Изобретение относится к упаковочной технике и может быть использовано для извлечения блоков из штучных разъемных и неразъемных изделий различных типоразмеров из стандартной тары - ящиков, коробок, поддонов.
Цель изобретения - расширение технологических возможностей путем обеспечения извлечения изделий из тары как имеющей, так и не имеющей боковых стенок.
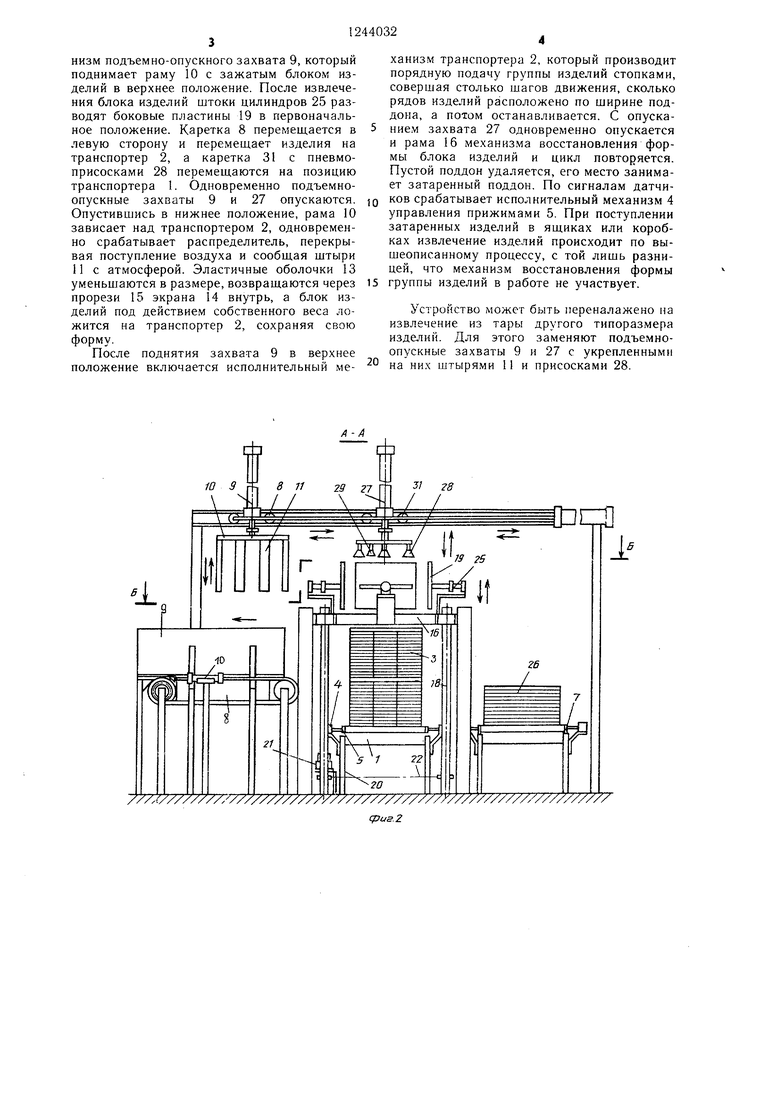
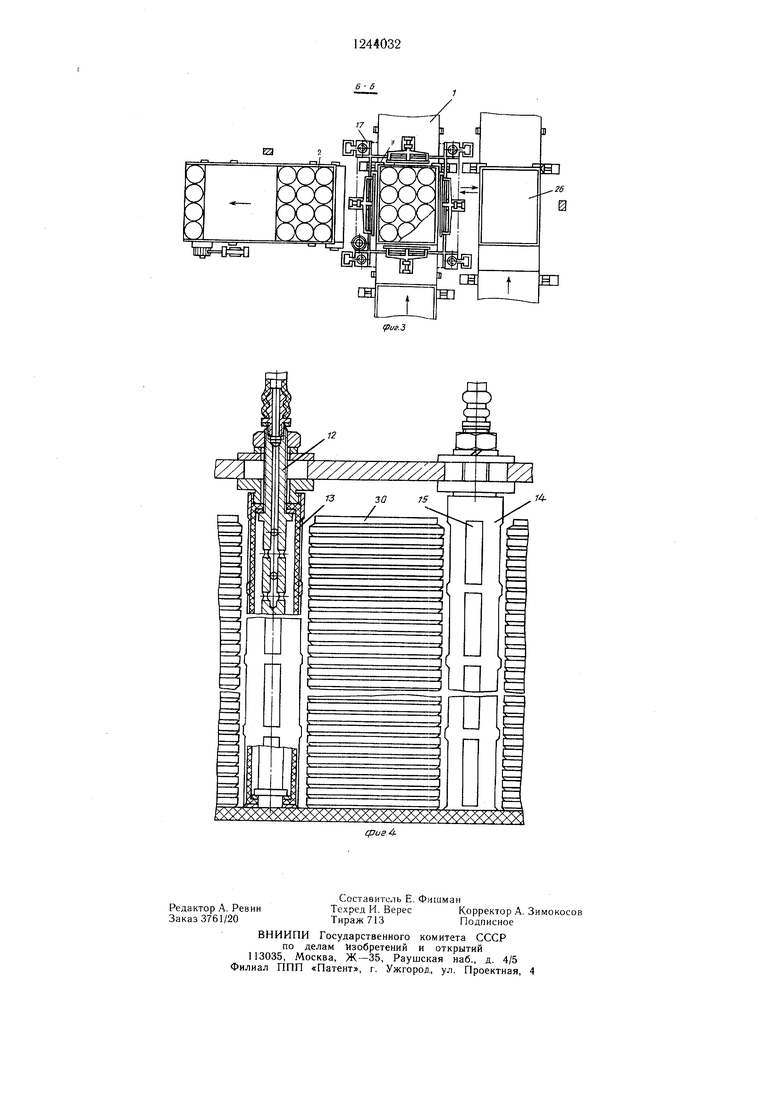
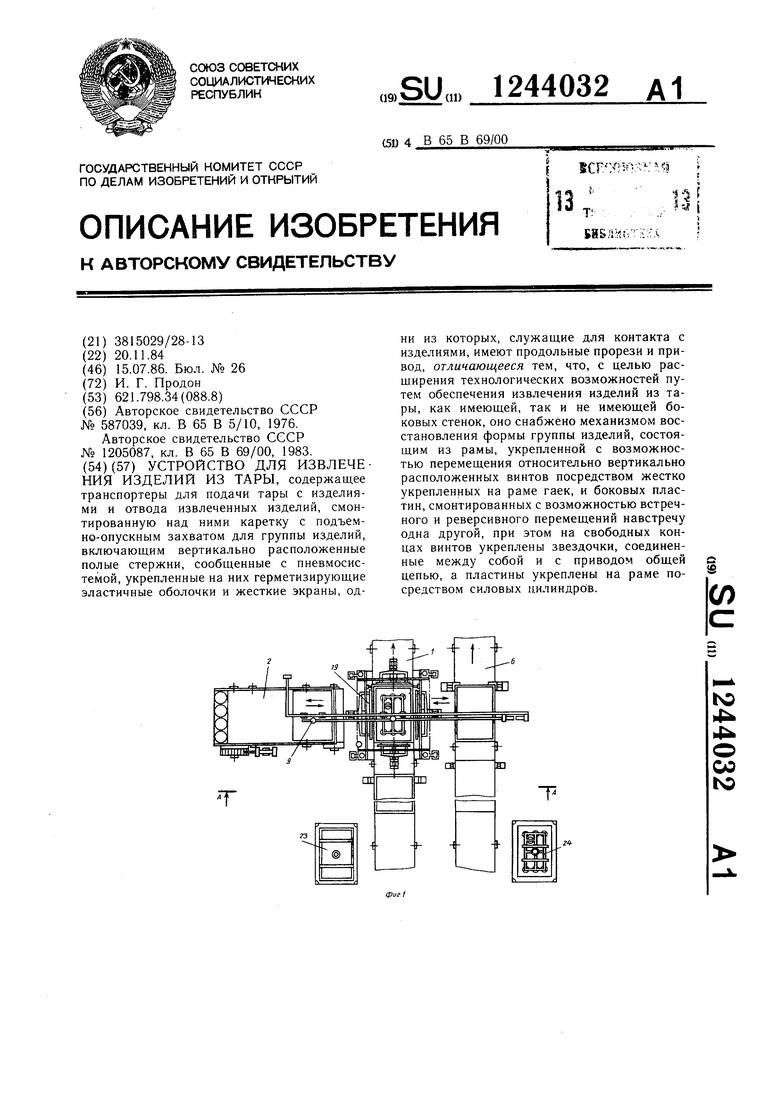
На фиг. 1 изображено предлагаемое уст- ройство, общий вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - захват для группы изделий.
