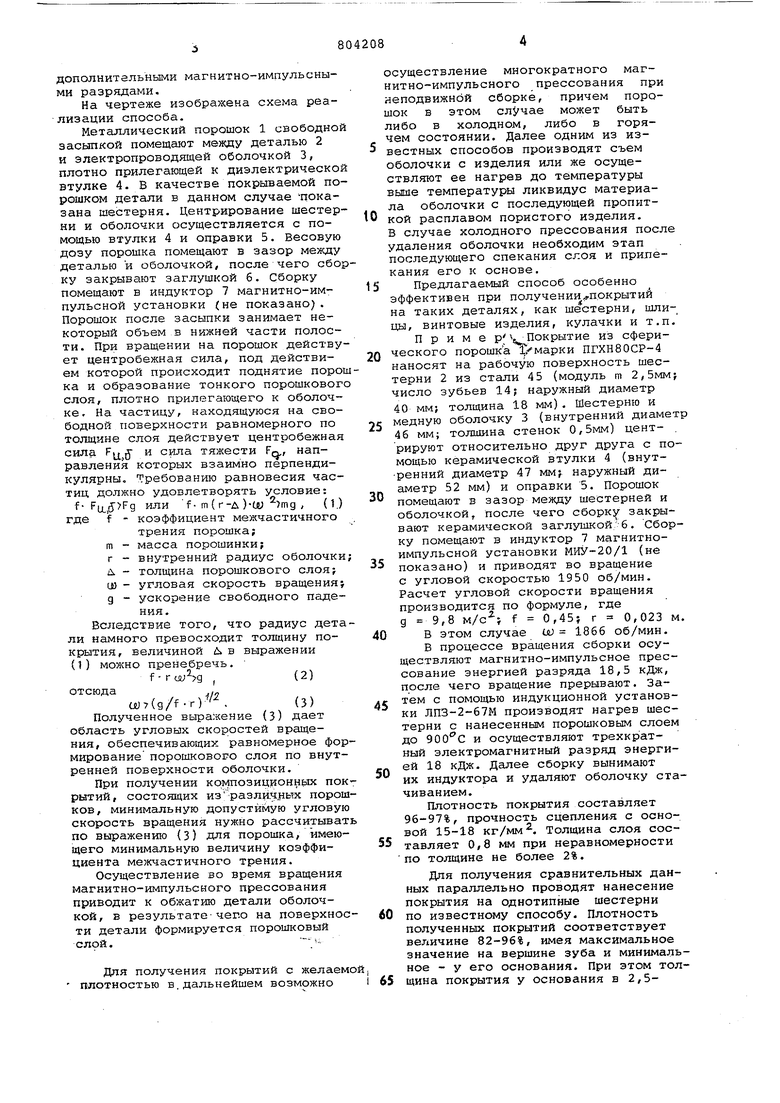
Изобретение относится к порошко вой металлургии, в частности к способам получения покрытий из металлических порошков, и может бытьисполь зовано при нанесении покрытий на детали типа тел вращения со сложной геометрией поверхности. Известен способ получения покрытий из металлических порошков путем напрессовывания слоя порошка при одновременном нагреве прямым пропусканием электрического тока. Способ позволяет получать качественные покрытия 1 . Недостатком способа является его значительная энергоемкость и ограниченная область применения, поскольку получение покрытий на деталях сложной формы сопряжено с большими технологическими трудностями. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ получения покрытий из металлических порошков , который предусматривает напрессовывание слоя порошка на электропро водящей оболочке с помощью энергии импульсного магнитного поля и спекание 2 . . Недостатком этого способа является невозможность получения покрытий равномерной толщины и плотности на деталях сложной формы вследствие технологической трудности распределения порошка на поверхности детали. Цель изобретения - повышение плотности и равномерности ее распределения по толщине покрытия. Поставленная цель достигается тем, что в способе,- включающем напрессовывание слоя порошка на поверхность компактной детали в электропроводящей оболочке с помощью энергии импульсного магнитного поля и спекание, напрессовывание осуществляют при вращении детали и оболочки со скоростью (g/fr)V , где 9 - ускорение свободного падения;f - коэффициент межчастичного трения порошка; г - внутренний радиус оболочки, причем напрессовывание осуществляют при многократном магнитно-импульсном разряде, а также путем однократного воздействия магнитно-импульсного разряда, нагрева и уплотнения дополнительными магнитно-импульсными разрядами, На чертеже изображена схема реализации способа. Металлический порошок 1 свободно засыпкой помещают между деталью 2 и электропроводящей оболочкой 3, плотно прилегающей к диэлектрическо втулке 4. В качестве покрываемой по рошком детали в данном случае -показана шестерня. Центрирование шестер ни и оболочки осуществляется с помощью втулки 4 и оправки 5. Весовую дозу порошка помещают в зазор между деталью и оболочкой, после чего сбо ку закрывают заглушкой б. Сборку помещают в индуктор 7 магнитно-импульсной установки (не показано). Порошок после засыпки занимает некоторый объем в нижней части полости. При вращении на порошок действу ет центробежная сила, под действием которой происходит поднятие поро ка и образование тонкого порошковог слоя, плотно прилегающего к оболочке. На частицу, находящуюся на свободной поверхности равномерного по толщине слоя действует центробежная сила и сила тяжести FQ,, направления которых взаимно перпендикулярны. Требованию равновесия частиц должно удовлетворять условие: f Pa, или f-т(г-д )-оу mg , (1.) где f - коэффициент межчастичного трения порошка; m - масса порошинки; г - внутренний радиус оболочки л - толщина порошкового слоя; LB - угловая скорость вращения} g - ускорение свободного падения. Вследствие того, что радиус дета ли HciMHoro превосходит толщину покрытия, величиной Л. в выражении (1) можно пренебречь. f г ш д отсюда W7(g/f-г). (3) Полученное выражение (3) дает область угловых скоростей вращения, обеспечивающих равномерное фор мирование порошкового слоя по внутренней поверхности оболочки. При получении композиц}5онных пок рытий, состоящих изразлй.ч|1ых порош ков, минимальную допустимую угловую скорость вращения нужно рассчитыват по выражению (З) для порошка/имеющего минимальную величину коэффициента межчастичного трения. Осуществление во время вращения магнитно-импульсного прессования приводит к обжатию детали оболочкой, в результате-чег.