Изобретение относится к производству керамических изделий,, в част-- ности производству огенеупорного кирпича, изготавливаемого методом полусухого прессования.
Целью изобретения является повышение производительности.
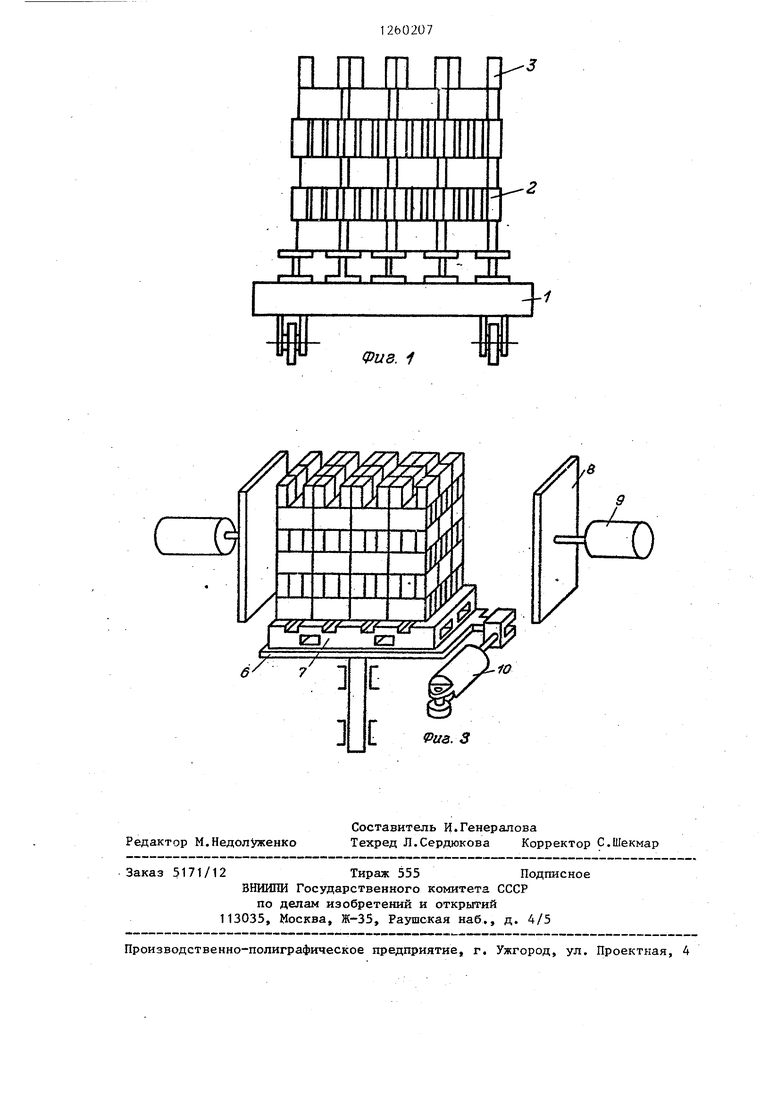
На фиг. 1 показан элемент садки на промежуточной вагонетке, общий вид; на фиг. 2 - садка на печном вагоне, общий вид; на фиг. 3 - схема обжатия пакета.
Способ осуществляют следующим образом.
Исходя из требуемой величины паке та и габаритов кирпича на транспортном средстве, например, вагонетке, укладьшаюТ;на подставки слоями кир
.габаритам пакета. Укладку производят с требуемыми тeплoтexничecки iи зазо рйми меткду рядами. В верхнем слое формир тот проемы для ввода захватов грузоподъемного механизма. Готовый элемент садки (фиг. 1) переносят на печной вагон. Затем цикл повторяют и штабелир тот элементы садки на печном вагоне (фиг„ 2), После термообработки элемент садки снимают с вагона с помощью грузоподъемног.о механизма, вводя захват в образованные при фор- мировании элемента проемы, и переносят к обжимному устройству где производят его сжатие во взаимно перпендикулярных направлениях до ликвидации теплотехнических зазоров Пример практической реализации способа.
Формирование элемента садки осуществляют на вагонетке 1. Каждый элемент садки СОСТОИТ из основных слоев 2 с теплотехническими зазорами и верхнего слоя 3 с проемами для ввода вилочного захвата.
Элемент сад.ки вилочным захватом с вагонетки переставляется на печной вагон 4 J при этом нижний элемент ус-- танавливается на неубирающиеся стол
5
0
бики 5. При укладке последуюрдих верх них элементов вилочный захват удаляется через проемы слоя 3.