Устройство для извлечения изделий из тары состоит из транспортера 1 для подачи тары с изделиями, транспортера 2 для отвода извлеченных изделий, огражденного с трех сторон боковыми стенками 3, высота которых равна высоте блока штучных изделий, извлеченных из тары, смонтированных на транспортере 1 исполнительного механизма 4 и прижимов 5 для фиксации тары, транспортера 6 для удаления снятых прокладок прижима 7, каретки 8 с подъемно-опускным захватом 9 для группы изделий, включающим раму 10 с вертикально расположенными штырями II, каждый из которых содержит полый стержень 12, сообщенный с пневмосистемой, укрепленную на нем герметизирующую эластичную оболочку 3 и жесткий экран 14, причем экраны 14, контактирующие с изделиями, имеют продольные прорези 15.
Для извлечения изделий из поддонов применяется механизм восстановления формы группы изделий, состоящий из рамы 16, в углах которой жестко укреплены гайки 17, входящие в кинематические пары с вертикально расположенными винтами 18 для вертикального перемещения рамы 16, укрепленных на последней боковых пластин 19, выполняющих роль боковых стенок и имеющих высоту, равную высоте блока изделий, а длину - обеспечивающую без переналадки формирование нескольких типора меров блока изделий, при этом на свободных концах вертикальных винтов 18 укреплены звездочки 20, соединенные между собой и с приводом 21 цепью 22.
Вдоль транспортеров 1 и 6 могут находиться стеллажи для размещения на них сменных по типоразмерам захватов 23 для группы изделий и захватов 24 для прокладок, а пластины 19 укреплены на раме посредством силовых цилиндров 25.
Устройство работает следующим образом.
Транспортером 1 штучные изделия, упакованные на поддоне с которых предварительно снята защитная пленка, подают на позицию извлечения изделий. На транспортер 6 поступает пустой поддон для укладки прокладок 26. Поступление поддонов определяется датчиками, которые выдают
5
0
Q
сигнал для работы исполнительного механизма 4 и зажатия поддона прижимами 5. По команде системы управления включается в работу подъемно-опускной захват 27 с вакуумными присосками 28, которые опускаются на прокладку 26, покрывающую блок изделий. Не доходя на определенное расстояние до прокладки 26, испускаемая струя воздуха с пневматического бесконтактного датчика 29, отражается от наружной поверхности прокладки 26 и выдает сигнал на торможение и плавный останов захвата 27. Вакуумные присоски 28 опускаются на прокладки 26 и плотно прижимаются к ней. Одновременно с опусканием захвата 27 опускается на таг, равный высоте блока штучных изделий, и рама 16 механизма восстановления формы блока, изделий. Рама 16 получает перемещение от вертикально расположенных винтов 18. Перемещаясь на щаг, рама 16 останавливается, а силовые
„ цилиндры 25 перемещают своими щтоками синхронно, навстречу одна другой, боковые пластины 19 в горизонтальной плоскости. Пластины 19, встречая на своем пути наклоненные изделия 30 перемен1,ают их к цент ру блока, восстанавливая таким образом
5 правильную форму блока изделий. Пластины 19 вместе с силовыми цилиндрами 25 останавливаются по командам, полученным от бесконтактных датчиков. В таком положении пластины 19 выполняют роль боковых стенок тары. К присоскам 28 подключают вакуум и они, захватывая прокладку 26, поднимают ее вверх и за счет перемещения каретки 31 подают ее на транспортер 6 для удаления снятых прокладок. Одновременно каретка 8 с подъемно-опускным захватом 9 для группы изделий перемещается на позицию транспортера 1. После этого подъемно-опускной захват 27 с присосками опускается с прокладкой 26. На расстоянии, равном высоте укладываемой за- верщенной стопки прокладок 26 на поддоне, по сигналу датчика происходит развакууми- рование присосок 28 и прокладка 26 под действием собственного веса опускается на поддон, а исполнительный механизм подъемно-опускного захвата 27 поднимает присоски 28 в крайнее верхнее положение.
