тированными направляющими роликами, и дополнительными роликами, смонтированными на крайних подвижных опорных секциях, а механизм перемешения секций выполнен в виде направляющих, взаимодействующих с дополнительными роликами, причем механизм раздвижки состоит из Г-образных рычагов, один конец которых шарнирно закреплен к тягам палет, а другой взаимодействуе с роликом группового захвата и направляющей установкой с возможностью перемещения по раме и взаимодействующей с направляющими роликами.
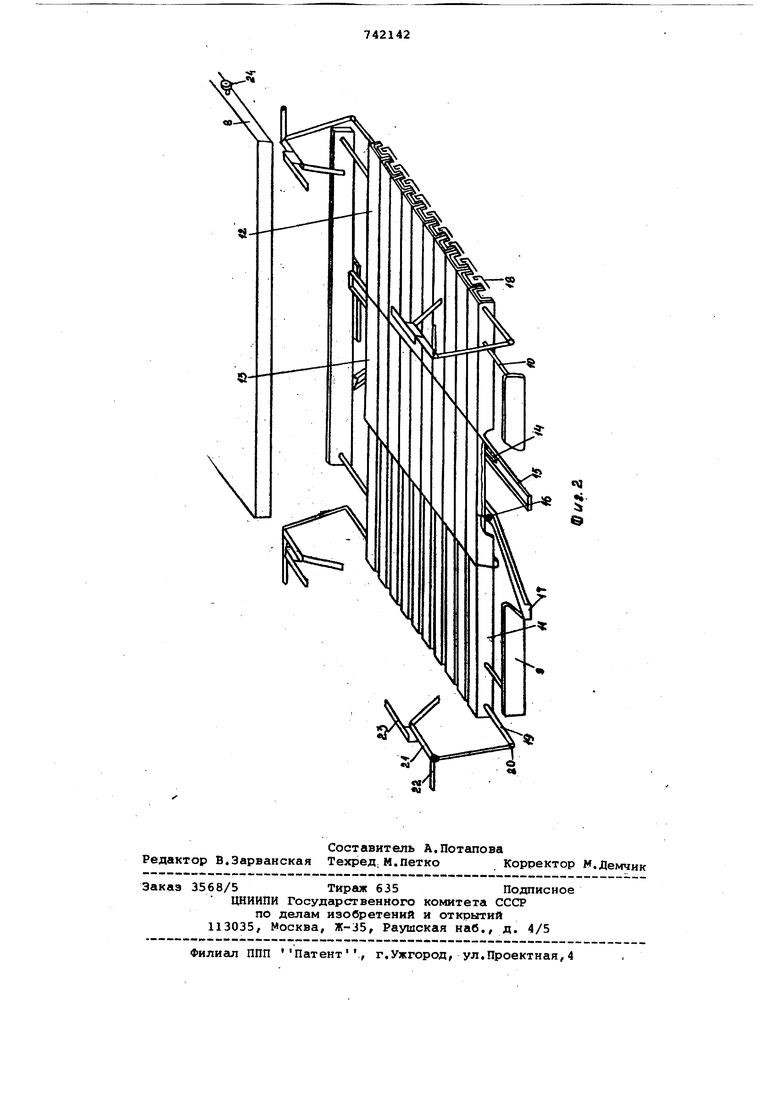
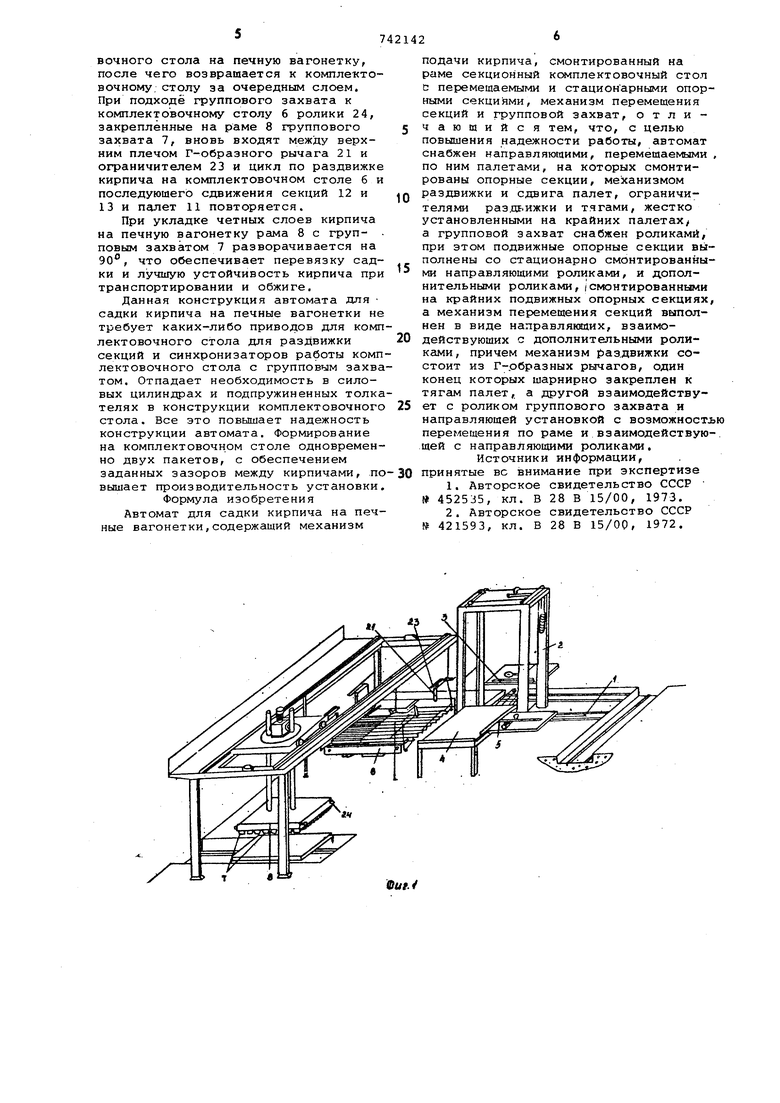
На фиг. 1 изображен автомат для садки кирпича на печные вагонетки, общий вид; на фиг. 2 - комплектовочный ст ол.
Автомат для садки кирпича на печные вагонетки содержит механизм подачи кирпича на комплектовочный стол содержащий:толкатель 1 подачи сушильных вагонеток, разгружатель 2 сушильных вагоне ок с толкателем 3, столнакопитель 4 и переталкиватель 5, комплектовочный стол б и групповой захват 7 на раме 8.
Комплектовочный стол 6 состоит из рамы 9, две боковые стороны которой выполнены в виде направляющих стержней 10, на которые насажены концы палет 11 с возможностью передвижения последних вдоль направляющих стержней 10 как по направляющим. На Кс1ждой палете 11 расположено две секции; одна секция 12 закреплена неподвижно, а другая 13 с возможностью перемещения вдоль палеты от секции 12 до упора с направляющим стержнем 10 рамы 9. Секции 13 снабжены стационарно смонтированными направляющими роликами 14, закрепленными на нижней части конца, смежного с секциями 12 и свободно входящими в направляющую 15, которая свободно лежит в раме 9 с возможностью передвижения в ней. Кроме того, секции 13, смежные со сторонами рамы 9, имеют дополнительн по одному жестко связанному с ними ролику 16, заключенному в направляю.щую 17. На конце каждой секции 12 и 13, обращенном к раме 9, выполнены перемычки 18, одним концом жестко связанные со стенкой секции, а други свободно входящими между .стенок смежной палеты, служащие ограничителями раздвижки пешет.
