« .
Изобретение относится к инструменту для прессования изделий из металлов и сплавов.
Цель изобретения - повышение выхода годного путем уменьшения центральной пресс-утяжины за счет торможения радиального течения металла заготовки в области пресс-шайбы.
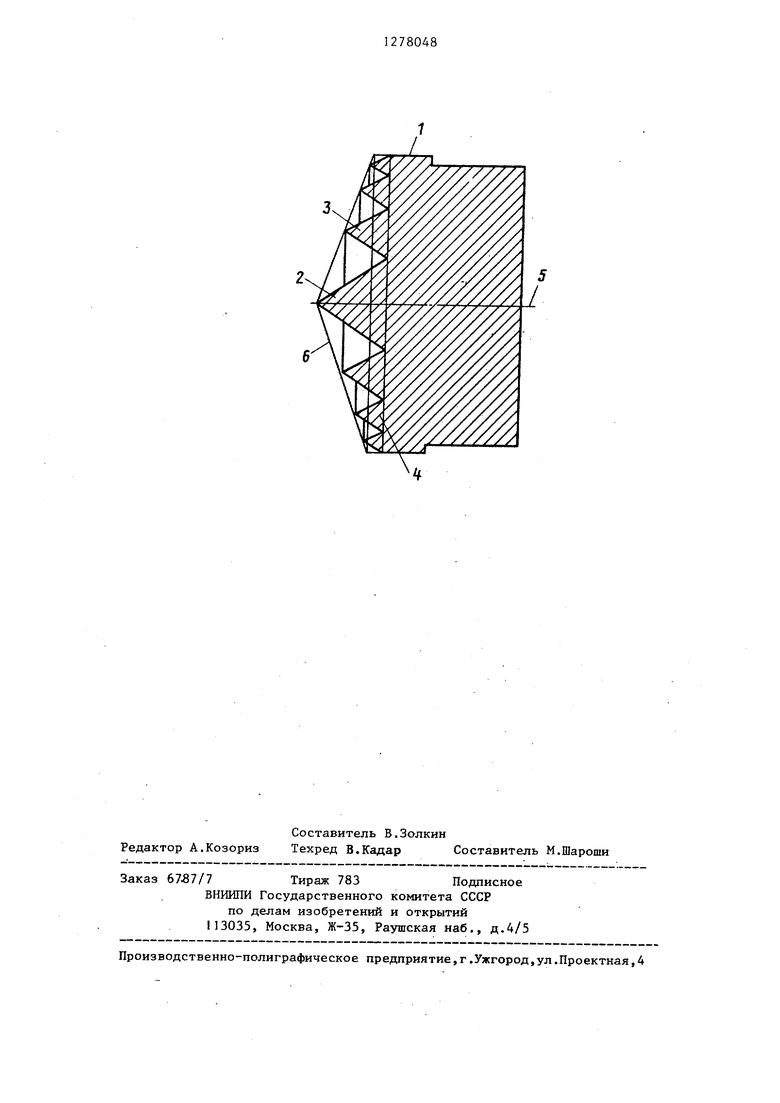
На чертеже представлена пресс-шайба, продольньй разрез.
Пресс-шайба имеет боковую цилиндрическую поверхность 1 и торцовую рабочую поверхность, выполненную в виде центрального конического выступа 2 и нескольких соосных с ним кольцевых выступов 3-. Основания выступов расположены на плоскости 4, перпендикулярной оси 5 пресс-шайбы. Вершины выступов 3 лежат на поверхности, являющейся вьшуклым конусом 6 с углом конусности 120 и с вершиной, совмеш,енной с вершиной центрального выступа 2. Центральный 2 и кольцевые 3 выступы в продольном сечении имеют угол при вершине 60 . При этом шаг расположения кольцевых выступов в радиальном направлении составляет 0,14-0,24 диа.метра боковой цилиндрической поверхности 1, При распрес- совке заготовки в начальной стадии прессования торцовые поверхностные слои заготрвки заполняют пространство между выступами пресс-шайбы.
В основной стадии процесса прес- сования при наличии больших сил трения по контейнеру в области пресс- шайбы возникает радиальное течение, которое усили-вается к концу процесса прессования-вследствие деформи- .рования застойных зон. Такое течение металла обусловливает раннее развитие це11тральной воронкообразной пресс-утяжины.
78048
Наличие кольцевых выступов в данной пресс-шайбе с шагом 0,14-0,25 диаметра боковой цилиндрической поверхности вызывает дробление ради- 5 ального течения металла в области пресс-шайбы.
Угол при вершине выступов 60 и форма выступов, а также расположение их вершин на поверхности выпуклого 10 конуса предотвращают образование локальных пресс-утяжин и местных течений ., обеспечивая наряду с этим отделение пресс-остатка от пресс-шайбы по окончании процесса прессова- 15 ния, вследствие чего уменьшается центральная пресс-утяжина и соответственно повышается выход годного.
Формула изобретения
Пресс-шайба, имеющая соосные боковую цилиндрическую и торцовую рабочую поверхности, отличающая с я тем, что, с целью повышения выхода годного путем уменьшения центральной пресс-утяжины за счет тормолсения радиального течения металла заготовки в области пресс- шайбы, ее торцовая рабочая поверхность выполнена в виде центрального конического выступа и нескольких соосных с ним кольцевых выступов, основания всех выступов расположены на плоскости, перпендикулярной оси пресс-шайбы, вершины кольцевых выступов лежат на поверхности, являющейся выпуклым конусом с углом конус. „„о
кости 1/и и с вepшинo, совмещенной с вершиной центрального выступа., при этом все выступы в продол/пном сечении пресс-шайбы имеют угол при вершине 60°, а шаг расположения кольцевых выступов составляет 0,14-0,24 диаметра боковой цилиндрической поверхности .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВОЙ ЗАГОТОВКИ | 2011 |
|
RU2478013C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2134622C1 |
| Технологическая шайба для прессования сталей и сплавов без прессостатка | 1978 |
|
SU778854A1 |
| Инструмент для прессования | 1980 |
|
SU946714A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ | 1996 |
|
RU2115498C1 |
| Инструментальный блок для прессования изделий | 1989 |
|
SU1803216A1 |
| Способ многоканального прессования изделий | 1986 |
|
SU1342554A1 |
| Способ прессования | 2024 |
|
RU2839896C1 |
| Способ горячего прессования труднодеформируемых сплавов | 2017 |
|
RU2668646C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2006 |
|
RU2333061C2 |
Изобретение относится к инструменту для прессования изделий;из материалов и сплавов и позволяет повысить выход годного. Пресс-шайба инструмента имеет рабочую поверхность в виде центрального конического выступа и соосных с ним кольцевых выступов. Вершины всех выступов расположены на вьтуклой конической поверхности с углом 120, а основания - на плоскости, перпендикулярной оси пресс-шайбы. Шаг расположения кольцевых выступов составляет 0,14-0,24 диаметра пресс-шайбы. Наличие кольцевых выступов вызывает дробление радиального течения металла в области пресс-шайбы, уменьшает центральную пресс-утяжину на заднем конце заго- . тонки и поэтому повьш1ает выход годного. 1 ил. i W tc 00
| Перлин И.Л | |||
| и Райтбарг Л.Х | |||
| Теория прессования металлов | |||
| М.:Металлур- гия, 1975, с.88. |
