Изобретение относится к обработк металлов давлением, в частности к способам изготовления изделий, име- . X отверстия с фасками, например к способам изготовления звеньев цепей картофелеуборочных комбайнов.
Цель изобретения - снижение трудоемкости процесса, повышение на- д1Ежности его осуществления и упрощение оснастки для получения отверстий с фасками.
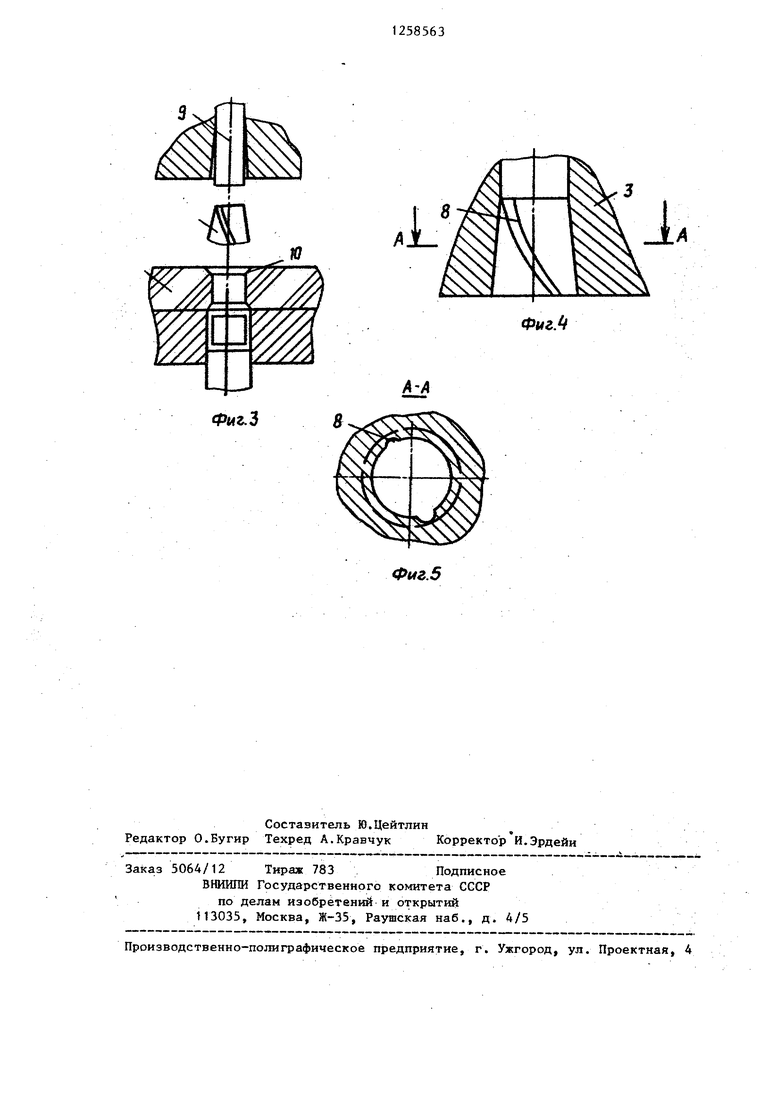
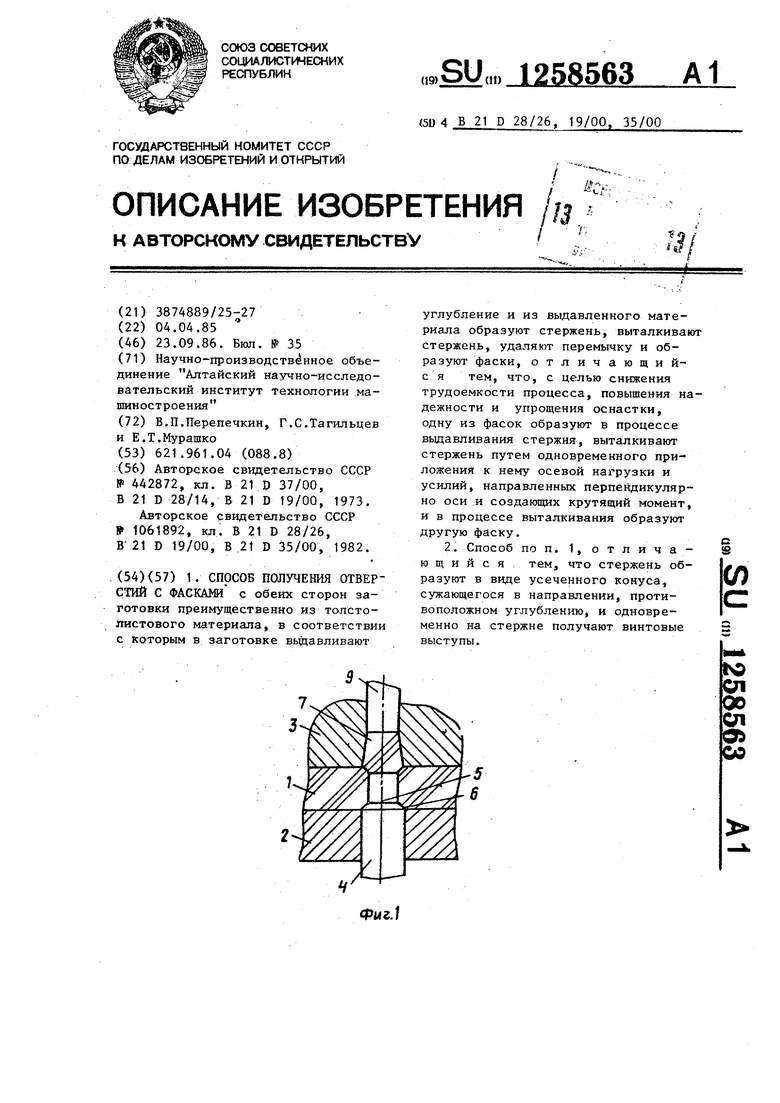
На фиг. 1 показана заготовка в момент образования глухого отверстия и фаски с одной стороны, на фиг, 2 - инструмент для образования отверстия с фасками после образования отверстия и одной фаски в момент раскрытия; на фиг. 3 - за-, готовка и инструме11Т в момент удаления отхода; на фиг. 4 - рабочее окн матрицы, продольный раз рез J на фиг. 5 - разрез А-А на фиг, А.
Способ осуществляется следующим образом.
Заготовку 1 устанавливают на прижиме 2 и прижимают к матрице 3. Затем пуансоном 4 вьщавливают глухое отверстие 5 с фаской 6 и из вьщав- ливаемого материала образуют стер- ясень 7 в виде усеченного конуса, сужающегося в направлении, противоположном отверстию 5. При выдавливании стержня 7 на его поверхности 4юрмируют винтовые выступы 8. Да- лее матрицу 3 поднимают и вместе с ней поднимают за готовку 1 с образо585632
ванными в ней отверстием 5 и стержнем 7, затем при помощи выталкивателя 9 прикладывают к торцу стержня 7 осевую нагрузку.Одновременно
5 на стержень 7 за счет наличия винтовых канавок в матрице 3 и заполнения их вьщавленным материалом воздействуют усилия, направленные перпендикулярно продольной оси и соз 0 дающие крутящий момент. В результате стержень 7 при выталкивании поворачивается и отрывается от неподвижной в процессе выталкивания заготовки и при отрыве в заготовке фор15 мируется фаска 10. Затем полученную деталь и отход удаляют воздухом.
Пример. Заготовку звена цепи элеватора СК 5056 из стали 35 толщиной 18 мм нагревают токами вы20 сокой частоты до 850-1000 с. Затем выдавливают глухое отверстие с диаметром меньшего основания 10 мм, большего 12 мм с образованием конического стержня и перемычки с тол25 щиной 0,3-0,5 мм. На поверхности стержня получают винтовые выступы с углом подъема 85 . Полученное изделие имеет отверстие диаметром 10,8 мм с фасками с обеих сторон.