Одновременно с опусканием захвата 27 подъемно-опускной захват 9 опускается с рамой 10 в блок изделий, при этом штыри 11 входят в свободное пространство по высоте блока изделий по всей его площади и периметру. По команде системы управления
0 срабатывает распределитель и рабочий агент (воздух) поступает в полость эластичной герметизированной оболочки 13, которая,раздуваясь, выбирает зазор между эластичной герметизирующей оболочкой 13 и штучными изделиями, расположенными около штырей 11 послойно на всю высоту блока штучных изделий, и сжимает их в обихий жесткий блок. Срабатывает исполнительный меха0
5
5
низм подъемно-опускного захвата 9, который поднимает раму 10 с зажатым блоком изделий в верхнее положение. После извлечения блока изделий штоки цилиндров 25 разводят боковые пластины 19 в первоначальное положение. Каретка 8 перемещается в левую сторону и перемещает изделия на транспортер 2, а каретка 31 с пневмо- присосками 28 перемещаются на позицию транспортера 1. Одновременно подъемноханизм транспортера 2, который производит порядную подачу группы изделий стопками, совершая столько шагов движения, сколько рядов изделий расположено по ширине поддона, а потом останавливается. С опуска- 5 нием захвата 27 одновременно опускается и рама 16 механизма восстановления формы блока изделий и цикл повторяется. Пустой поддон удаляется, его место занимает затаренный поддон. По сигналам датчиопускные захваты 9 и 27 опускаются.JQ ков срабатывает исполнительный механизм 4 Опустившись в нижнее положение, рама 10управления прижимами 5. При поступлении зависает над транспортером 2, одновремен-затаренных изделий в ящиках или короб- но срабатывает распределитель, перекры-ках извлечение изделий происходит по вы- вая поступление воздуха и сообщая щтыришеописанному процессу, с той лишь разни- 11 с атмосферой. Эластичные оболочки 13цей, что механизм восстановления формы уменьшаются в размере, возвращаются через15 группы изделий в работе не участвует, прорези 15 экрана 14 внутрь, а блок изделий под действием собственного веса ло-Устройство может быть переналажено на жится на транспортер 2, сохраняя своюизвлечение из тары другого типоразмера форму.изделий. Для этого заменяют подъемно- После поднятия захвата 9 в верхнееопускные захваты 9 и 27 с укрепленными положение включается исполнительный на них штырями 11 и присосками 28.
