1
12601
Изобретение относится к порошковой металлургии, в частности к способу нанесения покрытий на цилиндрические детали,, и может быть использовано для восстановления деталей с двухсторонним износом.
Цель изобретения - расширение технологических возможностей матрице нанесения покрытий на внутреннюю и наружную поверхности детали.
На чертеже изображена схема peaлизации предлагаемого способа.
Металл покрытия 1 помещают в полость цилиндрической детали 2, ус- тацовленной соосно в полости керами ческой матрицы 3. В стенках детали 2 предварительно вьшолняют по крайней мере один сквозной канал 4. Диаметр полости матрицы 3 выбирают из условия
DM D, + 2(Л + , ), где
DI - наружный диаметр детали; й - толщина покрытия на наружной поверхности; Лмех припуск на механическую обработку наружного покрытия .
Матрицу и деталь приводят в осевое вращение, одновременно нагрева- ют металл покрытия в индукторе ТВЧ 5 до расплавления. Расплав металла покрытия под действием центробежных сил проникает через сквозной канал 4 и занимает объем между деталью 2 и матрицией 3. При определенной весовой дозе дополнительного металла на внутренней поверхности детали также формируется слой расплава. Далее нагрев прекращают и производя охлаждение детали.
При этом на внутренней и наружной поверхностях детали образуются компактные покрытия. Затем вращение прекращают, а после окончательного охлаждения деталь извлекают из матрцы и производят механическую обработку покрытия.
Нагрев согласно предлагаемому способу может осуществляться не тол ко индукционным, но и другими извесными методами (например радиационным, печным и др.)
В качестве дополнительного металла может использоваться стружка, Iпорошок, гранулы, а также отливки.
Пример 1. Наносят покрытие из порошкового материала ПГ-СР4 на
9
нутреннюю и наружную поверхности илиндрической стальной втулки с , азмерами: наружньй диаметр 80 мм, олщина стенки 5 мм, высота 60 мм, стенке втулки выполняют один квозной радиальный канал диаметром мм. Втулку помещают в полость илиндрической керамической матрицы с внутренним диаметром 83 мм, что обеспечивает величину зазора между втулкой и матрицей 1,5 мм.
При определении внутреннего диаметра матрицы принимают й 1,2 мм; ме% мм; Dj 80 мм.
В полость детали помещают порошок ПГ-СР4, приводят втулку и матрицу в осевое вращение и осуществляют индукционньй нагрев детали на установке ЛПЗ-2-67М до температуры 1350 К (температура плавления порош-I ка ПГ-СР4-1310К). Затем нагрев отключают и, не прекращая вращения, осуществляют охлаждение детали. Пос1
ле кристаллизации : асплава вращение прекращают и после полного охлаждения детали извлекают втулку из матрицы, осуществляют механическую обработку наружного покрытия с припуском и мех мм. В итоге получают покрытие как на внутренней, так и на наружной поверхностях втулки..
П р и м е р 2. Наносят покрытие из бронзы на поверхности стальной втулки, размеры которой идентичны размерам втулки по примеру 1. В качестве материала покрытия используют стружку из бронзы Бр ОЦС5-5-5.
Втулку помещают в полость керамической матрицы с внутренним диаметром 83 мм, что Вбеспечивает величину зазора между втулкой и матрицей 2,5 мм.
При определении величины внутреннего диаметра матрицы принимают АП 2,3 мм; й,ех мм; Dj - 80 мм.
В полость детали помещают бронзовую стружку, приводят втулку и матрицу во вращение и осуществляют индукционный нагрев детали до температуры 1250 К. В результате обеспечивается расплавление бронзовой стружки. Затем нагрев отключают, а после охлаждения детали до кристаллизации расплава прекращают ее вращение. После полного охлаждения детали извлекают втулкУ из матрицы и обра3
батывают полученное наружное и внутреннее покрытие с припуском л i
0,2 мм. В итоге получают покрытие как на внутренней, так и на наружной поверхностях втулки.
Предлагаемый способ расширяет технологические возможности за счет одновременного нанесения покрытий как на внутренних, так и на наружных поверхностях цилиндрических деталей.