30 В результате применения предлагаемого способа снижается трудоемкость процесса и повышается надежность образования фасок. Кроме того, при осуществлении предлагаемого
35 способа используется более простая оснастка, по сравнению с известньы.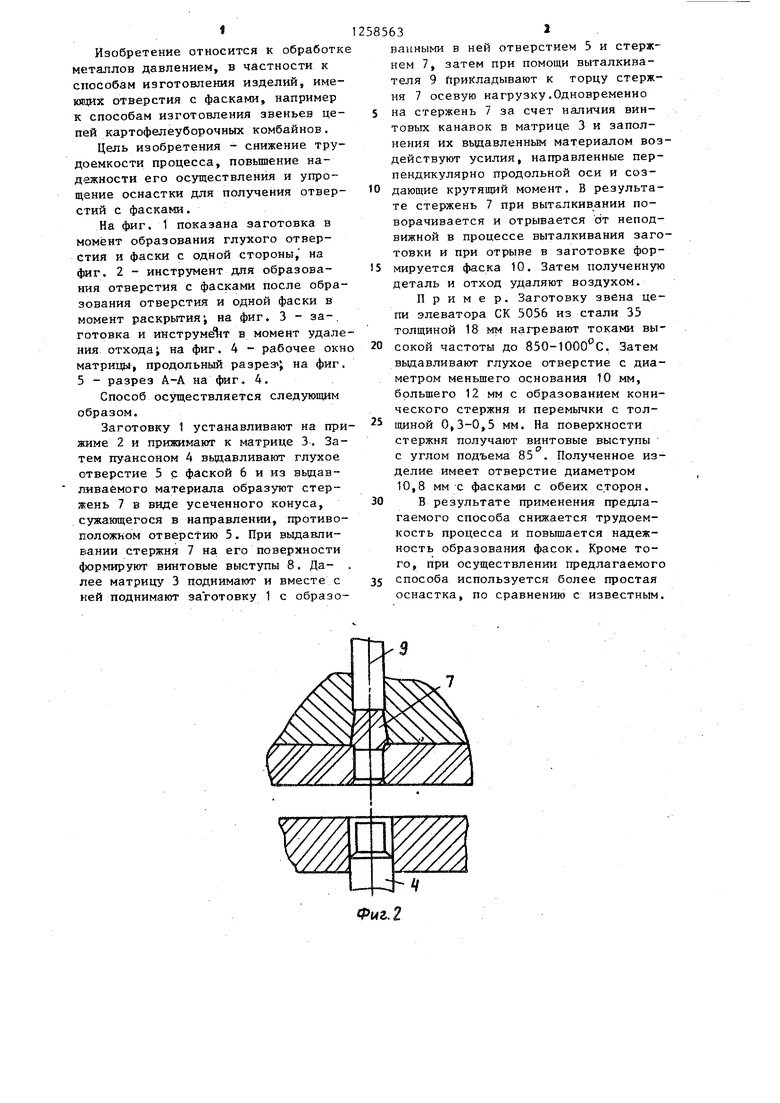
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения отверстий с фасками | 1982 |
|
SU1061892A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2612052C1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Способ наплавки | 1990 |
|
SU1773621A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С ФАСКОЙ | 1995 |
|
RU2080950C1 |
| Способ получения отверстий с фасками и штамп для получения отверстий с фасками | 1984 |
|
SU1201026A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1650467A1 |
| Шток горизонтальной машины литья под давлением | 2016 |
|
RU2633813C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ИЗДЕЛИЙ | 1996 |
|
RU2085322C1 |
Фиг. 2
ФигМ
А-А
Фиг.3
Фиг. 5
| Пуансон к штампу для пробивки отверстия с фаской | 1973 |
|
SU442872A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения отверстий с фасками | 1982 |
|
SU1061892A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