ханизм транспортера 2, который производит порядную подачу группы изделий стопками, совершая столько шагов движения, сколько рядов изделий расположено по ширине поддона, а потом останавливается. С опуска- нием захвата 27 одновременно опускается и рама 16 механизма восстановления формы блока изделий и цикл повторяется. Пустой поддон удаляется, его место занимает затаренный поддон. По сигналам датчи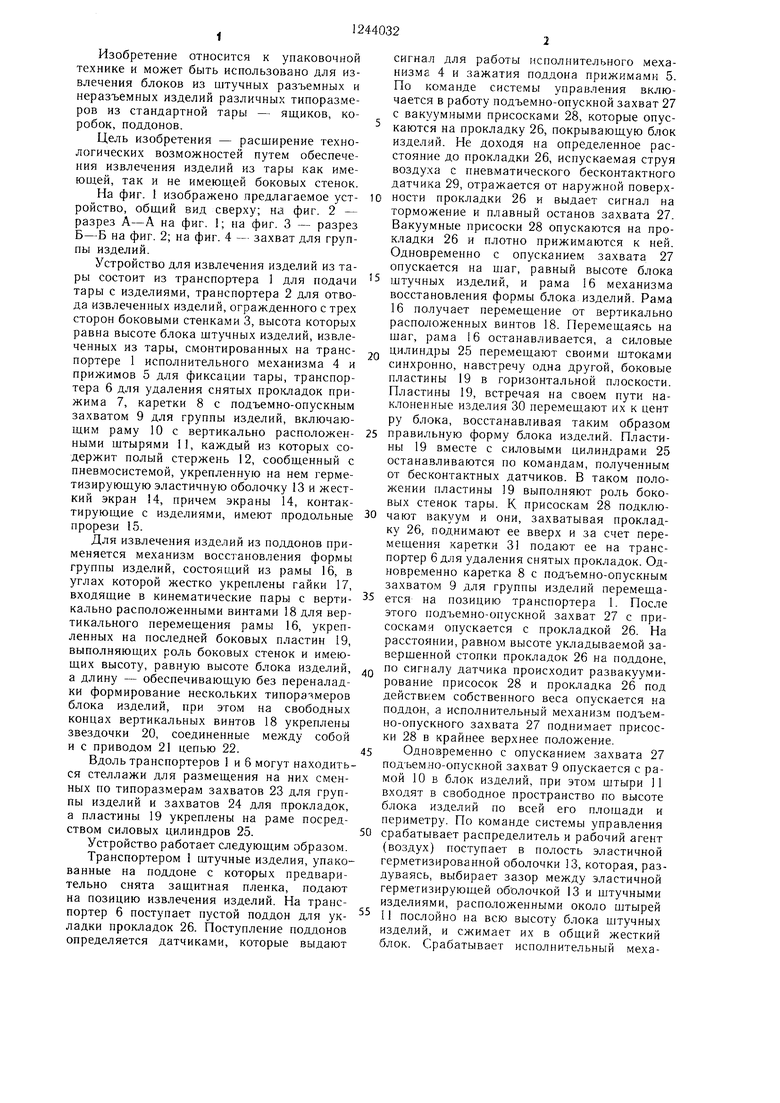
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для извлечения изделий из тары | 1983 |
|
SU1296481A1 |
| Устройство для укладки штучных изделий в тару | 1982 |
|
SU1082685A1 |
| Устройство для укладки штучных изделий в тару | 1979 |
|
SU973412A1 |
| Устройство для укладки в пакет штучных предметов | 1981 |
|
SU1009906A1 |
| Устройство для укладки штучных изделий в тару | 1987 |
|
SU1433851A1 |
| Устройство для укладки штучных изделий в тару | 1982 |
|
SU1027082A1 |
| МАШИНА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТАРУ | 2000 |
|
RU2192996C2 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2001 |
|
RU2198831C2 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| Устройство для укладки цилиндрических изделий в тару | 1984 |
|
SU1181943A1 |
///.
6- S
,26
Ш
Составитель Е. Фишман
Техред И. ВересКорректор А. Зимокосов
Тираж 713Подписное
ВНИИПИ Государственного комитета СССР
по делам Изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Устройство для укладки в коробки стеклянных изделий | 1976 |
|
SU587039A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Способ определения статических магнитных характеристик феррообразцов и устройство для его осуществления | 1983 |
|
SU1205087A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