о на поверхнос ти детали формируется порошковый слой.. Для получения покрытий с желаем плотностью в. дальнейшем возможно существление многократного магитно-импульсного прессования при еподвижной сборке, причем пороок в этом случае может быть ибо в холодном, либо в горяем состоянии. Далее одним из изестных способов производят съем болочки с изделия или же осущетвляют ее нагрев до температуры ыше температуры ликвидус материаа оболочки с последующей пропитой расплавом пористого изделия. случае холодного прессования после даления оболочки необходим этап оследующего спекания слоя и припеания его к основе. Предлагаемый способ особенно ффективен при получении покрытий а таких деталях, как шестерни, шлиы, винтовые изделия, кулачки и т.п. Пример V Покрытие из сфериеского порошка 1/марки ПГХН80СР-4 аносят на рабочую поверхность шесерни 2 из стали 45 (модуль m 2,5мм; исло зубьев 14; наружный диаметр 40 мм; толщина 18 мм). Шестерню и едную оболочку 3 (внутренний диаметр 46 мм; толщина стенок 0,5мм) цент- . рируют относительно друг друга с помощью керамической втулки 4 (внутренний диаметр 47 мм; наружный диаметр 52 мм) и оправки 5. Порошок помещают в зазор между шестерней и оболочкой, после чего сборку закрывают керамической заглушкой б . Сборку помещают в индуктор 7 магнитноимпульсной установки МИУ-20/1 (не показано) и приводят во вращение с угловой скоростью 1950 об/мин. Расчет угловой скорости вращения производится по формуле, где g 9,8 f 0,45 г 0,023 м. В этом случае м 1866 об/мин. В процессе вращения сборки осуществляют магнитно-импульсное прессование энергией разряда 18,5 кДж, после чего вращение прерывают. Затем с помощью индукционной установки ЛПЗ-2-67М производят нагрев шестерни с нанесенным порошковым слоем до и осуществляют трехкратный электромагнитный разряд энергией 18 кДж. Далее сборку вынимают их индуктора и удаляют оболочку стачиванием. Плотность покрытия составляет 96-97%, прочность сцеплени-я с основой 15-18 кг/мм . Толщина слоя составляет 0,8 мм при неравномерности по толщине не более 2%. Для получения сравнительных данных параллельно проводят нанесение покрытия на однотипные шестерни по известному способу. Плотность полученных покрытий соответствует величине 82-96%, имея максимальное значение на вершине зуба и минимальное - у его основания. При этом толщина покрытия у основания в 2,53 раза превышает толщину покрытия на вершине. Формула изобретения 1. Способ получения покрытий из металлических порошков, включающий напрессовывание слоя порошка на поверхность компактной детали в электропроводящей оболочке с помощью энергии импульсного магнитного поля и спекание, отличаю щ и и с я тем, что, с целью повышения плотности и равномерности ее распределения по толщине покрытия, напрессовывание осуществляют при вр щении детали и оболочки со скорость ou(g/f-r), где g - ускорение свободного падения;f - коэффициент межчастичного трения порошка} г - внутренний радиус оболочки. 2.Способ поп,1, отличающийся тем, что напрессовывание осуществляют при многократном магнитно-голпульсном разряде. 3.Способ по П.1, отличающийся тем, что напрессовывание осуществляют путем однократного воздействия магнитно-импульсного разряда с последующим нагревом и уплотнением дополнительными магнитноимпульсными разрядами. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР по заявке 2700311,кл.В 22 F 7/04, 1978. 2.Авдеев Н.В, Металлирсвание, М., Машиностроение, 1970, с. 67.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления деталей с внутренней полостью | 1982 |
|
SU1093398A1 |
| Способ восстановления изношенной поверхности цилиндрических полых деталей | 1981 |
|
SU1011340A1 |
| Способ получения пористых покрытий из металлического порошка | 1981 |
|
SU959925A1 |
| Способ изготовления порошковых изделий | 1989 |
|
SU1722691A1 |
| Установка для получения на детали покрытия из металлического порошка | 1981 |
|
SU1013099A1 |
| Способ изготовления изделий из порошковых материалов | 1981 |
|
SU959922A1 |
| Способ нанесения алмазосодержащих покрытий на внутренние поверхности деталей | 1990 |
|
SU1713744A1 |
| Способ изготовления биметаллических зубчатых колес | 1988 |
|
SU1579632A1 |
| Способ получения пористых покрытий из металлических порошков | 1986 |
|
SU1482771A1 |
| Способ прессования металлокерамических изделий | 1980 |
|
SU929327A2 |
S
