f
Изобретение касается обработки металлов давлением и относится к устройствам для пневмотермической фор- мовки деталей типа днищ,
Цель изобретения - повышение качества путем уменьшения разнотолшин- ности готовых деталей.
На чертеже изображено предлагаемое устройство, продольный разрез.
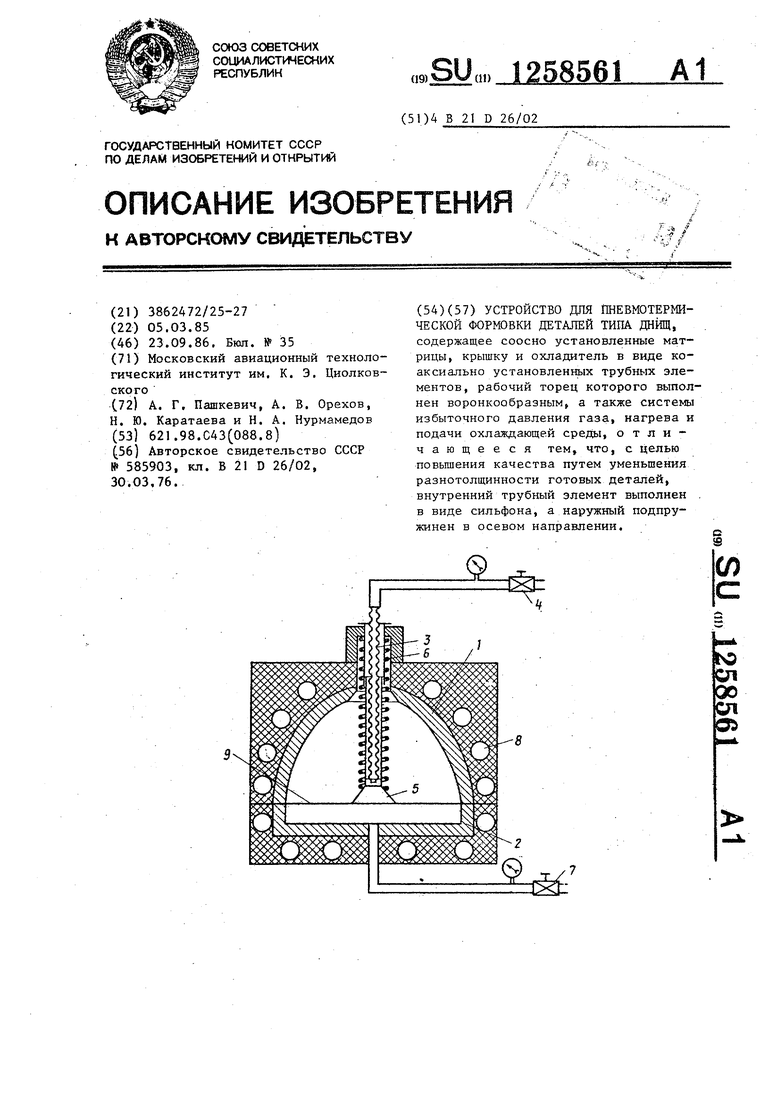
Устройство содержит соосно установленные матрицу 1, крышку 2 и охладитель, выполненный в виде коаксиаль- но установленных трубных элементов, внутренний 3 из которых выполнен в виде сильфона и сообщен с системой 4 подачи охлаждающей среды, а наружный 5 подпружинен пр-ужиной 6 в осевом направлении и выполнен с воронкообразным (в виде раструба) рабочим торцом, а также систему 7 избыточного давления.
В матрицу 1 и крьшку 2 встроена :система 8 нагрева.
Позицией 9 обозначена обрабатывае мая заготовка.
Устройство работает следующим образом.
Составитель В, Муслимав Редактор О. Бугир Техред И.Верес Корректор Л. Пилипенко
Заказ 5063/11 Тираж 783Подписное
ВНИИПЙ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва,Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная 4
10
58561г
Заготовку 9 устанавливают в прогретое до рабочей температурь; устройство на крышку 2 и прижимают е.е герметично матрицей 1. Охладитель при 5 этом опускается на заготовку 9, прижимается к ней в центральной зоне за счет пружины 6.
При включении систе№ 1 7 избыточного давления одновременно включается система 4 подачи охлаждающей среды. Поступающий через элемент 3 холодный газ охлаждает зону заготовки 9 под раструбом, Степень охлаждения регулируется за счет расхода газа. Нагретый газ из системы вытекает в полость между трубными элементами 3 и 5 в атмосферу.
Под давлением заготовки 9 трубный элемент 5 перемещается вертикально, а внутренний трубный элемент 5 сжимается. Подстуживание центральной зоны под раструбом охладителя при формовке сдерживает ее деформацию, вовлекая в процесс формообразования периферийные участки заготовки 9. Следствием этого является перераспределение деформации по образующей и выравнивание толщины детали (днища).
ts
20
25
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пневмотермической штамповки | 1977 |
|
SU749498A1 |
| Устройство для пневмотермической формовки | 1976 |
|
SU608588A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ТРУБНОЙ ЗАГОТОВКИ ТИТАНОВОГО СПЛАВА В СОСТОЯНИИ СВЕРХПЛАСТИЧНОСТИ | 2023 |
|
RU2821415C1 |
| Устройство для пневмотермическойфОРМОВКи | 1979 |
|
SU848122A1 |
| Устройство для пневмораздачи труб | 1980 |
|
SU893342A1 |
| ТЕПЛООБМЕННИК, ВКЛЮЧАЮЩАЯ ТЕПЛООБМЕННИК РЕАКТОРНАЯ СИСТЕМА И СПОСОБ ТЕРМОСТАТИРОВАНИЯ РЕАКТОРА | 2015 |
|
RU2676167C2 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| СПОСОБ ПОДАЧИ ГОРЮЧЕГО В КАМЕРУ ТЕПЛОВОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2145039C1 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ НА ПОВЕРХНОСТЬ ПРОКАТНОГО ВАЛКА | 1993 |
|
RU2060849C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ТРУБНОЙ ЗАГОТОВКИ ТИТАНОВОГО СПЛАВА В СОСТОЯНИИ СВЕРХПЛАСТИЧНОСТИ И СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ В УСТРОЙСТВЕ | 2022 |
|
RU2792249C1 |
| Устройство для пневмотермической формовки | 1976 |
|
SU585903A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
