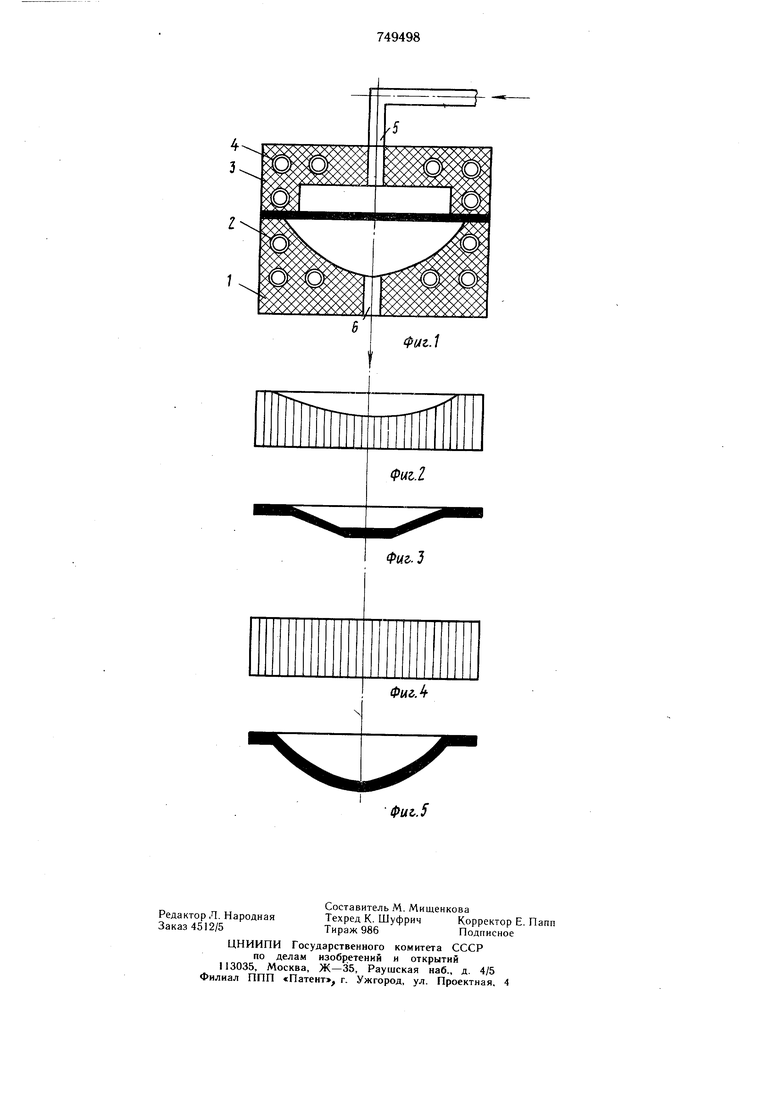
(54) СПОСОБ ПНЕВМОТЕРМИЧЕСКОЙ ШТА.МГЮВКИ Изобретение относится к листовой штамповке с использованием давления рабочей среды. Известен способ пневматической штамповки путем воздействия на неравномерно нагретую заготовку избыточным давлением с использованием для нагрева заготовки крышки и матрицы, между которыми зажимают заготовку 1. Неравномерность нагрева обеспечивают путем охлаждения центральной зоны заготовки с помошью специального конструктивного элемента - охладителя, установленного в крышке с возможностью перемещения. Устройство для осуш,ествления известного способа имеет достаточно сложную конструкцию. Целью предложения является упрощение оснастки для осуществления способа. Для этого заготовку сначала устанавливают на матрицу и нагревают до нижней границы рабочего диапазона температур, после чего прижимают к матрице крышкой, нагретой до верхней границы рабочего диапазона температур и сразу же прикладывают избыточное давление. На фиг. 1 показана схема устройства для формовки по предлагае.мому способу; на фиг. 2 - кривая распределения температуры по заготовке на первой стадии формовки; на фиг. 3-заготовка на первой стадии формовки; на фиг. 4 - кривая распределения температуры по заготовке на завершающей стадии формовки; на фиг. 5 - заготовка на завершающей стадии формовки. Устройство состоит из матрицы 1 со встроенными в нее нагревателями 2 и крышки 3 с нагревателями 4.В крышке 3 имеется отверстие 5 для подачи сжатого газа, в матрице 1 - отверстие 6 для выхода воздуха изпод формуемой заготовки. Перед формовкой матрицу 1 и крышку 3 нагревают соответственно до температур нижней 11 и верхней t г границ рабочего диапазона температур формовки. Заготовку 7 укладывают на матрицу, и нагревают до температуры t,. Далее заготовку прижимают крышкой 3 к матрице и сразу же по достижении герметичности в полость крышки подают сжатый газ. В результате передачи епла от крышки периферийные участки заготовки нагреваются до температуры близкой к верхней границе рабочего диапазона
температур. При этом по заготовке создается переменное поле температур (см. фиг. 2).
