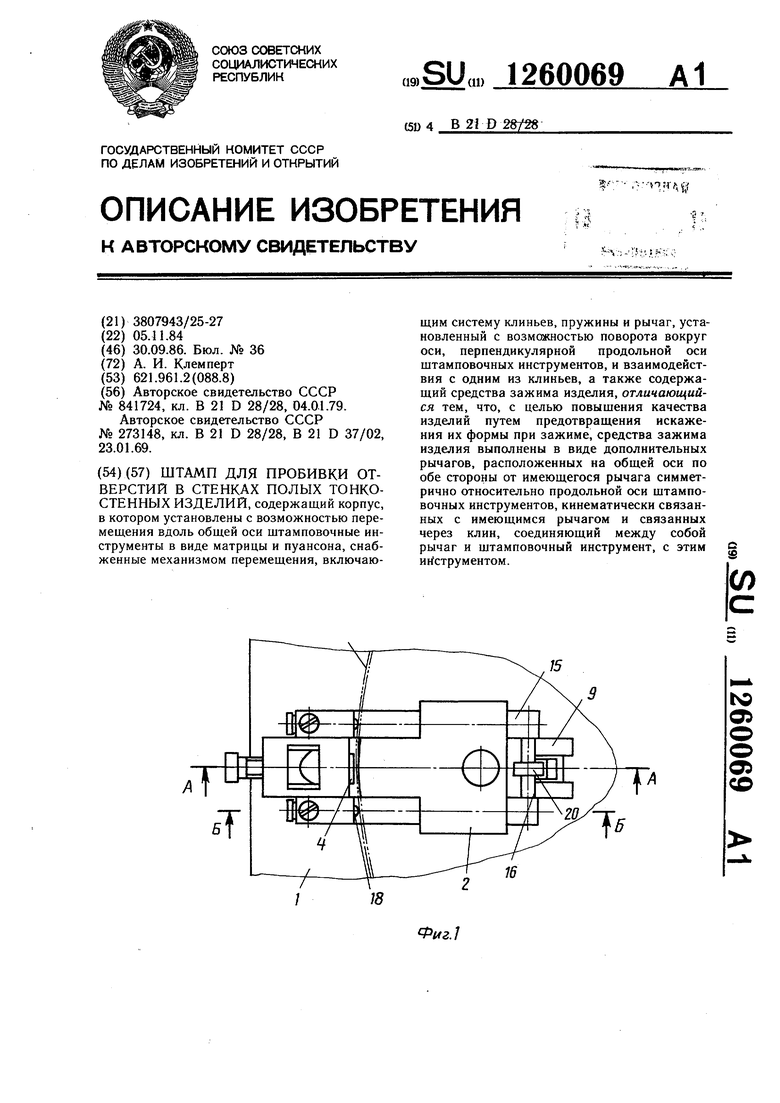
Изобретение относится к технологической оснастке для обработки металлов давлением, в частности для пробивки отверстий в стенках полых тонкостенных изделий неправильной формы типа обтекателей.
Целью изобретения является повышение качества изделий путем предотвращения искажения их формы при зажиме.
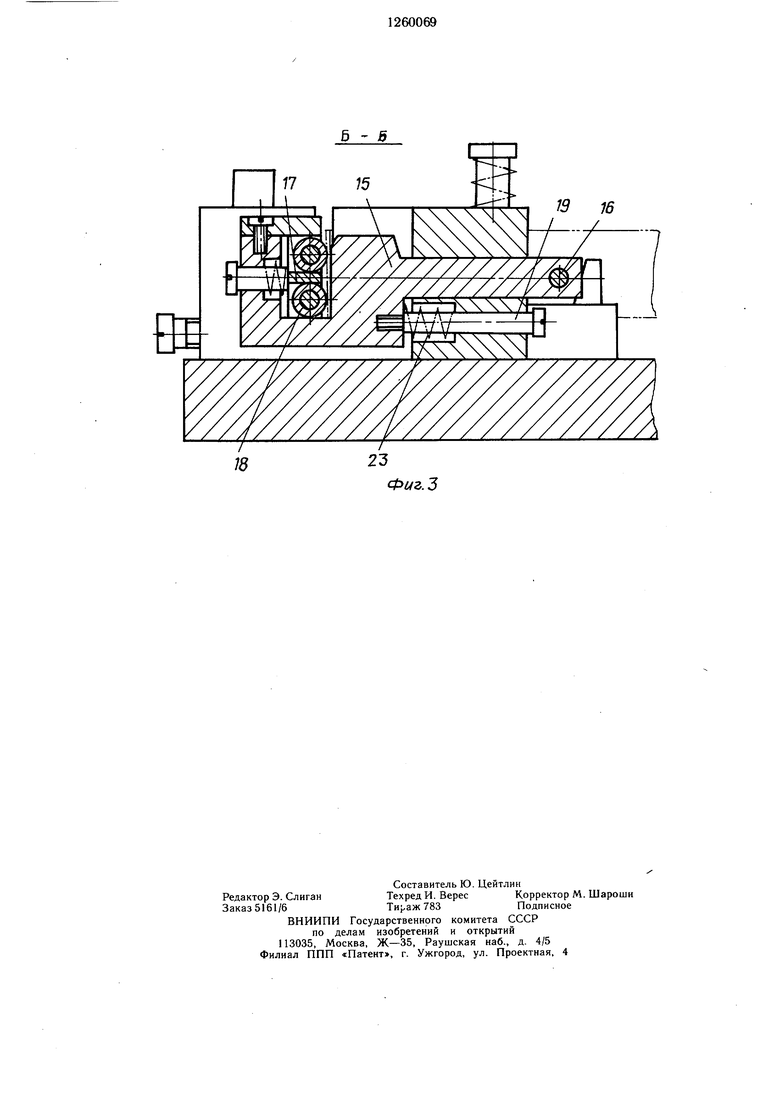
На фиг. 1 показан штамп, вид сверху; на фиг. 2 - разрез А-А на фиг. ; на фиг. 3 - разрез Б-Б на фиг. 1.
Штамп содержит смонтированный на основании 1 корпус 2 с установленными в нем штамповочными инструментами в виде пуансона 3 и матрицы 4. В корпусе расположе- : ны также прижим-съемник 5, механизм встречного перемещения пуансона 3 и матрицы 4, выполненный в виде клина 6, су- : харя 7, клина 8, рычага 9, установленного на оси 10, закрепленной в кронштейне, и пружин ii -14, соответственно воздействующих на клин 6, пуансон 3, прижим-съемник 5 и матрицу 4. Штамп снабжен также средствами зажима обрабатываемого изделия, выполненными в виде двух дополнительных рычагов 15, расположенны:г по обе стороны от корпуса 2, соединенных между собой осью 16 и несуш,их каретку 17, на которой установлены ролики 18, поджимающие обрабатываемое изделие к опорной поверхности рычагов 15. Для ограничения хода рычагов 15 в пределах допуска на размер обрабатываемого изделия служит винт 19. Дополнительные рычаги 15 связаны с рычагом 9 через ролик 20, расположенный на оси 16, а с клином 8 - через ось 21. Клин 8 снабжен фиксатором в виде винта- фиксатора 22, который служит для запирания клина в рабочем положении. Рычаги 15 снабжены пружинами 23.
