1
Изобретение относится к клепальносборочным работам в частности к кле-, пальному оборудованию, обеспечивающему клепку полых цилиндрических изделий с планцами ручками и т.п. деталями.
Известно устройство для клепки, содержащее смонтированные на станине поддержку и установленные одна на другой с возможностью относительного перемещения каретки и клепальную головку в виде размещенных на верхней каретке силового цилиндра со штоком и пуансоном, при .этом верхняя каретка имеет привод с ходовым винтом 1 .
Однако известное устройство не может быть использовано для клепки полых цилиндрических деталей -с дном различного типоразмера, с различным расположением заклепок по высоте и окружному шагу, ввиду отсутствия в нем механизмов, позволяющих в широком диапазоне изменять положение силового цилиндра с поддержкой, относительно центрального расположенного склепываемого изделия, по высоте, окружному шагу и изменения последо вательности движения расклепывающего штока и поддержки в зависимости от
требований к месту оформления головки заклепки, т.е. изнутри или снаружи склепываемых цилиндров.
Цель изобретения - расширение технологических возможностей устройства, повышение качества клепанных соединений и производительности.
Поставленная цель достигается за счет того, что устройство для клепки, содержащее смонтированные на станине поддержку и установленные одна на другой с возможностью относительного перемещения каретки и клепальную головку в виде размещенных на верхней каретке силового цилиндра со штоком и пуансоном, при этом верхняя каретка имеет привод с ходовым винтом, снабжено установленным на верхней каретке и связанным- с ходовым винтом кронштейном с вертикальным пазом и с ориентирующим штифтом, направляющей втулкой с элементом фиксации ее положения, установленной в пазу кронштейна с возможностью перемещения в плоскости оси клепки, и опорной гайкой, закрепленной на нерабочем конце пуансона, а также диском, установленным на конце штока силового цилиндра и кинематически связанного с опорной гайкой.
ри этом пуансон размещен в направлящей втулке, поддержка снабжена быстосъемной. кольцевой оправкой с равомерно расположенными на наружной илиндрической поверхности раздельо перемещающимися упорами для закепок, а нижняя каретка установлена на станине с возможностью углового перемещения относительно оси юддерки.
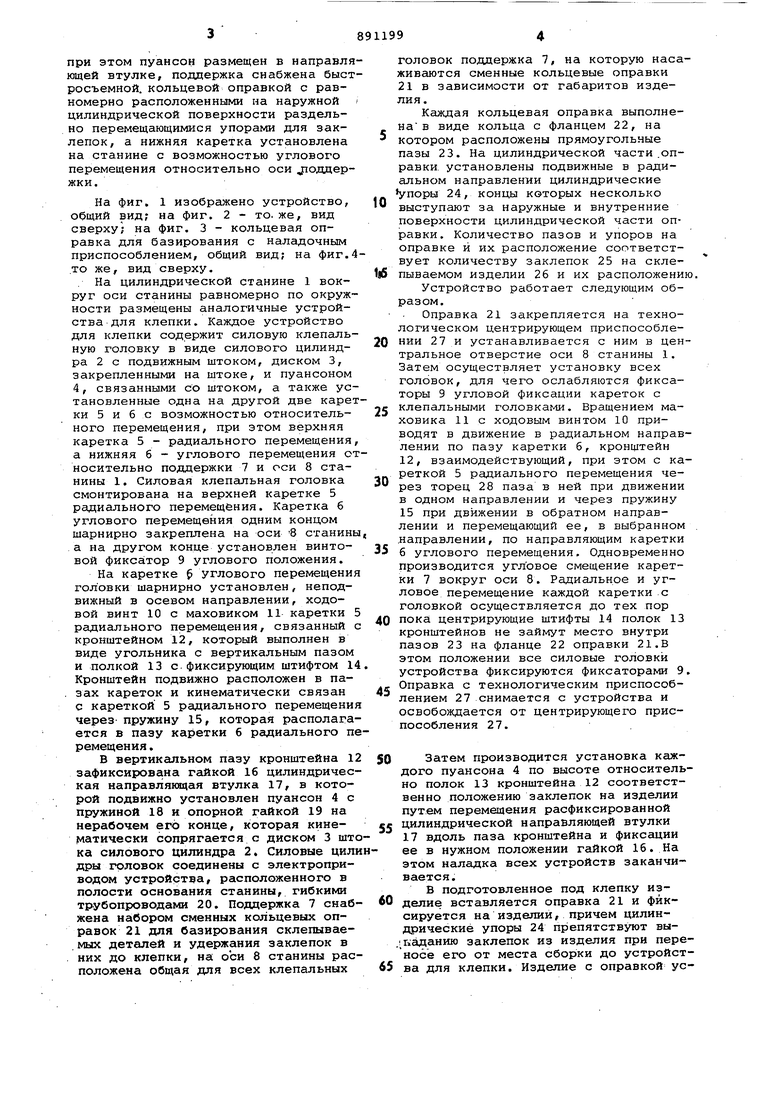
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то. же, вид сверху; на фиг. 3 - кольцевая оправка для базирования с наладочным приспособлением, общий вид; на фиг.4.то же, вид сверху.
