(54) ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В СТЕНКАХ ПОЛЫХ ДЕТАЛЕЙ
ползуи-1ке с возможностью относительного встречного перемещения.
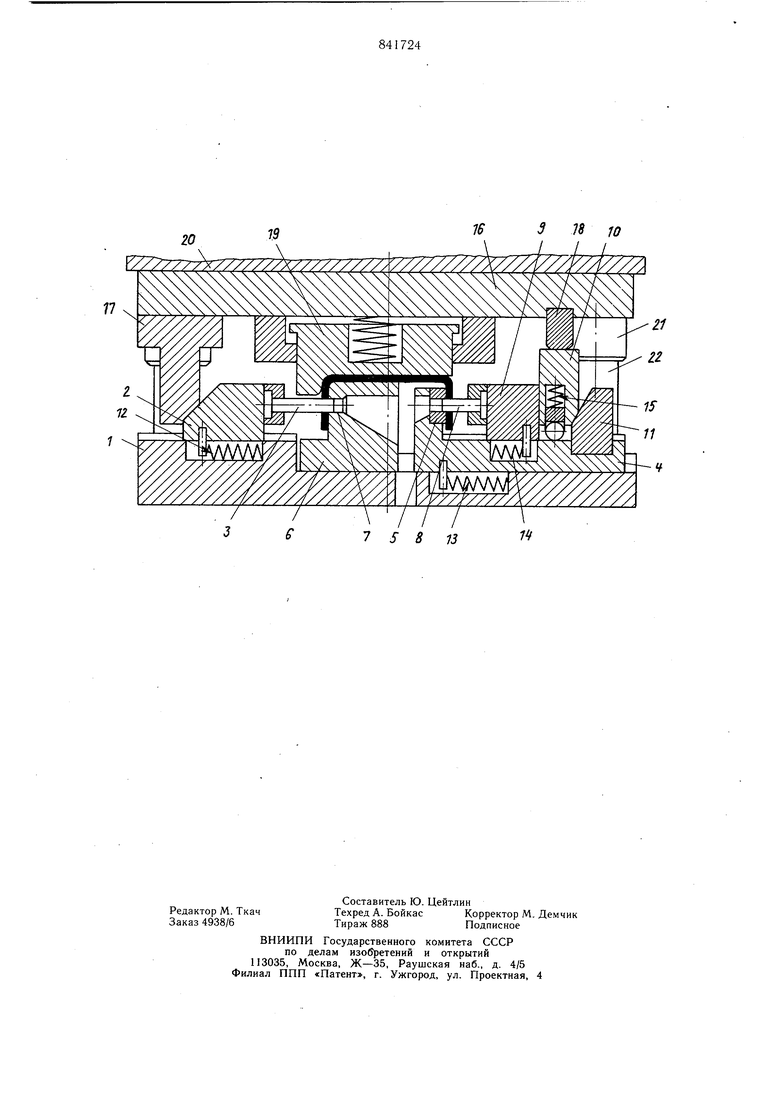
На чертеже показан предлагаемый штамн, продольный разрез.
Штамн для пробивки отверстий в стенках полых деталей, например толстостенных швеллеров, содержит нижнюю плиту
1,в пазах котороь смонтированы ползушки
2.с пуансонами 3 и ползушки 4 с матрицами 5. Ползушка 4 представляет собой подвижную часть оправки, на которой размещают обрабатываемую деталь. Неподвижная часть 6 оправки закреплена неподвижной на плите 1, в части 6 расположена матрица 7, а пуансон 8 установлен на подвижной ползущке 9 в пазах ползущки 4,
на которой смонтирован подвижный клин 10 и противоотжим 11. Ползущки 2, 4 и 9 и клин 10 снабжены пружинами 14 и 15. На верхней плите 16 штампа смонтированы неподвижной клин 17, сухарь 18 и подпружиненный прижим 19. Верхняя плита 16 прикреплена к ползуну 20 пресса, а на ней закреплены направляющие втулки 21. На нижней плите 1 закреплены направляющие колонки 22.
