1
Изобретение относится к обработке металлов давлением, и в частности, к листовой штамновке.
Известно устройство для пневмотермической формовки, содержащее в качестве основных элементов матрицу, крышку, нагревательную систему и систему избыточного давления.
Штамновка изделия в указанном устройстве ироизводится при равномерном нагреве заготовки до температуры формовки под действием ежатого газа, но эти условия проведения нроцееса ведут к ярко выраженной неравномерности деформаций заготовки по толщине степки и, как следствие этого, к неравнопрочности изделия.
Наиболее близким решением из известных являетея устройство для пневмотермичеекой формовки, еодержащее кроме основных элементов - матрицы с крышкой, нагревательной еистемы и системы избыточного давления, снрейерный охладитель, установленный в крышке с возможностью вертикального перемещения и вмонтированный в систему избыточного давления.
Раеположеине снрейерного охладнтеля в системе избыточного давления не дает возможности осуществить независимую настройку и работу системы избыточного давления и узла охлаждения, поэтому на известном устройстве могут быть получены детали относительно небольшой высоты.
Целью нзобретения являетея расщиренне технологических возможностей устройства.
Для этого охладитель установлен в выполненном в матрице сквозном отверстии.
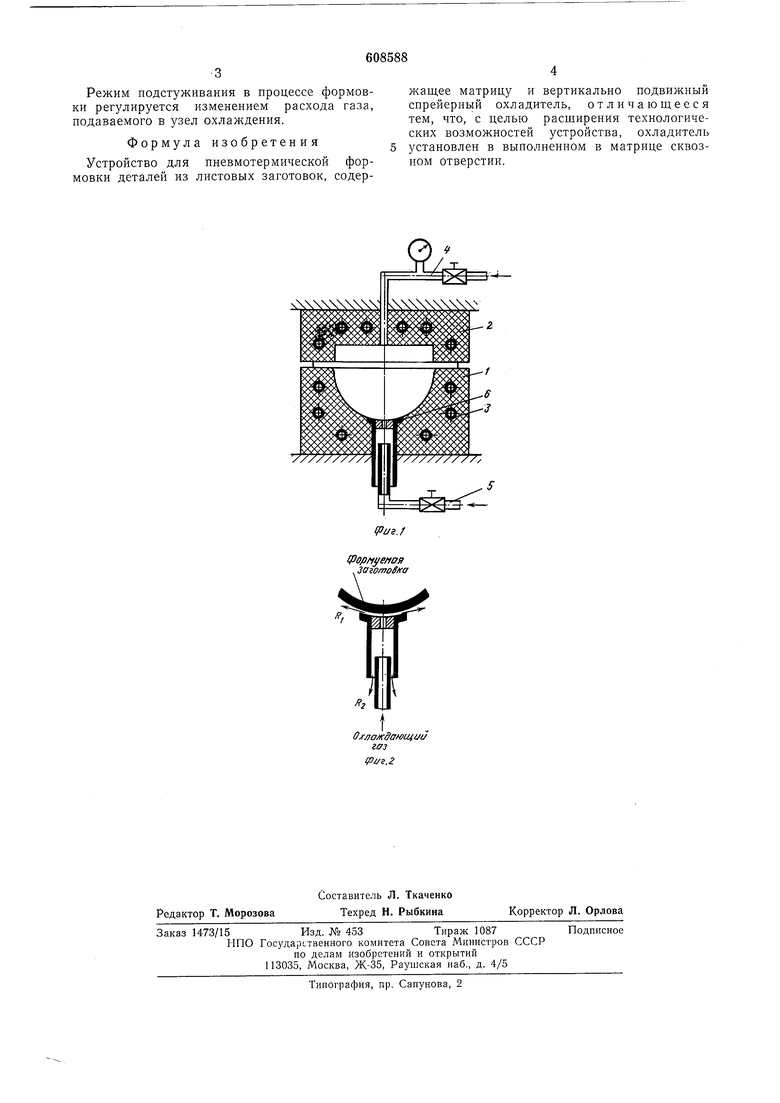
Иа фиг. 1 схематически изображено устройство, общий вид; на фиг. 2 - принцип работы плавающего охладителя.
Устройство содержит матрицу 1, крышку 2, нагревательную систему 3, систему 4 избыточного давления и узел 5 охлаждения. Охладитель 6 установлен в выполненном в матрице 1 сквозном отверстии с возможностью
вертикального перемещения.
Заготовку уетанавлнвают в прогретый до рабочей температуры блок на матриг у 1 и прижимают к ней герметично крыщкой 2, охладитель 6 находится нри этом в нижнем
ноложенпи. При подаче газа в узел 5 охлаждепия охладитель 6 поднимается и нодстуживает цеитральн}ю зону заготовки, а при подаче газа в систему 4 избыточного давления производится формовка куполообразной детали. Охладитель 6 перемещается при этом вниз, отслеживая перемещение полюсной части купола. Удержание охладителя в рабочем положении с гарантированным зазором относительно формуемой заготовки обеспечивается разностью реактнвпых сил струй Ri, R газа, истекающего из торцов охладителя.
