Изобретение относится к технологическому инструменту для изготовления изделий прессованием с пакетированием рубашки.
Цель изобретения - повышение качества пресс-изделий путем исключения запрессовки части рубашки в пресс изделие за счет полного отделения рубашки от контейнера изгибом последней и снижение трудоемкости съема пакетированной рубашки с контрольной пресс-шайбы.
На чертеже изображен инструмент для прессования изделий с пакетиро- ванием рубашки, продольньпЧ р азрез
Инструмент содержит контейнер 1, матрицу 2, рабочую пресс-шайбу 3 и контрольную пресс-шайбу 4, имеющую коническую рабочую поверхность
5с углом конусности 2/ 100-120
и соосную с ней приемную поверхность
6с углом конусности 2 л , Эти поверхности плавно сопряжены поверхностью
7перехода.
Полость 8, образованная поверхностями контейнера 1, рабочей пресс- шайбы 3 и контрольной пресс-шайбы 4, служит накопителем прессовой рубашки 9.
При прессовании труб инструмент может быть также снабжен иглой 10,
В процессе прессования заготовка 11 вьодавливается из контейнера 1 в матрицу 2. Выдавливание осуществляется пресс-штемпелем 12 через рабочую 3 и контрольную 4 пресс-шайбы. Одно временно с прессованием изделия 13 в зазор е, образованном рабочей пресс- шайбой 3 и контейнером 1, происходит формирование рубашки 9. Для этого диаметр рабочей пресс-шайбына 1-2% меньше диаметра контейнера.
При движении рабочей 3 и контрольной 4 пресс-шайб в направлении к матрице 2 рубашка 9 остаются на стенках контейнера в виде тонкостенной трубы. Острая кромка, образованная рабочей поверхностью 5 контрольной пресс-шайбы и ее боковой цилиндрической поверхностью, примыкающей к контейнеру, отгибает рубашку 9 от стенки контейнера 1 и заворачивает ее по поверхности 7 -перехода в направлении к рабочей пресс-шайбе 3. Окончательное смятие рубашки происходит при ее достижении торцовой поверхности рабочей пресс-шайбы. Таким образом, в процессе прессова
5
0
5
НИН происходит заполнение полости 8 складками рубашки, постепенно располагающимися от торца рабочей пресс-шайбы к поверхности 7 перехода. По окончании процесса прзссования рабочая 3 к контрольная 4 пресс-шайбы выводятся из контейнера 1.
Выполнение приемной поверхности 6 с углом конусности позволяет легко отделить рубашку от контрольной пресс-шайбы. Величину угла d, выбирают в зависимости от козффици- ента трения на контакте рубашки и приемной поверхности контрольной пресс-шайбы.
Угол конусности 2f 100-120 является оптимальным для данной конструкции инструмента. При углах 2/5 , меньших 100°, возникает опасность разрушения острой кромки, образованной рабочей и боковой поверхностями контрольной пресс-шайбы, а при углах, больших 120 , изменяется характер деформирования рубашки - она не от- рьюается от стенки контейнера, но частично срезается, что может привести к запрессовке ее остатков в изделие в следующем цикле прессования.
ф
о р м у л а
3 о б р е
о
тения
1.Инструмент для прессования изделий с пакетированием рубашки, содержащий контейнер, матрицу и последовательно расположенные в контейнере рабочую пресс-шайбу и контрольную пресс-шайбу, имеющую коническую рабочую поверхность и соосную с ней приемную поверхность, о т л и ч а -
ю щ.и и с я тем, что, с целью повышения качества пресс-изделий путем исключения запрессовки части рубашки в пресс-изделие за счет полного отделения рубашки от контейнера
изгибом последней, контрольная пресс- шайба выполнена с плавной поверхностью перехода от конической рабочей поверхности к приемной, а коническая рабочая поверхность выполнена вогну-
той с углом конусности 100-120 .
2,Инструмент по п. 1, отличающий с я тем, что, с цепью снижения трудоемкости съема пакетированной рубашки с контрольной
пресс-шайбы, приемная поверхность выполнена в виде усеченного конуса,, сопряженного со стороны его большего основания с поверхностью пере:::ода.
