Изобретение относится к области ремонта, в частности, путем холодной обработки металлов и может быть использовано при восстановлении фрикционных дисков.
Цель изобретения - повьгаение межремонтного срока службы фрикционных дисков.
На чертеже представлена схема осуществления способа.
Способ осуществляется следующим образом.
Диски, поступающие на восстановление, очищают от грязевых отложений окунанием в ванну с соляным раствором, а при отсутствии соляной ванны в струйной мойке разогретой водой. Очищенные диски термофиксируют. Для этого их набирают на оправку приспо- собления для термофиксации в пакет до 120 шт., сжимают под прессом и фиксируют клиньями в сжатом состоянии. Затем приспособления с дисками помещают в термопечь, нагревают до 600 С и выдерживают при зтой температуре в течение 3-4 ч.
После выдержки приспособление с дисками извлекают из термопечи и охлаждают до температуры окружающей среды. Демонтированные с приспособления диски очищают от окалины. Очистку осуществляют путем прижатия поверхности трения диска к вращаю- ; щейся проволочной щетке, Приготов-. ленные диски шлифуют на плоскошлифо- вальном станке с вращающимся магнитным столом. Прошлифованные с одной стороны диски переворачивают на другую и шлифуют до ближайшего ремонтного размера, а затем подвергают оп&рации нанесения системы впадин, например вибровь1глаживанию. Для это го диск 1 закрепляют в приспособление 2, установленное в трехкулачко- вый патрон 3 токарно-винторезного станка. Сообщают возвратно-поступательное движение инструменту 4 и вращательное движение диску 1, Прижимают инструмент с усилием к обрабатываемой поверхности диска и включают поперечную подачу суппорта станка, В результате этого на обрабатьгоаемой поверхности диска получают систему впадин в виде синусоидальной Архимедовой спирали. Определение глубины, полученной от системы впадин, и доведение ее до предлагаемой величины осуществляют методом пробных прохо
5 0 5
Q 0 5
0
дов по поверхности диска инструментом, -После первого пробного прохода инструмента по поверхности трения глубину полученной системы впадин измеряют н при необходимости последующими проходами доводят до 1 ,,1 S. Нанесение системы впадин большей глубины нарушает устойчивость режима обработки, ведет к вибрации инструмента, снижению производительности труда и качества. После нанесения системы впадин на обе поверхности трения диск зачищают от заусенцев, промывают, размагничивают, консервируют, упаковывают. Зачистку заусен.цев выполняют вращающейся металлической проволочной щеткой,
.Пример, Для оптимизации глубины канавки проводились сравнительные стендовые испытания дисков трения по оценке износостойкости. Глубину канавки на фрикционные поверхности дисков наносили с учетом величины их межремонтного износа на сторону (,10 мм). Стендовые испытания цроводились на экспериментальной установке в режиме постоянного проскальзывания (ведущих относительно заторможенных ведомых) поджатых друг к другу дисков трения на суммарном пути трения 201210 м (240 тыс, оборотов). При этом учиты валось, что за 240 тыс, оборотов диски износятся на величину межремонтного износа. Через каждые 40 тыс. оборотов (33535 м) проводилась визуальная оценка внешнего состояния дисков и отбраковка их в соответствии с техническими требованиями. Результаты проведенных испьттаний сведены в таблицу.
Анализ полученных данных показывает, что отбраковка дисков, восстановленных известным способом, происходит в течение 1, 2, 3 или 4-го опытов, тогда как диски, восстановленные по предлагаемому способу, работали в течение 5 и 6-го опытов, т,е. до достижения величины межремонтного износа,
Наряду с этим проводилась работа по нанесению системы впадин на поверхности трения дисков глубиной больше 1,1 S, т.е. до 0,11-0,15 мм. При этом установлено, что качество нанесенной системы впадин- резко ухудшается (.наблюдаются нарушения заданного рисунка, неравномерная глубина
31260168.4
впадин) и режим нанесения впадин не- обеспечивает по сравнению с известны- устойчив.(наблюдается вибрация и за- ми высокие противозадирные свойства липание инструмента).дискам в течение всего межремонтного
Предлагаемый способ восстановления срока, а также увеличивает ресурс металлических фрикционных дисков s дисков на 20-25%.