Формула изобретени
Способ нанесения покрытий из металлических порошков на цилиндрические детали, включающий помещение материала покрытия в полость детали, ее вращение вокруг оси с одновремен
ным нагревом до температуры плавления материала покрытия, отличающийся тем, что, с целью расширения технологических возможностей за счет нанесения покрытий на внутреннюю и наружную поверхности детали, перед помещением материала покрытия в стенке детали выполняют по меньшей мере один радиальный канал, а деталь устанавливают в матрицу,
внутренний диаметр D,, которой определяют из выражения
DM 3 - Л„ех) . где Dg - наружный диаметр детали;
п 1 А ллех соответственно толщина и припуск на механическую обработку наружного покрытия.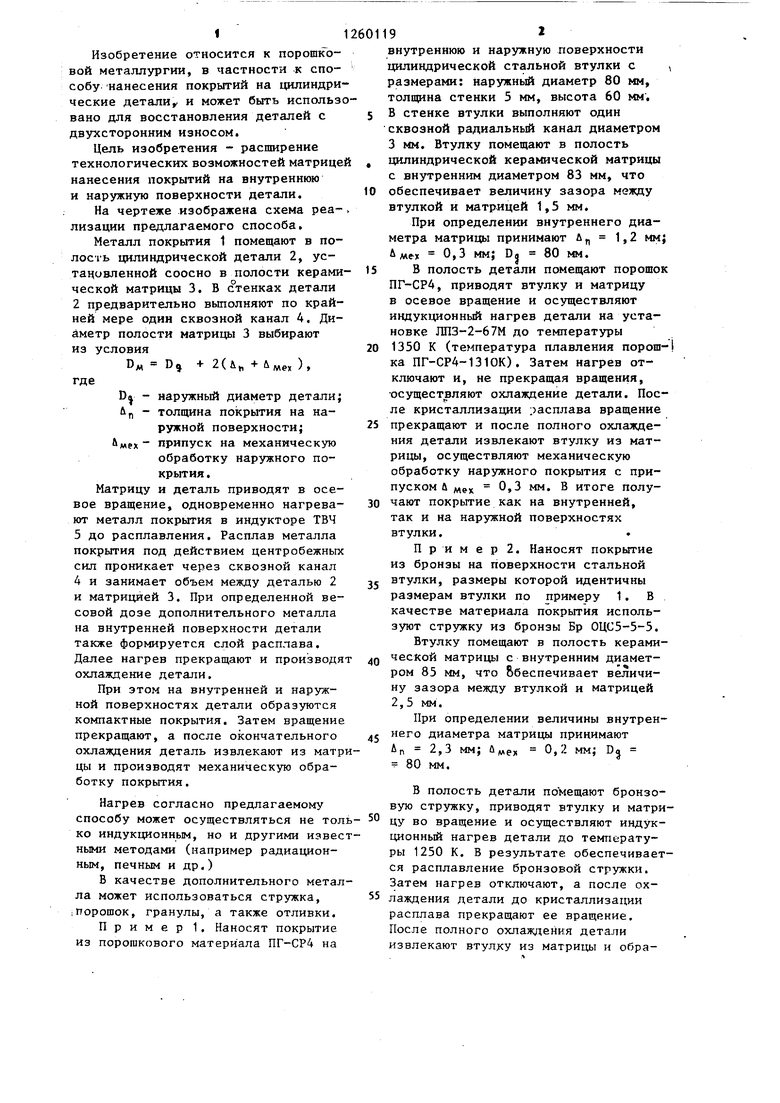
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения покрытий из металлических порошков на внутренней поверхности изделий | 1988 |
|
SU1597251A1 |
| Способ восстановления деталей с внутренней полостью | 1982 |
|
SU1093398A1 |
| Способ изготовления изделий из порошковых материалов | 1981 |
|
SU959922A1 |
| Способ получения покрытий из ме-ТАлличЕСКиХ пОРОшКОВ | 1979 |
|
SU804208A1 |
| Способ получения покрытий из металлических порошков | 1987 |
|
SU1785818A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2017586C1 |
| Способ восстановления изношенной поверхности цилиндрических полых деталей | 1981 |
|
SU1011340A1 |
| Способ восстановления гильз | 1982 |
|
SU1092030A1 |
| Способ получения пористых покрытий из металлического порошка | 1981 |
|
SU959925A1 |
| Установка для получения на детали покрытия из металлического порошка | 1981 |
|
SU1013099A1 |
Изобретение относится к способу нанесения покрытий из металлических порошков на цилиндрические детали и может быть использовано для восстановления деталей с двусторонним износом. Цель изобретения - расширение технологических возможностей за счет нанесения покрытий па внутреннюю и наружную поверхности детали. В стенке втулки выполняют один сквозной радиальный канал диаметром 3 мм, помещают ее в полость щшиндрической матрицы диаметром 83 мм с зазором 1,5 мм. В полость детали помещают порошок покрытия, приводят втулку и матрицу в осевое вращение и осуществляют нагрев детали. Затем нагрев отключают и, не прекращая вращения, деталь охлаждают. Расширение технологических возможностей достигается выполнением в стенке детали по меньшей мере одного радиального канала, а внутренний диаметр матрицы определяют из выражения D DO + 2(un + ймех Д - з наруж- ньй диаметр детали; Й п , 4 мех соответственно толщина и припуск на механическую обработку наружного покрытия. 1 ил. с S (Л
Редактор Е.Копча
Составитель В.Нарва Техред А.Кравчук
Заказ 5165/8
Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор О.Луговая
| Авдеев Н.В | |||
| Металлирование | |||
| М.: Машиностроение, 1978, .с | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Ткачев В.Н | |||
| Индукционная наплавка твердых сплавов | |||
| М.: Машиностроение, 1970, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