. На цилиндрической станине 1 вокруг оси станины равномерно по окружности размещены аналогичные устройства для клепки. Каждое устройство для клепки содержит силовую клепальную головку в виде силового цилиндра 2 с подвижным штоком, диском 3, закрепленными на штоке, и пуансоном 4, связанными со штоком, а также установленные одна на другой две каретки 5 и 6 с возможностью относительного перемещения, при этом верхняя каретка 5 - радиального перемещения, а нижняя 6 - углового перемещения относительно поддержки 7 и оси 8 станины 1. Силовая клепальная головка смонтирована на верхней каретке 5 радиального перемещения. Каретка 6 углового перемещения одним концом шарнирно закреплена на оси 8 станины, а на другом конце установлен винтовой фиксатор 9 углового положения.
На каретке углового перемещения головки шарнирно установлен, неподвижный в осевом направлении, ходовой винт 10 с маховиком 11 каретки 5 радиального перемещения, связанный с кронштейном 12, который выполнен в виде угольника с вертикальным пазом и полкой 13 с.фиксирующим штифтом 14. Кронштейн подвижно расположен в пазах кареток и кинематически связан с кареткой 5 радиального перемещения через пружину 15, которая располагается в пазу каретки б радиального перемещения.
В вертикальном пазу кронштейна 12 зафиксирована гайкой 16 цилиндрическая направлякнцая втулка 17, в которой подвижно установлен пуансон 4 с Пружиной 18 и опорной гайкой 19 на нерабочем его конце, которая кинематически сопрягается с диском 3 штока силового цилиндра 2. Силовые цилин дры головок соединены с электроприводом устройства, расположенного в полости основания станины, гибкими трубопроводами 20. Поддержка 7 снабжена набором сменных кольцевых оправок 21 для базирования склепываемых деталей и удержания заклепок в них до клепки, на оси 8 станины расположена общая для всех клепальных
головок поддержка 7, на которую насаживаются сменные кольцевые оправки 21 в зависимости от габаритов изделия.
Каждая кольцевая оправка выполнена в виде кольца с фланцем 22, на котором расположены прямоугольные пазы 23. На цилиндрической части .оправки, установлены подвижные в радиальном направлении цилиндрические Vпopы 24, концы которых несколько выступают за наружные и внутренние поверхности цилиндрической части оправки. Количество пазов и упоров на оправке и их расположение соответствует количеству заклепок 25 на склепываемом изделии 26 и их расположени
Устройство работает следующим образом.