К| айние палеты 11 с обеих сторон комплектовочного стола б-, смежные со сторонами ракы 9, жестко связаны с тягами 19, которые через шарнир 20 связаны с Г-образным рычагом 21, насаженным на ось 22 с возможностью поворота, при этом верхнее плечо Г-образного рычага 21 снабжено ограничителем 23 и взаимодействует с ролком 24, установленным на раме 8 группового захвата 7 при нахождении этого захвата над комплектовочным столом б .
Предлагаемый автомат работает следующим образом.
Сушильные вагонетки с кирпичомтолкателем 1 подаются на разгружатель 2, в котором толкателем J кирпич с полок сушильных вагонеток сталкивается на стол-накопитель 4, при этом полки остаются на вагонетках. При заполнении стола-накопителя 4 кирпичом в количестве, необходимом для формования- одного слоя садки, включается переталкиватель 5, подающий кирпич на сомкнутые секции 12 и 13, сдвинуть1Х вплотную палет 11 комплектовочного стола 6. Заполнение сомкнутых палет 11 и секций 12 и 13 по времени совпадает с подходом к комплектовочному столу 6 группового захвата 7 на раме 8, при этом ролики 24, закрепленные на раме 8 группового захвата 7, входят между верхним плечом Г-образного рычага 21 и ограничителем 23. При движении рамы 8 с групповым захватом 7 вниз ролики 24 воздействуют на Г-образный рычаг 21, поворачивая его вокруг оси 22 и через тягу 19 воздействуя на палеты 11, что приводит к их движению по стержням 10 и раздвижке на расстояние, ограниченное перемычками 18, которое определяется наобходимым зазором между кирпичами в садке. Одновременно при раздвижке ролики 16 секций13, смежных со сторонами рамы 9, движутся по направляющим 17, . приводя к раздвижке секций 12 и 13 на крайних палетах 11, В свою очеред эти секции ролика1и1и 14 приводят к перемещению направляющей 15, вытягивая ее за собой, которая через аналогичные ролики на остальных секциях 13 воздействует на эти секции, обеспечивая раздвижку всех пар секций 12 и 13 на палетах 11. Раздвижка секций 12 и 13 осуществляется на расстояние, определяемое необходи1 ым зазором между пакетами садки. Таким образом, на комплектовочном столе 6 при раздвижке палет 11 и секций 12 и 13 формируется слой садки кирпича на два пакета с задними зазорами между кирпичами в каждом пакете.
