Изобретение относится к технологической оснастке для обработки давлением, в частности для пробивки отверстий в полых изделиях, и может использоваться для получения отверстий, расположенных наклонно относительно оси давления штампа.
. Цель изобретения - сокращение металлоемкости штампа за счет уменьшения его размеров в плане.
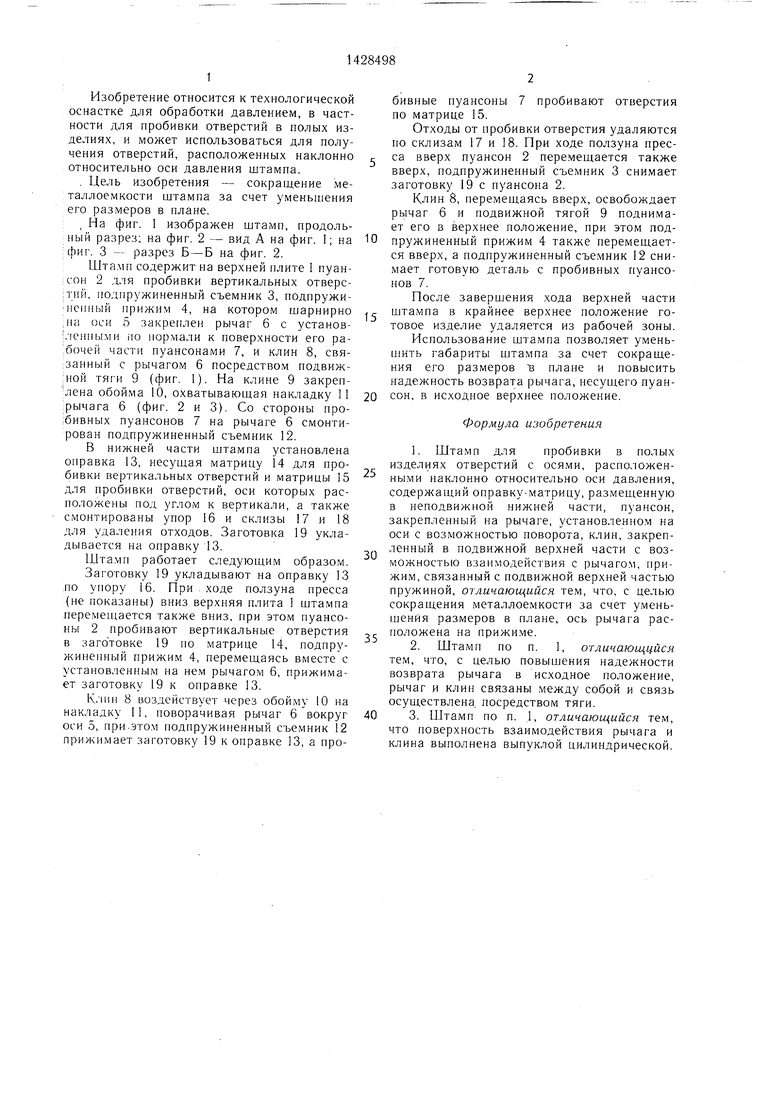
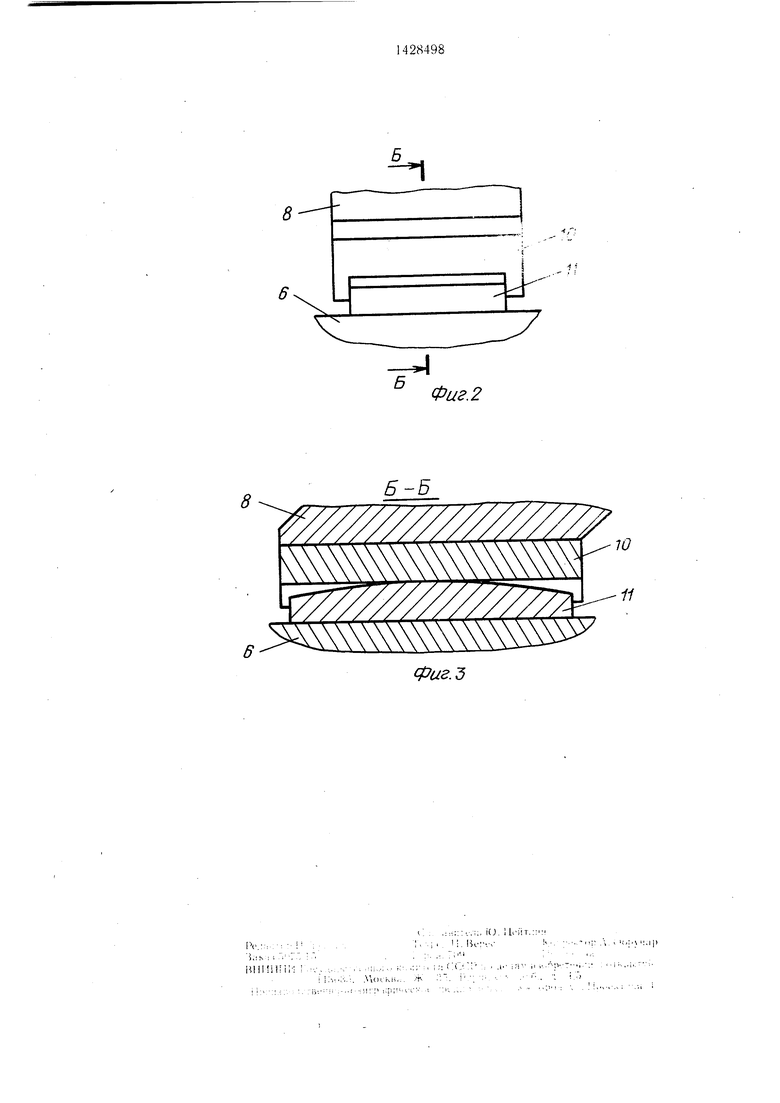
, На фиг. 1 изображен штамп, продольный разрез; на фиг. 2 - вид А на фиг. I; на :фиг. 3 - разрез Б-Б на фиг. 2.
Штамп содержит на верхней плите 1 пуан- :сон 2 для пробивки вертикальных отверс- ;тий, подпружиненный съемник 3, подпружиненный прижим 4, на котором шарнирно ,па оси 5 закреплен рычаг 6 с установ- vieintbiMH iio нормали к поверхности его ра- бочей части пуансонами 7, и клин 8, связанный с рычагом 6 посредством подвиж- :ной тяги 9 (фиг. 1). На клине 9 закреп- лена обойма 10, охватывающая накладку 11 рычага 6 (фиг. 2 и 3). Со стороны про- ;бивных пуансонов 7 на рычаге 6 смонтирован подпружиненный съемник 12.
В нижней части штампа установлена оправка 13, несущая матрицу 14 для пробивки вертикальных отверстий и матрицы 15 для пробивки отверстий, оси которых расположены под угло.м к вертикали, а также смонтированы упор 16 и склизы 7 и 18 для удаления отходов. Заготовка 19 укладывается на оправку 13.
Штамп работает следующим образом.
Заготовку 19 укладывают на оправку 13 :ПО упору 16. При - ходе ползуна пресса (не показаны) вниз верхняя плита 1 штампа перемещается также вниз, при этом пуансоны 2 пробивают вертикальные отверстия в заготовке 19 по матрице 14, подпружиненный прижим 4, перемешаясь вместе с установленным на нем рычагом 6, прижимает заготовку 19 к оправке 13.
Клин 8 воздействует через обойму 10 на накладку 11, поворачивая рычаг 6 вокруг оси 5, при.этом подпружиненный съемник 12 прижимает заготовку 19 к оправке 13, а про
5
г
0
0
5
0
5
бивные пуансоны 7 пробивают отверстия по матрице 15.
