10
11257103
Изобретение относится к термической обработке металлов, в частности к способам подготовки горяче- деформированных стальных заготовок к обработке резанием.
Целью изобретения является повышение экoнo я чнocти и производительности способа при сохранении обрабатываемости .
Пример. К обработке резанием подготавливаются заготовки роторов винтовых компрессоров из конструкционной стали 45, круга диаметром 173 мм и длиной 6ДО мм.
Заготовку по ступенчатому наклонному конвейеру подают в приемный желоб поворотного механизма, где заготовка зажимается в центродержа- телях, которые затем перемещают ее в индуктор индукционной установки .для нагрева. Б индукторе заготовка в течение 4 мин до
IS
20
нагревается
1200 С на глубину 40 мм, при этом для равномерного нагрева заготовку в 1-п1дукторе вращают.
После нагрева заготовку возвращают в приемный желоб поворотного механизма, который подает ее на ось прокатки и далее в валки рабочей
клети стана, где осуществляют горячую поперечно-винтовую прокатку по трехвалковой схеме с образованием на заготовке винтовой поверхности высотой 37 мм. После горячей прокатки заготовка попадает на приемный желоб механизма выгрузки, откуда она захватывается кран-балкой и помещается в коррб, дно которого закрыто частично агрессивной порошкообразной смесью, слой которой составляет 150-180 мм. Затем заготовка засыпается со всех сторон такой же смесью слоем не менее 150-180 мм. Таким образом, заготовка, имеющая после проката остаточную температуру 900±50 С, изолируется от окружающего воздуха и подвергается в течение 12 ч ±20 MJiH медленно -1у охлаждению до 300+50°С и далее - до полного охлаждения - на воздухе.
При обработке по известному способу после горячей прокатки заготовки помещают в короб, дно которого
25
30
35
40
45
за ср ю сл з о
50
л в к н п п зи в в ю
в о п в м
закрыто агрессивной порошкообразной средой, слой которой составляет 150-180 мм. Затем заготовку засыпают со всех сторон такой же средой слоем 150-180 мм. Таким образом, заготовку имеющую после проката остаточную температуру 950+50°С, изо
S
0
5
0
5
0
5
0
лируют от окружающего воздуха и подвергают медленному охлаждению до комнатной температуры. Поверхностный слой заготовок, находящийся под слоем окалины, в результате воздействия агрессивного компонента подвергается межкристаллитной корро-, зии и насыщению элементами образующими в структуре металла хрупкие соединения, вследствие чего облегчается последующая механическая обработка.
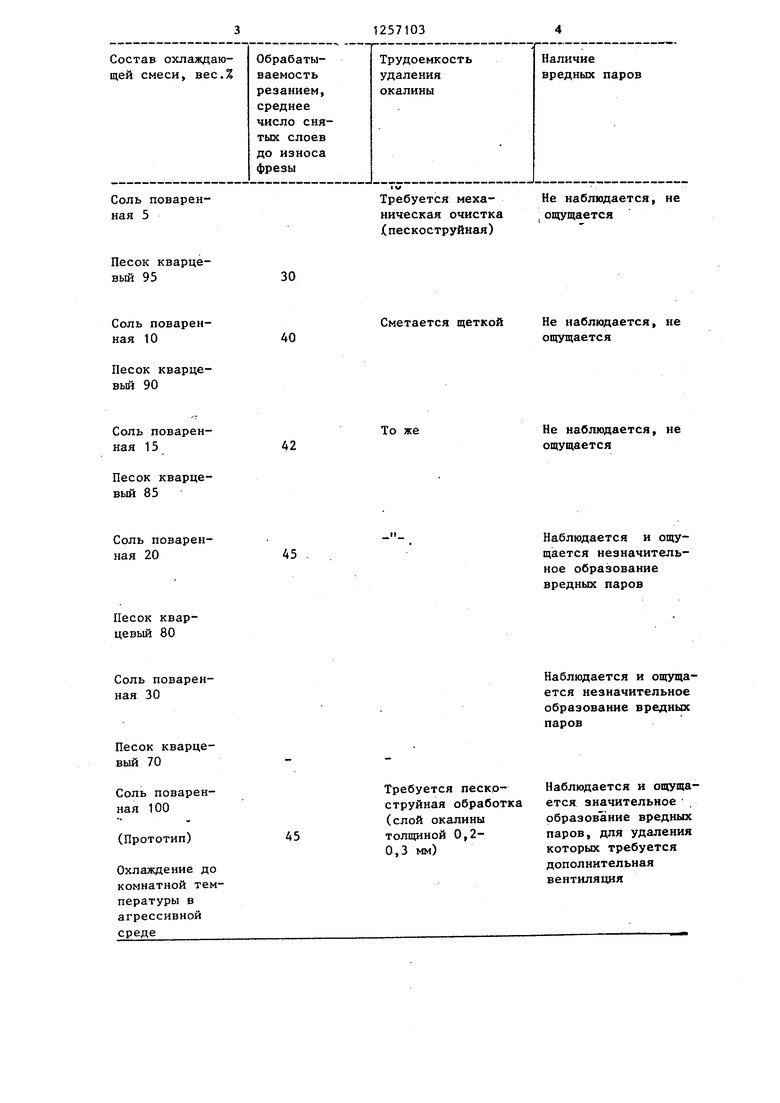
Обрабатываемость резанием оценивают средним числом снятых слоев с образца фрезой марки Р18 до износа фрезы. Толщина снимаемого слоя каждый раз одинаковая и составляет 0,2 мм. Скорость вращения фрезы и подача постоянные и составляют соответственно 75 и 40 мм/мин. За износ фрезы принимают износ режущих кромок на 0,2 мм.