После захвата кирпича на комплектовочном столе б групповым захватом 7 рама 8 с групповым захватом 7 движется вверх, при этом ролики 24,установленные на раме 8, также движутся вверх, приводя через ограничитель 23 в движения Г-образный рычаг 21, который через шарнир 20 воздействует на тягу 19, что приводит к сдвижению 11алет и секций 12 и 13, расположенных на всех палетах 11, после чего комплектовочный стол 6 готов для принятия очередной партии кирпича. Групповой за.хват 7 переносит сформированный слой кирпича с комплектеночного стола на печную вагонетку, после чего возвращается к комплектовочному, столу за очереднь1М слоем. При подходе группового захвата к комплектовочному столу б ролики 24, закрепленные на раме 8 группового захвата 7, вновь входят между верхним плечом Г-образного рычага 21 и ограничителем 23 и цикл по раздвижке кирпича на комплектовочном столе б и последующего сдвижения секций 12 и 13 и палет 11 повторяется. При укладке четных слоев кирпича на печную вагонетку рама 8 с групповым захватом 7 разворачивается на 90°, что обеспечивает перевязку садки и лучшую устойчивость кирпича при транспортировании и обжиге. Данная конструкция автомата для садки кирпича на печные вагонетки не требует каких-либо приводов для комп лектовочного стола для раздвижки секций и синхронизаторов работы комп лектовочного стола с групповым захва том. Отпадает необходимость в силовых цилиндрах и подпружиненных толка телях в конструкции комплектовочного стола. Все это повышает надежность конструкции автомата. Формирование на комплектовочном столе одновремен но двух пакетов, с обеспечением заданных зазоров между кирпичами, по вышает производительность установки Формула изобретения Автомат для садки кирпича на печ ные вагонетки,содержащий механизм подачи кирпича, смонтированный на раме секционный комплектовочный стол с перемешаемыми и стационарными опорными секциями, механизм перемещения секций и групповой захват, отличающийся тем, что, с целью повышения надежности работы, автомат снабжен направляю1аими, перемещаемыми , по ним палетами, на которых смонтированы опорные секции, механизмом раздвижки и сдвига палет, ограничителями раздЕИжки и тягами, жестко установленными на крайних палетах а групповой захват снабжен роликами, при этом подвижные опорные секции выполнены со стационарно смонтированными направляющими роликами, и дополнительными роликами,/смонтированными на крайних подвижных опорных секциях, а механизм перемещения секций выполнен в виде направлякядих, взаимодействующих с дополнительными роликами, причем механизм раздвижки состоит из Г-рбразных рычагов, один конец которых шарнирно закреплен к тягам палет, а другой взаимодействует с роликом группового захвата и направляющей установкой с возможностью перемещения по раме и взаимодействую-, щей с направляющими роликами. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 452535, кл. В 28 В 15/00, 1973. 2.Авторское свидетельство СССР № 421593, кл. В 28 В 15/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат пакетной садки кирпича на печную вагонетку | 1980 |
|
SU944937A1 |
| Автомат для садки кирпича на печные вагонетки | 1987 |
|
SU1412974A1 |
| Автомат для садки кирпича на печные вагонетки | 1978 |
|
SU766864A1 |
| Автомат пакетной садки керамических изделий на обжиговую вагонетку | 1985 |
|
SU1273251A1 |
| Комплектователь слоя садки кирпича на обжиговую вагонетку | 1983 |
|
SU1140965A1 |
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098799A1 |
| Установка для садки керамических изделий на печные вагонетки | 1980 |
|
SU912515A1 |
| Автомат для садки кирпича на печные вагонетки | 1959 |
|
SU129977A1 |
| Установка для съема кирпича с по-лОчНОй ВАгОНЕТКи и уКлАдКи ЕгО НАпЕчНую ВАгОНЕТКу | 1978 |
|
SU837887A1 |
| Комплектователь слоя садки кирпича на печную вагонетку | 1982 |
|
SU1077796A1 |