Оправка 21 закрепляется на технологическом центрирующем приспособлении 27 и устанавливается с ним в центральное отверстие оси 8 станины 1. Затем осуществляет установку всех головок, для чего ослабляются фиксаторы 9 угловой фиксации кареток с клепальными головками. Вращением маховика 11 с кодовым винтом 10 приводят в движение в радиальном направлении по пазу каретки б, кронщтейн 12, взаимодействующий, при этом с кареткой 5 радиального перемещения через торец 28 паза в ней при движении в одном направлении и через пружину 15 при движении в обратном направлении и перемещающий ее, в выбранном направлении, по направляющим каретки 6 углового перемещения. Одновременно производится угловое смещение каретки 7 вокруг оси 8. Радиальное и угловое перемещение каждой каретки с головкой осуществляется до тех пор пока центрирующие штифты 14 полок 13 кронштейнов не займут место внутри пазов 23 на фланце 22 оправки 21.В этом положении все силовые головки устройства фиксируются фиксаторами 9 Оправка с технологическим приспособлением 27 снимается с устройства и освобождается от центрирующего приспособления 27.
Затем производится установка каждого пуансона 4 по высоте относительно полок 13 кронштейна 12 соответственно положению заклепок на изделии путем перемещения расфиксированной
цилиндрической направляющей втулки 17 вдоль паза кронштейна и фиксации ее в нужном положении гайкой 16. На этом наладка всех устройств заканчивается.
В подготовленное под клепку изделив вставляется оправка 21 и фиксируется на изделии, причем цилиндрические упоры 24 препятствуют выьаданию заклепок из изделия при переносе его от места сборки до устройства для клепки. Изделие с оправкой устанавливается на полки 13 пазами 23 фланца 22 оправки 21 на штифты 14.
Кнопкой Пуск приводится в дествие электрогидропривод всех устройств. Рабочая жидкость по трубопрводам 20 подается в рабочие полости силовых цилинд1 в 2 всех клепальных головок и передвигает расклепывающие штоки с диском 3, которые при этом, давят через опорные гайки 19 на пружины 18, если пружины отрегулированы гайкой на максимальное усилие, большее чем усилие пружин 15, то в начале происходит перемещениесиловых цилиндров вместе с кареткам 5 радиального перемещения с поддержкой 7 по направляющим кареток б углового перемещения относительно штоков.
Упоры 24 поджимают заклепки 25 к внутренней поверхности склепываемого изделия 26 с силой, равной разности усилий затяжки пружины пуансонов и пружины кареток 5 радиального перемещения. Затем в рабочих полостях силовых цилиндров давления возрастает и штоки, сжав пружины пуансонов, перемещают пуансоны 4 на заклепки 25, происходит оформление головок всех заклепок на наружной поверхности склепываемого изделия .
По команде электрического реле времени гидропривод прекращает по-, дачу рабочей жидкости. Рабочая полость силовых цилиндров сообщается со сливом, пуансоны и каретки под воздействием своих пружин возвращаются в исходное положение, причем каретки проходят до упора торЦами пазов в вертикальную плоскость кронштейнов .
Склепанное изделие с оправкой снимается с устройства и освобождается от оправки. На этом рабочий цикл заканчивается.
Предлагаемое устройство позволяе производить клепку полых цилиндров с дном различного типоразмера, с различным расположением заклепок по высоте и окружному шагу, повысилось
качество клепаных соединений и производительность.
Общий экономический эффект от использования одного устройства составляет за год 1200 руб.
Формула изобретения
Устройство для клепки, содержащее смонтированные на станине поддержку
0
и установленные одна на другой с возможностью относительного перемещения каретки и клепальную головку в виде размещенных на верхней каретке силового цилиндра со штоком и пуансоном, при этом верхняя каретка имеет привод с ходовым винтом, отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения клепки полых цилиндрических деталей с дном, качества клепки и производительности, оно снабжено установленным на верхней каретке и связанным с ходовым винтом кронштейном с вертикальным пазом и с ориентируюишм штифтом, направляющей втулкой с элементом фиксации ее положения, установленной в пазу кронштейна с возможностью перемещения в плоскости, оси клепки, и опорной гайкой, зак0репленной на нерабочем конце пуансона, а также диском, установленным на конце штока силового цилиндра и кинематически связанного с опорной гайкой, при этом пуансон размещен в
направляющей втулке, поддержка снабжена быстросъемной кольцевой оправкой с равномерно расположенньми на наружной цилиндрической поверхности радиально перемещающимися упорами
0 для заклепок, а нижняя каретка установлена на станине с возможностью углового перемещения относительно оси поддержки.