Результаты испытаний приведены в таблице.
Механические свойства и микроструктура ст. 45 не зависят от состава охлаждающей среды и во всех пяти примерах находятся на одном уровне: Cj., 58,5-61,5 кгс/мм ; 4 36-41%; а, 3,2 кгcм/cм НВ 187-207, размер зерна аустенита 5-7 балл, микроструктура перлитно- ферритная, перлит мелкопластинчатый.
При медленном охлаждении заготовок до температуры выше и последующем охлаждении на воздухе на поверхности заготовок образуется окалина в виде тонкого хрупкого слоя, которая легко удаляется, но при этом ухудшается обрабатываемость (среднее число снятых слоев до износа фрезы 30)-. Медленное охлаждение- заготовок до температуры ниже 250°С и дальнейшее охлаждение на воздухе способствуют образованию плотного слоя окалины, для удаления которого требуется пескоструйная обработка.
ав охлаждаюсмеси, вес.%
Обрабатываемостьрезанием, среднее число снятых слоев до износа фрезы
Соль поваренная 5
Песок кварцевый 95
30
Соль поваренная 10
Песок кварцевый 90
Соль поваренная 15
Песок кварцевый 85
Соль поваренная 20
45
Песок кварцевый 80
Соль поваренная 30
Песок кварцевый 70
Соль поваренная 100
(Прототип)
Охлаждение до комнатной температуры в агрессивной среде
Наличие вредных паров
Не наблюдается, не ощущается
Сметается щеткой
Не наблюдается, не ощущается
То же
Не наблюдается, не ощущается
Наблюдается и ощу- щ;ается незначительное образование вредных паров
Наблюдается и ощущается незначительное образование вредных паров
а
Наблюдается и ощущается значительное образование вредных паров, для удаления которых требуется дополнительная вентиляция
5
Из приведенных данных следует, что при охлаждении горячекатаных стальных заготовок в частично агрессивной порошкообразной смеси оптимальным соотношением компонентов является следующее, мас.%:
Агрессивный
компонент
(хлористый
натрий)10-20
Жаростойкий
компонент
(квардевьй
песок)80-90
Предлагаемый способ позволяет обеспечить необходимые механические свойства и обрабатываемость резанием, при этом значительно повысить экономичность за счет сокращения затрат на обеспечение безопасных условий труда и производительность за счет сокращения длительности процесса.
Редактор И.Швыдкая
Составитель И.Липгарт Техред И.Попович
Заказ 4883/21
Тираж 552Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-ЗЗ, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
о р м у л а
6
3
обретения
1.Способ термической обработки горячекатаных стальных заготовок,
включающий аустенизацию и охлаждение в порошкообразной среде, содержащей агрессивный компонент, отличающийся тем, что, с целью повышения экономичности и производи- тельности способа при сохранении обрабатываемости, охлаждение ведут в среде, дополнительно содержащей кварцевый песок при следующем соотношении компонентов, мас.%: Агрессивный
компонент10-20
Кварцевьш
песок80-90
при этом охлаждение в порошкооб- разной среде ведут до ЗОО+ЗО С, далее - на воздухе.
2.Способ по п. 1, о т л и ч а- ю щ и й-с я тем, что аустенизацию осуществляют при охлаждении с температуры горячей деформации.
Корректор А.Зимокосов

Изобретение относится к области термической обработки металлов, в частности к способам подготовки горячекатаных стальных заготовок к обработке резанием. Целью изобретения является повьшение экономичности и производительности способа при сохранении обрабатываемости. Способ представляет собой охлаждение после аустенитизации в порошкообразной среде, содержащей агрессивный компонент, например поваренную соль 10-20%, и кварцевый песок 80-90%, до температур 300j50 C, далее - на воздухе. Предлагаемый способ позволяет, обеспечивая необходимые механические свойства и обрабатываемость, значительно повысить экономичность за счет сокращения затрат на обеспечения безопасных условий труда и производительность за счет сокращения длительности процессаv- 1 з.ф-лы. 1 табл. i (Л
| Ковка и объемная штамповка стали/Под ред | |||
| М.В | |||
| Сторожева | |||
| М.: Машиностроение, 1967, т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
| 0 |
|
SU169551A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
