Изобретение относится к клепально- сборочньш работам, в частности к клепальному обррудованшо, и может быть |1спользовано для расклепьшания закле- ftoK при сборочных работах в разных областях машиностроения.
Цель изобретения - расширение технологических возможностей за счет обеспечения клепки заклепок, установленных с зазором, повьппение качества и обеспечение расклепьшания полых заклепок.
Указанная цель достигается путем центрирования заклепок относительно продольной оси расклепывающего пуансона, фиксации их в таком положении, предварительной раздачи выступающего стержня заклепки и последующего об- разрвания замьжающей головки заклепки.
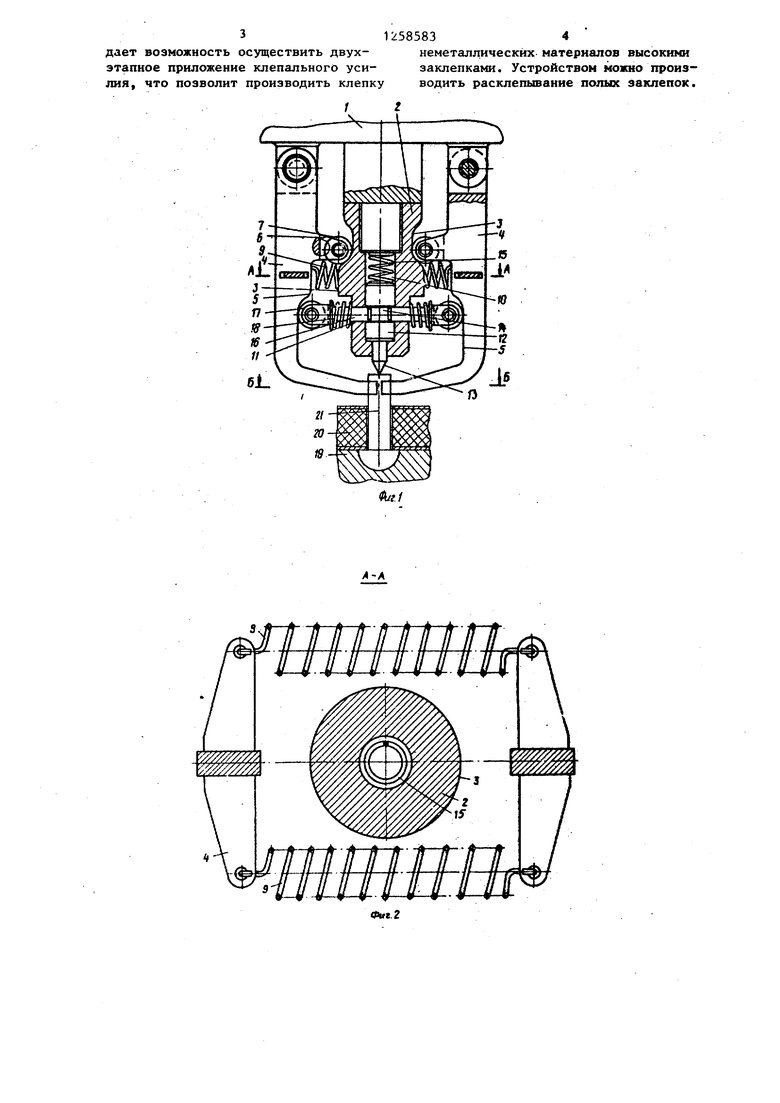
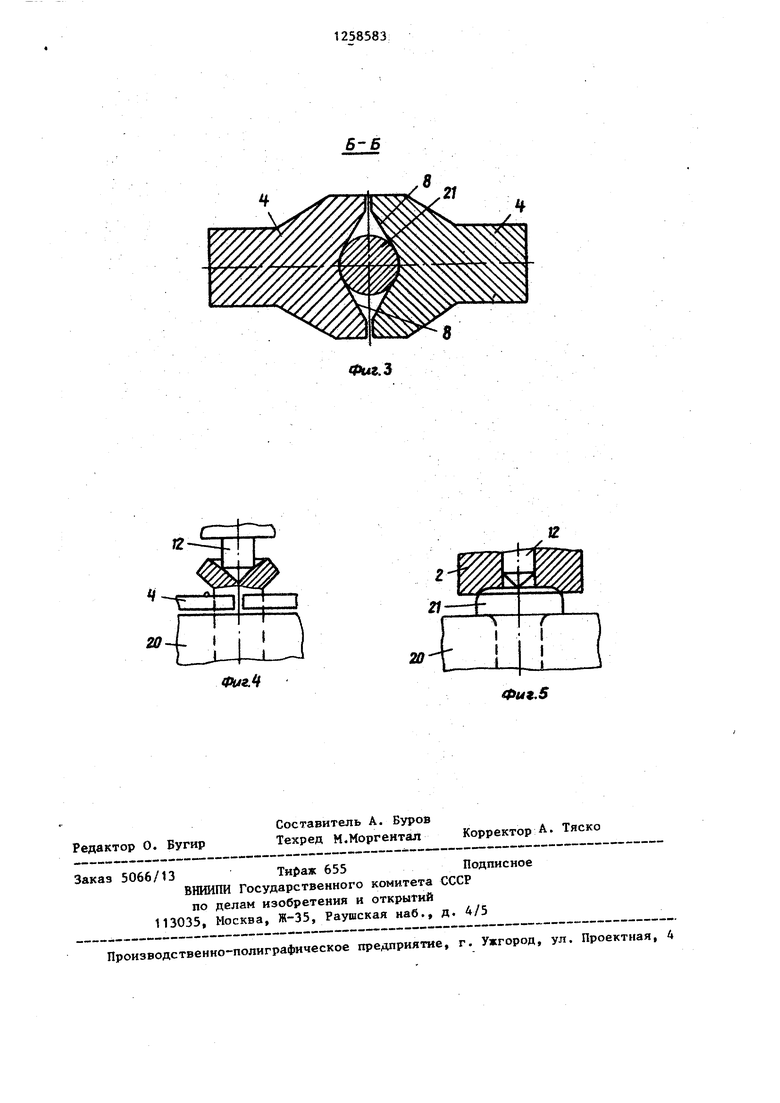
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - предварительное образование заъа 1каю-. щей головки; на фиг. 5 - окончательное формирование замыкающей головки.