Источники информации, принятые йо внимание при экспертизе
1. Авторское свидетельство СССР 619271, кл. В 21 J 15/38, 1977.
хХ
.yiT jj /JjS,
УуТХХ-/уГ
24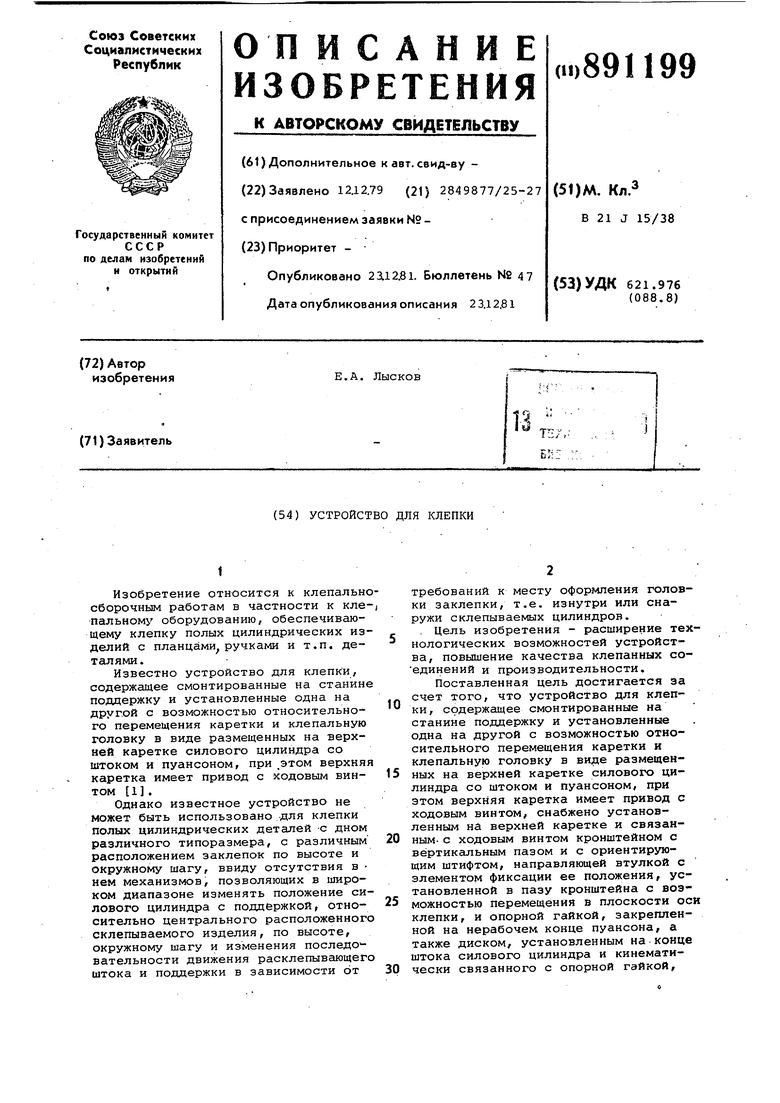

| название | год | авторы | номер документа |
|---|---|---|---|
| Клепальный пресс | 1980 |
|
SU1016031A1 |
| КЛЕПАЛЬНАЯ УСТАНОВКА | 1998 |
|
RU2136430C1 |
| Ручной клепальный пресс | 1990 |
|
SU1738463A1 |
| Клепальная установка | 1981 |
|
SU1016032A1 |
| Клепальная установка | 1976 |
|
SU564082A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1992 |
|
RU2030946C1 |
| Станок для клепки накладок к тормозным колодкам | 1981 |
|
SU1034827A1 |
| Станок для двусторонней развальцовки заклепочных головок | 1978 |
|
SU764819A1 |
| Полуавтоматический клепальный станок | 1977 |
|
SU685406A1 |
| Ручной клепальный инструмент | 1983 |
|
SU1136880A1 |
22
Ik