Отходы от пробивки отверстия удаляются по склизам 17 и 18. При ходе ползуна пресса вверх пуансон 2 перемещается также вверх, подпружиненный съе.мник 3 снимает заготовку 19 с пуансона 2.
Клин 8, перемещаясь вверх, освобождает рычаг 6 и подвижной тягой 9 поднимает его в йерхнее положение, при этом подпружиненный прижим 4 также перемещается вверх, а подпружиненный съемник 12 снимает готовую деталь с пробивных пуансонов 7.
После завершения хода верхней части штампа в крайнее верхнее положение готовое изделие удаляется из рабочей зоны.
Использование шта.мпа позволяет уменьшить габариты штампа за счет сокращения его размеров в плане и повысить надежность возврата рычага, несущего пуансон, в исходное верхнее положение.
Формула изобретения
1.Штамп для пробивки в полых изделиях отверстий с осями, расположенными наклонно относительно оси давления, содержащий оправку-матрицу, размещенную в неподвижной нижней части, пуансон, закрепленный на рычаге, установленном на оси с возможностью поворота, клин, закрепленный в подвижной верхней части с возможностью взаимодействия с рычагом, прижим, связанный с подвижной верхней частью пружиной, отличающийся тем, что, с целью сокращения металлоемкости за счет уменьшения размеров в плане, ось рычага расположена на прижиме.
2.Штамп по п. 1, отличающийся тем, что, с целью повышения надежности возврата рычага в исходное положение, рычаг и клин связаны между собой и связь осуществлена посредством тяги.
3.Штамп по п. 1, отличающийся тем, что поверхность взаимодействия рычага и клина выполнена выпуклой цилиндрической.
8
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки полых заготовок | 1983 |
|
SU1119754A2 |
| Штамп для пробивки отверстий | 1986 |
|
SU1329870A1 |
| Штамп для пробивки щелевидных отверстий | 1976 |
|
SU648307A1 |
| Штамп для вырезки отверстий в полых изделиях | 1983 |
|
SU1101313A1 |
| Устройство для пробивки отверстий в стенках полых изделий | 1991 |
|
SU1821267A1 |
| Автоматическая линия для изготовленияКОльцЕВыХ издЕлий из пРуТКА | 1979 |
|
SU804136A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Штамп для обработки участков боковой поверхности изделий | 1984 |
|
SU1181753A1 |
| Штамп м.и.лазаренко для получения радиальных выступов на внутренней поверхности полой детали | 1977 |
|
SU694256A1 |
| Устройство для изготовления деталей типа наконечников | 1987 |
|
SU1447487A2 |
11зобретс1 1с ()) к технологической оснастке д;1я пробивки отверстий в полых изде. П ях и. может использоваться для получения отверстий, рлсположенных наклонно к оси давления. Цель -- сокращение металлое.мкости за счет уменьн1ения размеров штампа в плане. Штамп содержит в неподвижной нижней части оправку-матрицу 13. в подвижной верхней - подпружиненный прижим (П) 4, клин (К) 8 н рычаг (Р) 6. На Р 6 закреплен пуансон 7. Установлен Р 6 на осп 5 и связан тягой 9 с К 8. Ось 5 закреплена на П 4. При ходе верхней части штампа вниз онускается П 4. К 8 прижимает Р 6 к заготовке 19. Пуансон 7 пробивает отверстие. При ходе вверх, К 8 освобождает Р 6, и тяга 9 поднимает его. 2 з. н. ф-лы. 3 ил. S (Л 4 to 00 4 Х оо .1
Фиг. J
-и
.2
6-5
| Нефедов А | |||
| П | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| - М.; Машиностроение, 1973, с | |||
| Способ получения бензидиновых оснований | 1921 |
|
SU116A1 |
| Пуговица | 0 |
|
SU83A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