Устройство для клепки содержит силовую головку 1, со штоком которой связан пуансон 2, выполненный с профильной боковой поверхностью 3. На корпусе силовой головки 1 шарнирно установлены Г-образные захваты 4, имеющие профильную внутреннюю поверхность 5, упорный выступ 6 с роликом
7качения и торцовую центрирующую поверхность 8, при этом захваты 4 подпружинены навстречу один другому пружинами 9. В пуансоне 2 выполнены осевое ступенчатое отверстие 10 и связанные с ним радиальные отверстия 11.
8осевом отверстии 10 установлен дополнительный пуансон 12, который имеет конический наконечник 13 и кольцевую проточку 14. Дополнительный пуансон 12 подпружинен относительно основного пружиной 15. В радиальных отверстиях 11 установлены стержневые упоры 16, один конец которых входит
в кольцевую проточку 14, а другой снабжен роликом 17 качения и взаимодействует с захватом 4. Стержневые упоры 16 подпружинены в радиальном направлении пружинами 18. Устройство имеет поддержку 19.
Устройство работает следующим образом.
5
В исходном положении шток силовой головки 1 втянут внутрь, ролики 17 качения упираются в выступ профильной поверхности 5 захватов 4, а ролики 7 качения, установленные на упорных выступах 6 захватов 4, в выступ профильной поверхности 3 пуансона 2. Пружины 9 при этом растянуты, пружины 18 - сжаты, концы стер;::и€Рых упо- 0 ров 16 введены в кольцевую проточку
14дополнительного пуансона 12, который застопорен от поступательного перемещения в осевом отверстии 10 пуансона 2. Захваты 4 разведены в
5 стороны.
На поддержку 19 устанавливают со- Зираемое изделие 20 с вставленными заклепками 21 и подводят клепальную головку устройства к заклепке. Вклю0 чают привод силовой головки 1. Пуансон 2, получая усилие от щтока силовой головки 1, движется вниз. Ролики 7 качения захватов 4, обкатывая профильную поверхность 3, опускаются в ее впадину. Пружины 9 при этом сжимаются, поворачивая в шарнирах корпуса силовой головки 1 захваты 4, которые своими торцовыми центрирующими поверхностями 8 захватывают зак0 лепку 21 и центрируют ее относительно продольной оси пуансоно. Дополнительный пуансон 12 коническим наконечником 13 внедряется в заклепку (фиг. 4), предварительно развальцовы5 вая ее. Ролики 7 качения выходят на выступ профильной поверхности 3 основного пуансона 2. Захваты 4 при этом размыкаются и освобождают заклепку . Ролики 17 стержневых упоров
0 16 попадают во впадину профильной
поверхности 5 захватов 4. Пружины 18, разжимаясь, вьшодят стержневые упоры 16 из кольцевой проточки 14 дополнительного пуансона 12. Пуансон 2, про5 должая движение вниз, отбортовывает раструб конца заклепки 21 (фиг. 5), образованный внедрением в нее дополнительного пуансона 12, иформирует головку заклепки. При этом пружина
15сжимается. При возвращении штока силовой головки в верхнее положение устройство приводится в исходное состояние .
Применение предлагаемого устройст- 5 ва позволяет расклепьгеать заклепки в деталях из мягкого материала и при установке заклепок в отверстии с зазором. Применение двойного пуансона
312585834
дает возможность осуществить двух- неметаллических материалов высокими этапное приложение клепального уси- заклепками. Устройством можно произ- лия, что позволит производить клепку водить расклепывание полых заклепок.
Л
Je
| название | год | авторы | номер документа |
|---|---|---|---|
| Клепальный пресс | 1980 |
|
SU1016031A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Устройство для клепки | 1979 |
|
SU891199A1 |
| Сверлильно-клепальное устройство | 1983 |
|
SU1243877A1 |
| УСТРОЙСТВО ДЛЯ КЛЕПКИ ИЗДЕЛИЙ ТИПА ЗМЕЙКОВЫХ СЕПАРАТОРОВ ПОДШИПНИКОВ КАЧЕНИЯ | 2000 |
|
RU2202435C2 |
| АВТОМАТИЧЕСКАЯ КЛЕПАЛЬНАЯ МАШИНА | 1993 |
|
RU2106926C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВОЙ КЛЕПКИ | 1993 |
|
RU2065795C1 |
| Устройство для установки пустотелых заклепок | 1985 |
|
SU1333468A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1992 |
|
RU2030946C1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
rz
Фui.ft
Редактор О. Бугир
Составитель А. Буров Техред М.Моргеитал
Заказ 5066/13Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретения и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.6
Корректор А. Тяско
| Григорьев В.И | |||
| Сборка клепаных агрегатов самолетов и вертолетов | |||
| - М.: Машиностроение, 1975, с | |||
| Топливник с глухим подом | 1918 |
|
SU141A1 |