После обжига элемент садки снимается с печного вагона 4 и подается вилочным захватом на пойоротный 6 стол (фиг. 3) обжимного устройства, на который предварительно установлен технологический поддон 7. Обжимными щитами 8, приводимыми в движение цилиндрами 9, пакет обжимается в одном направлений, щиты разводятся, и шар- нирно закрепленным цилиндром 10 поворотный стол разворачивается на 90 , после чего следует обжатие пакета Б другом направлении и вместе с технологическим nofWOHOM 7 вилочньм захватом подготовленный пакет передается на обвязку.
Применение предлагаемого способа позволяет повысить производительность труда, ликвидировав операции перекладки изделий после обжига.
5 Формула изобретения 1
Способ формирования садки кирпича- сырца на печной вагон и пакетирования термообработанного кирпича, включающий укладку изделий на печной вагон с теплотехническими зазорами между ними, термообработку, съем разреженных пакетов садки вилочным захватом, пропущенным через проемы граничного слоя пакета,и формирование уплотненного пакета, отличающийся тем, что, с целью поньшения производительности, садку формируют из элементов, каждый из которых представляет собой пакет, предварительно сформированный вне печного вагона, переносят каждый элемент на печной вагон и укладьшают их в несколько слоев, при этом проемы выполняют в верхнем граничном слое каждого пакета, а формирование уплотненного пакета после термообработки осуществляют сжатием его во взаимно перпендикулярных плоскостях..
0
5
Физ. 1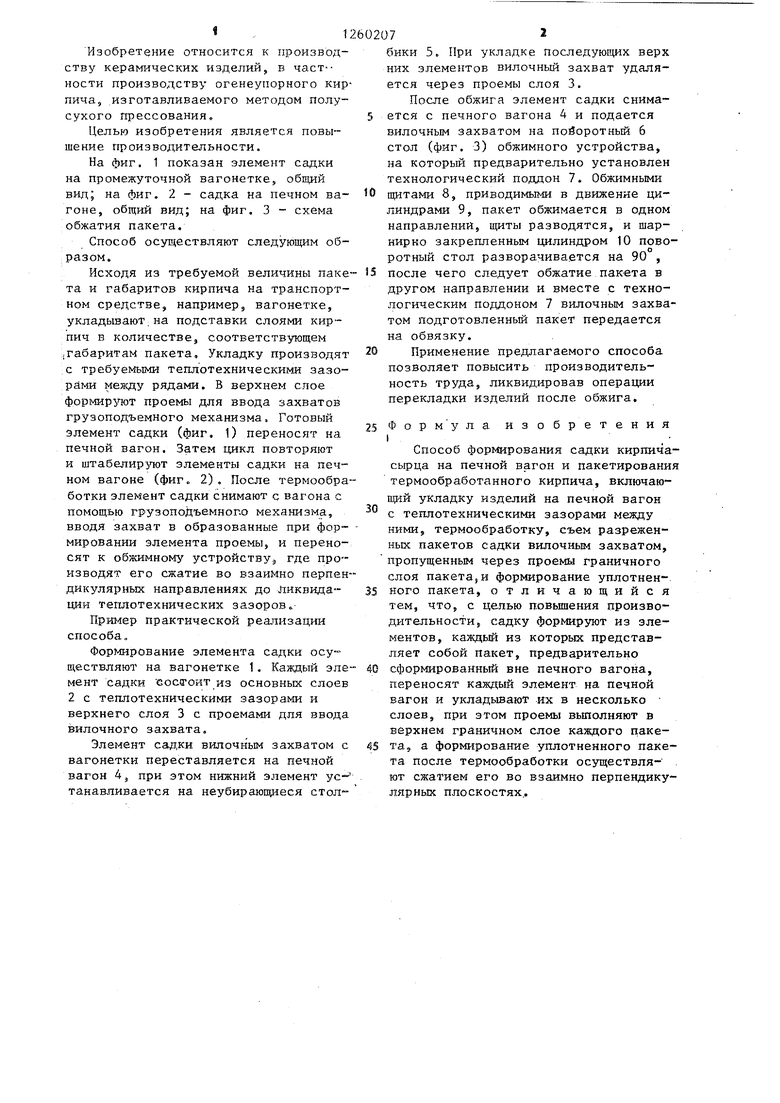
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многостолбиковой укладки кирпича-сырца | 1978 |
|
SU770801A1 |
| Способ садки кирпича-сырца для обжига в туннельной печи с арочным сводом | 1981 |
|
SU968573A1 |
| Линия формования кирпича полусухого прессования | 1990 |
|
SU1756162A1 |
| Садчик кирпича на печные вагонетки | 1988 |
|
SU1622132A1 |