На основании 1 устанавливают несколько штампов, выполненных аналогично описанному.
Штамп работает следующим образом.
Обрабатываемое изделие устанавливают в пазы рычагов 15, между их опорными поверхностями и поверхностями роликов 18.
Л-Д
0 Q
0
5
Каретки 17 поджимают изделие к опорным поверхностям рычагов 15.
Диаметр обрабатываемого изделия колеблется в пределах допуска Д, соответствеи- но каждый из рычагов 15 перемещается при установке обрабатываемого изделия на
величину, ограниченную размером -. Перемещение рычага 15 передается через ролик 20, рычаг 9, клин 8 матрице 4, которая перемещается к стенке изделия. Чтобы величина перемещения матрицы соответствовала величине перемещения рычага 15, угол а наклона клина 8 выбирают из соотношения tga , где расстояние между осями 10 и 21; у - расстояние от оси 10 до продольной оси пуансона 3 и матрицы 4.
После перемещения матрицы 4 до соприкосновения с обрабатываемым изделием клин 8 запирается винтом 22. Включают пресс, ползун его {не показан) опускается, взаимодействуя с клином 6 и через сухарь 7 передает усилие на пуансон 3, а пуансон - на прижим-съемник 5, в результате чего пуансон 3 и прижим-съемник 5 входят в соприкосновение с обрабатываемым изделием. При дальнейшем движении ползуна пресса вниз производится пробивка отверстия. Пружины 12 и 13 сжимаются. Усилие, создаваемое пружиной 12, больше усилия, создаваемого пружиной 13.
