |||
| М., 1981. | |||