12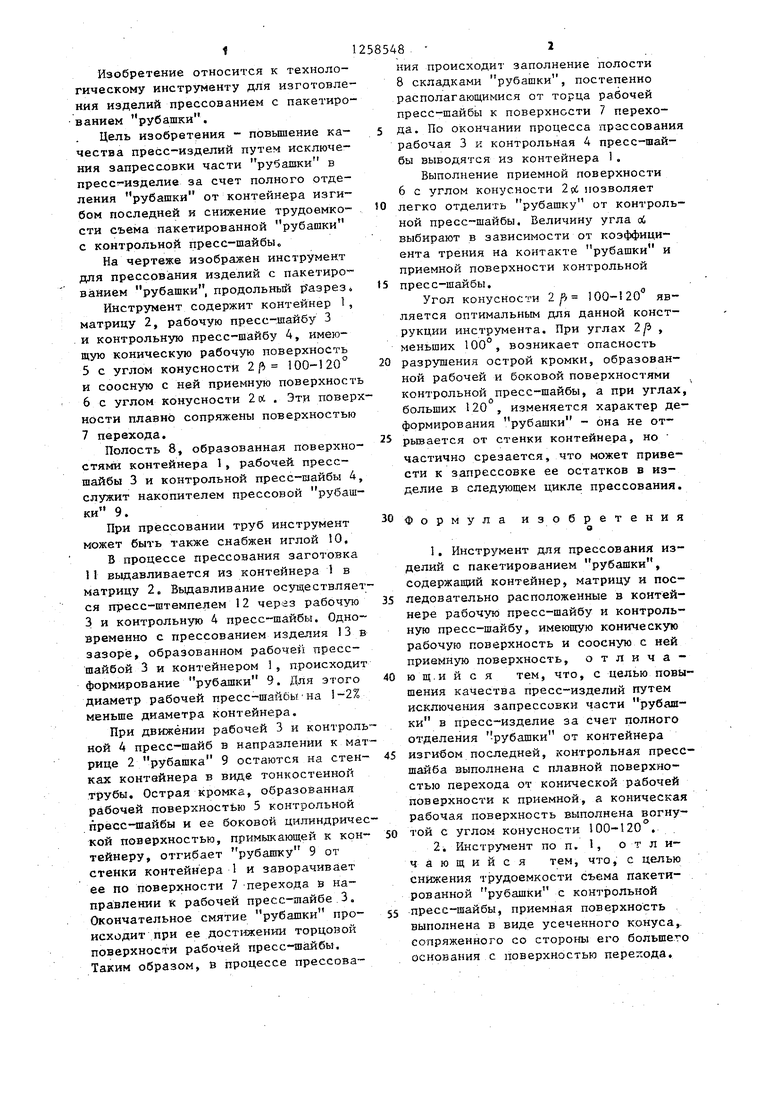
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прессования изделийСО СМАзКОй | 1978 |
|
SU804048A1 |
| Инструмент для прессования | 1980 |
|
SU946714A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2134622C1 |
| Пресс-шайба | 1985 |
|
SU1278048A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ТРУБ | 2004 |
|
RU2275981C2 |
| ИНСТРУМЕНТ ДЛЯ КОМПАКТИРОВАНИЯ ШИХТОВЫХ МАТЕРИАЛОВ | 2005 |
|
RU2284236C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Пресс-шайба устройства для прессования с "рубашкой | 1985 |
|
SU1319963A1 |
Изобретение относится к инструменту для изготовления изделий прессованием и позволяет повысить качество изделий путем исключения запрессовки рубашки в пресс-изделие за счет полного отделения рубашки от контейнера изгибом последней. Для этого контрольная пресс-шайба инструмента выполнена с плавной поверхностью перехода от конической рабочей поверхности к приемной поверхности, а рабочая поверхность выполнена вогнутой с углом конусности 100-120, Для сниже- е ния трудоемкости съема пакетирован-- ной рубашки с контрольной пресс- шайбы приемная поверхность последней выполнена конической. 1 з.п. ф-лы, 1 ил. (/)
| Грабарник Л | |||
| М | |||
| и др | |||
| Оборудование и технология обратного прессования цвет(шх металлов | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