Штамп работает следующим образам.
При поднятой верхней плите 16 укладывают обрабатываемую деталь на неподвижную часть 6 оправки, при этом ползушки 2, 4 и 9 находятся в крайних нерабочих положениях. Верхняя плита 16,опускаясь вниз, поджимает обрабатываемую деталь к неподвижной части 6 оправки прижимом 19, а клин 17 входит во взаимодействие с ползушкой 2, перемещая пуансон 3 к матрице 7. Одновременно с этим клин 10, взаимодействуя с наклонной поверхностью противоотжима 11 ползушки 4 и с торцом подвижной ползущки 9, перемещает одну из них навстречу другой.
Если раньше к обрабатываемой детали подойдет ползущка 4 с матрицей 5, то клин 10 вместе с ползущкой 9 переместится в сторону матрицы 5. При остановке ползушки 9 с пуансоном 8 первый подошедший к обрабатываемой детали клин 10 перемещает ползущку 4 в направлении к пуансону 8.
Таким образом, благодаря возможности смещения в ту или иную сторону клина 10 и ползушек 4 и 9 осуществляется зажим обрабатываемой детали между матрицей 5 и пуансоном 8. При дальнейшем ходе плиты
16 вниз осуществляется пробивка отверстий. При перемещении верхней плиты 16 вверх пружины 12-15 возвращают ползущки 2, 4 и 9 и клин 10 в исходное положение, а прижим 19 освобождает обработанную деталь. Деталь снимают, и рабочий цикл повторяется вновь.
Предлагаемый щтамп позволяет производить одновре.менную пробивку по меньщей мере двух отверстий в стенках деталей типа стаканов и профилей, преимущественно толстостенных, имеющих закрытую полость и различные отклонения рабочих раз.меров.
Формула изобретения
Штамп для пробивки отверстий в стенках полых деталей, содержащий расположенные на неподвижной плите штампа оправку, по меньшей мере две размещенные по разные стороны оправки пары взаимодействующих и-относительно радиально подвижных штамповочных инструментов в виде пуансонов и матриц и механизм пере.мещения подвижных щта.мповочных инструментов, выполненный в виде клиньев, связанный с подвижной плитой штампа, в взаи.модействующих с ними подпружиненных ползущек, несущих подвижные щта.мповочные инструменты, отличающийся тем, что, с целью повышения надежности фиксации деталей, оправка выполнена составной, из неподвижной части с поверхностью, соответствующей части внутренней поверхности обрабатываемой детали, и подвижной части, перемещаемой одним из клиньев, на неподвижной части закреплен неподвижный инструмент одной из взаимодействующих пар,, а другая часть оправки выполнена в виде несущей один из инструментов другой пары дополнительной ползущки, а ползущка, несущая другой инструмент этой пары, смонтирована на дополнительной с возможностью относительного встречного перемещения.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 242103, кл. В 21 D 28/28, 26.04.68.
2.Авторское свидетельство СССР
№ 206523, кл. В 2 D 28/28, 28,12.66 (прототип) .
163 18 w
77л77/т7А7777
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки в полых деталях отверстий | 1986 |
|
SU1388149A1 |
| Штамп м.и.лазаренко для получения радиальных выступов на внутренней поверхности полой детали | 1977 |
|
SU694256A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Штамп для обработки торцовых участков металлических деталей | 1983 |
|
SU1123767A1 |
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |
| Последовательный штамп для изготовления лепестков контактов электрических разъемов | 1988 |
|
SU1595611A1 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| Устройство для обработки длинномерного материала | 1983 |
|
SU1110523A1 |
| Штамп гибочный | 1980 |
|
SU871912A1 |
| Устройство для пробивки отверстий в стенках полых деталей | 1981 |
|
SU1015978A1 |