Режим подстуживания в процессе формовки регулируется изменением расхода газа, подаваемого в узел охлал :дения.
Формула изобретения
Устройство для пневмотермической формовки деталей из листовых заготовок, содержащее матрицу и вертикально подвижный спрейерный охладитель, отличающееся тем, что, с целью расширения технологических возможностей устройства, охладитель установлен в выполненном в матрице сквозном отверстии.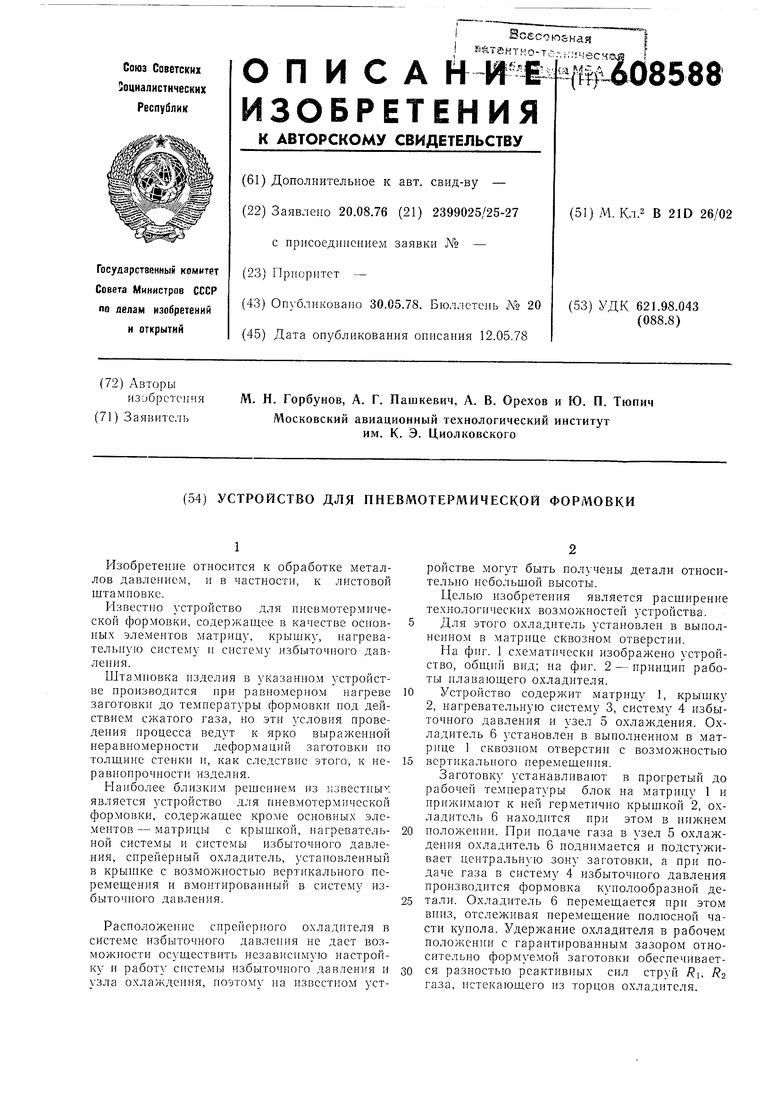
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пневмотермической штамповки | 1977 |
|
SU749498A1 |
| Устройство для пневмотермическойфОРМОВКи | 1979 |
|
SU848122A1 |
| Устройство для пневмотермической формовки деталей типа днищ | 1985 |
|
SU1258561A1 |
| СПОСОБ ФОРМОВКИ ЛИСТОВОЙ ЗАГОТОВКИ В РЕЖИМЕ СВЕРХПЛАСТИЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2433010C2 |
| ШТАМП ДЛЯ ПНЕВМОТЕРМИЧЕСКОЙ ФОРМОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2016 |
|
RU2630156C1 |
| СПОСОБ ФОРМОВКИ ЛИСТОВОЙ ЗАГОТОВКИ В РЕЖИМЕ СВЕРХПЛАСТИЧНОСТИ | 2017 |
|
RU2693222C2 |
| Способ пневмотермической формовки листовой заготовки | 2019 |
|
RU2733613C1 |
| Устройство для реверсивной пневмотермической формовки листовых заготовок | 1982 |
|
SU1148673A1 |
| УСТАНОВКА ДЛЯ ГАЗОВОЙ ИЗОТЕРМИЧЕСКОЙ ФОРМОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2016 |
|
RU2621531C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2574908C2 |
срормуепая , Заготов/еа
0;глои( газ
риг.2