Редактор М. Петрова
Составитель 3. Хаустова
Техред М.Ходанич Корректор С. Шекмар
Заказ 5168/10Тираж 1001 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4.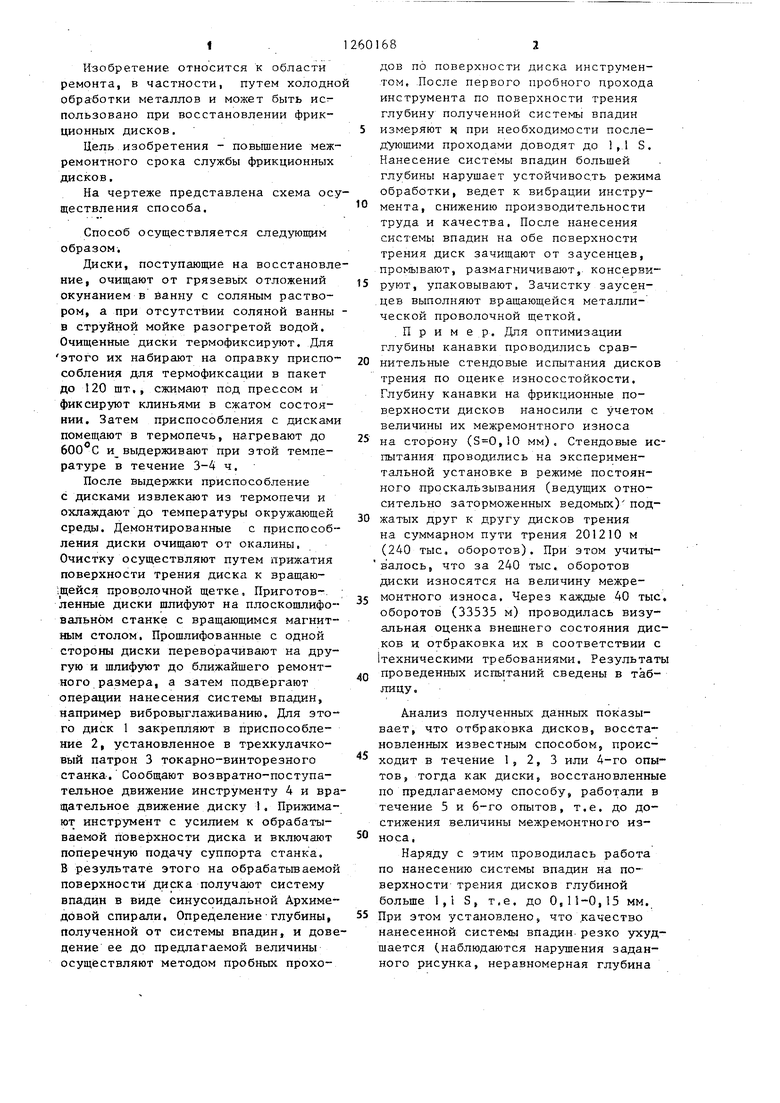

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛИ С ОДНОВРЕМЕННЫМ НАНЕСЕНИЕМ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ | 2005 |
|
RU2283897C1 |
| СПОСОБ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2277040C1 |
| ПРЕРЫВИСТЫЙ ИНСТРУМЕНТ ДЛЯ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ | 2003 |
|
RU2241590C1 |
| ИНСТРУМЕНТ ДЛЯ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2283749C2 |
| СПОСОБ ПРЕРЫВИСТОГО ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ | 2003 |
|
RU2241589C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОВАНИЯ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ | 2003 |
|
RU2241587C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ СТАЛЬНЫХ ТОРМОЗНЫХ ДИСКОВ АВТОМОБИЛЕЙ | 2017 |
|
RU2667934C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| СПОСОБ ИГЛОШЕВИНГОВАНИЯ СПИРОИДНЫХ ЧЕРВЯКОВ | 2008 |
|
RU2377103C1 |

| Способ восстановления фрикционных дисков трения | 1976 |
|
SU597737A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Техника в сельском хозяйстве, 1980, 12, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