Под действием избыточного давления газа на первой стадии формовки деформируются периферийные участки. Центральная (полюсная) часть заготовки смещается вниз (см. фиг. 3), не претерпевая деформаций по толщине стенки. По мере выдержки под давлением происходит выравнивание температур по заготовке (см. фиг. 4) и оформление детали по профилю матрицы (см. фиг. 5) за счет утонения полюсной зоны. Воздух из-под заготовки выходит в отверстие 6 матрицы. По окончании формовки крышка поднимается и изделие снимается с матрицы.
Способ может быть эффективно использован для сплавов, характеризующихся сравнительно низкой теплопроводностью и широким диапазоном рабочих температур формовки (например, сплавы титана).
Пример. Для изготовления куполообразных днищ диаметром 110 мм и высотой 45 мм из сплава ОТ4 берется листовая заготовка диаметром 120мм с толщиной стенки So 1,0 мм.
Матрица с заготовкой нагревается до 750°С, а крышка-до 900°С (см. фиг. 1).
После смыкания крышки с матрицей сразу подается избыточное давление в полость крышки до 3 атм в течение 3,0 мин.
-Формула изобретения
Способ пневмотермической штамповки путем воздействия на неравномерно нагретую заготовку избыточным давлением с использованием для нагрева заготовки крышки и матрицы, между которыми зажимают заготовку, отличающийся тем, что, с целью упрощения оснастки для осуществления способа, заготовку сначала устанавливают на матрицу и нагревают до нижней границы рабочего диапазона температур, после чего прижимают к матрице крышкой, нагретой до верхней границы рабочего диапазона температур и сразу же прикладывают избыточное давление.
0Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 585903, кл. В 21 D 26/02, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для реверсивной пневмотермической формовки листовых заготовок | 1982 |
|
SU1148673A1 |
| СПОСОБ ФОРМОВКИ ЛИСТОВОЙ ЗАГОТОВКИ В РЕЖИМЕ СВЕРХПЛАСТИЧНОСТИ | 2017 |
|
RU2693222C2 |
| СПОСОБ ФОРМОВКИ ЛИСТОВОЙ ЗАГОТОВКИ В РЕЖИМЕ СВЕРХПЛАСТИЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2433010C2 |
| Способ пневмотермической формовки листовой заготовки | 2019 |
|
RU2733613C1 |
| Способ штамповки деталей из листовых заготовок в состоянии сверхпластичности | 1982 |
|
SU1031577A1 |
| Устройство для пневмотермической формовки | 1976 |
|
SU608588A1 |
| Способ штамповки деталей из листовых заготовок в состоянии сверхпластичности | 1975 |
|
SU539643A1 |
| ШТАМП ДЛЯ ПНЕВМОТЕРМИЧЕСКОЙ ФОРМОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2016 |
|
RU2630156C1 |
| Способ штамповки листовых заготовок в состоянии сверхпластичности | 1977 |
|
SU721178A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК С ВЫСТУПАМИ В ВИДЕ ТЕЛ ВРАЩЕНИЯ | 2006 |
|
RU2325966C2 |