| Устройство для многостолбиковой укладки кирпича-сырца на печной вагон | 1978 |
|
SU774947A1 |
| Автомат для садки кирпича на печные вагонетки | 1978 |
|
SU742142A1 |
| Способ формирования садки кирпича | 1989 |
|
SU1623864A1 |
| Автомат пакетной садки кирпича на печную вагонетку | 1980 |
|
SU944937A1 |
| Способ формирования блок-пакетов прямоугольных керамических изделий без поддонов, преимущественно кирпичей | 1987 |
|
SU1516429A1 |
| Линия формирования садки сырца-кирпича на печную вагонетку | 1987 |
|
SU1412975A1 |
Изобретение относится к области производства керамических изделий, в частности к производству огнеупорного кирпича, изготавливаемого методом. t JH JJ mm JOi It щш L Д 1.. о НННН Н РГНМММ iL/ полусухого прессования. Целью изобретения является/повышение произво- дательности Способа. Формирование садки осуществляется из элементов, каждый из которых представляет собой разреженный на величины теплотехнических зазоров пакет. Элементы садки формируют вне печного вагона 4, граничный верхний слой 3 каждого элемента выполняет с проемами для установи .ки и съема следующего элемента грузоподъемным, приспособлением преимущественно вилочным захватом, переносят элементы садки на печной вагон 4, устанавливают в несколько слоев, термообрабатывают, извлекают каждый элемент и формируют пакет сжатием элемента во взаимно перпендикулярных плоскостях. 3 ил. п m m о Шш с S сл Ж iL/ . 2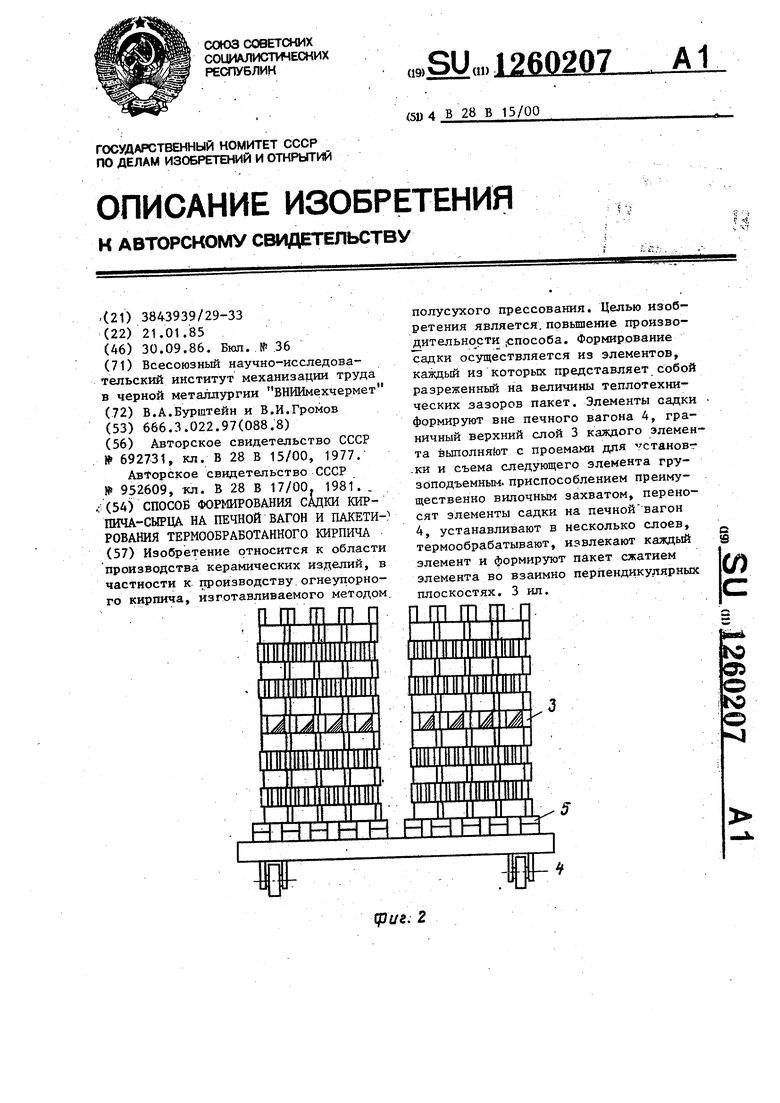
А
В
-KZT)
10
Редактор М.НедолУженко
Заказ 5171/12Тираж 555Подписное
ЗНИИГШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Составитель И.Генералова
Техред Л.Сердюкова Корректор С.Шекмар
| Способ механизированного формирования столбиковой садки огнеупорных изделий на печном вагоне | 1977 |
|
SU692731A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Устройство для формирования кирпича пакетами типа "елка | 1981 |
|
SU952609A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