При ходе ползуна пресса вверх сначала пуансон 3, а затем прижим-съемник 5 возвращаются в исходное положние.
Обработанное изделие снимают. Освобождают клин 8 от воздействия фиксатора
22.Рычаги 15 под воздействием пружин
23,а матрица 4 под воздействием пружины 14 возвращаются в исходное положение.
При обработке изделий типа обтекателей с наружным диаметром 300 мм и более и толщиной стенки 1,2 мм предлагаемый штамп обеспечивает повышение качества этих изделий путем предотвращения искажения их формы.
Фиг. 2
Ю
Ь - &
Фиг.З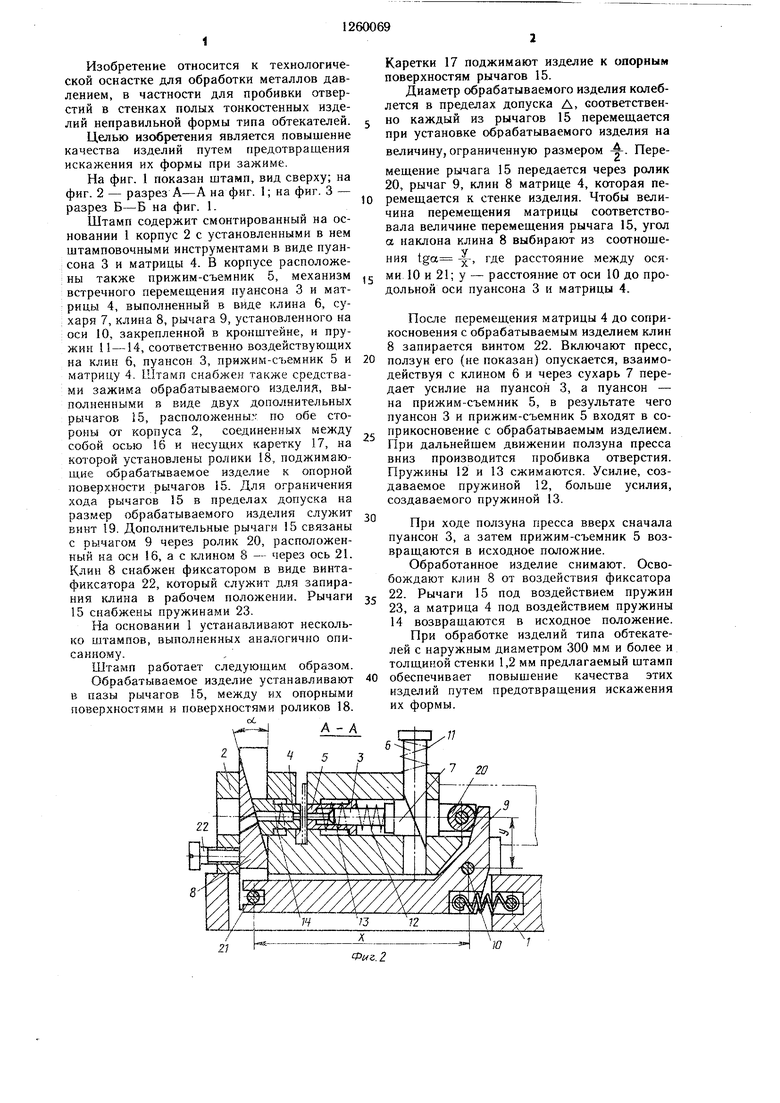
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| Штамп для обработки участков боковой поверхности изделий | 1984 |
|
SU1181753A1 |
| Штамп для пробивки отверстий в боковой стенке детали пространственной формы | 1980 |
|
SU867476A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1973 |
|
SU395150A1 |
| Штамп для пробивки отверстий в стенке полого изделия | 1986 |
|
SU1360856A1 |
| Штамп для пробивки щелевидных отверстий | 1976 |
|
SU648307A1 |
| Штамп для пробивки в полых изделиях отверстий | 1986 |
|
SU1428498A1 |
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| Штамп для пробивки отверстий | 1986 |
|
SU1329870A1 |
| Переналаживаемый штамп совмещенногодЕйСТВия | 1978 |
|
SU841719A1 |
| Штамп для пробивки отверстий вСТЕНКАХ пОлыХ дЕТАлЕй | 1979 |
|
SU841724A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| УСТРОЙСТВО ДЛЯ ПРОБИВКИ РАДИАЛЬНЫХ ОТВЕРСТИЙ | 0 |
|
SU273148A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
