Изобретение относится к промышленности строительных материалов и касается способа укладки изделий стеновой керамики в пакет для обжига и бесподцонной транспортировки.
Цель изобретения - уменьшение повреждаемости изделий при операциях с пакетом.
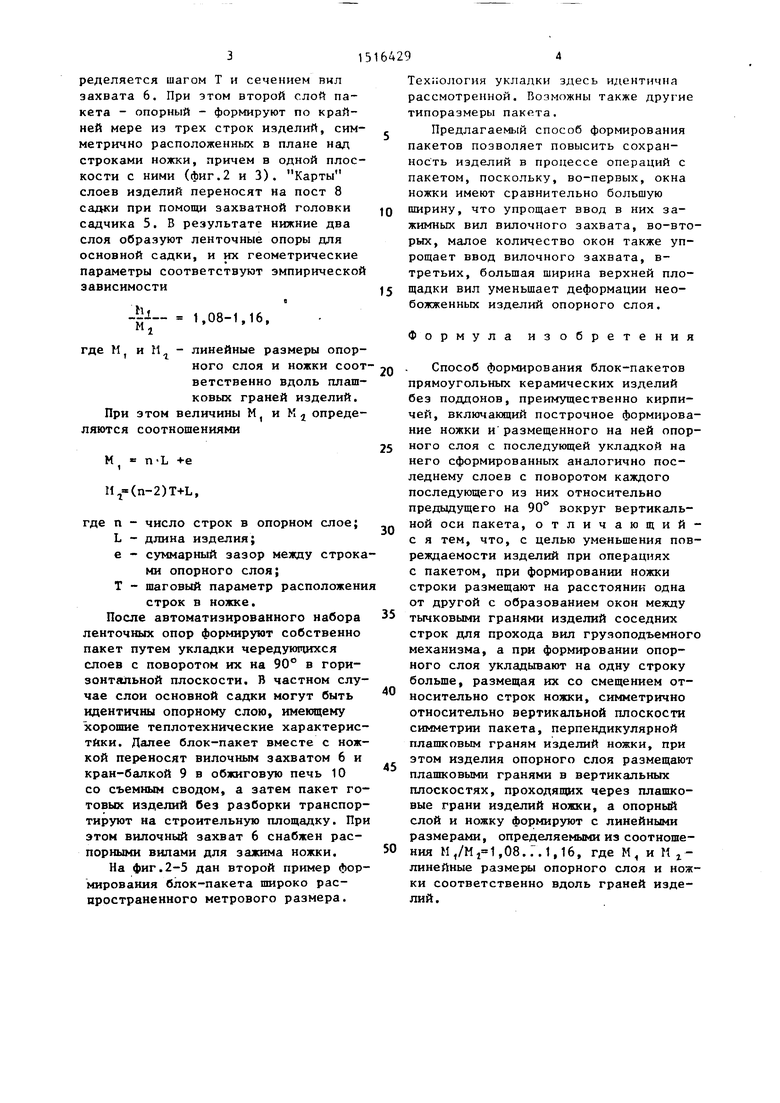
Па фиг.1 изображена поточная линия, реализующая предлагаемый способ; на фиг.2-5 - блок-пакеты двух типоразмеров .
Ли1тя, реализующая способ, содержит сушило 1, перегружатель 2, элеватор 3, калибровщик 4 строк, садчик 5, вилочный захват 6, конвейер 7, пост 8 садки и кран-балку 9.
Способ осуществляют следующим образом.
Изделия на сушильных рамках построчно укладывают перегружателем 2 на элеватор 3, затем строки калибруют на конвейере 7 и раздвигают на шаг, обеспечивающий ввод рабочих органов садчика 5 в карту изделий. При этом длину строк нормируют при помо-. щи калибровщика 4, а шаг путем раздвижки рамок на конвейере 7 с выдвижным упором, снабженным соответствующим программным управлением.
Формирование ножки блок-пакета производят по крайней мере из двух строк с нормированным технологическим зазором между ними, который опсл
о
ts9
;о
ределяется шагом Т и сечением вил захвата 6. При этом второй слой пакета - опорный - формируют по крайней мере из трех строк изделий, симметрично расположенных в плане над строками ножки, причем в одной плоскости с ними (фиг.2 и 3). Карты слоев изделий переносят на пост 8 садки при помощи захватной головки садчика 5. В результате нижние два слоя образуют ленточные опоры для основной садки, и их геометрические параметры соответствуют эмпирической зависимости
М,
м.
1,08-1,16,
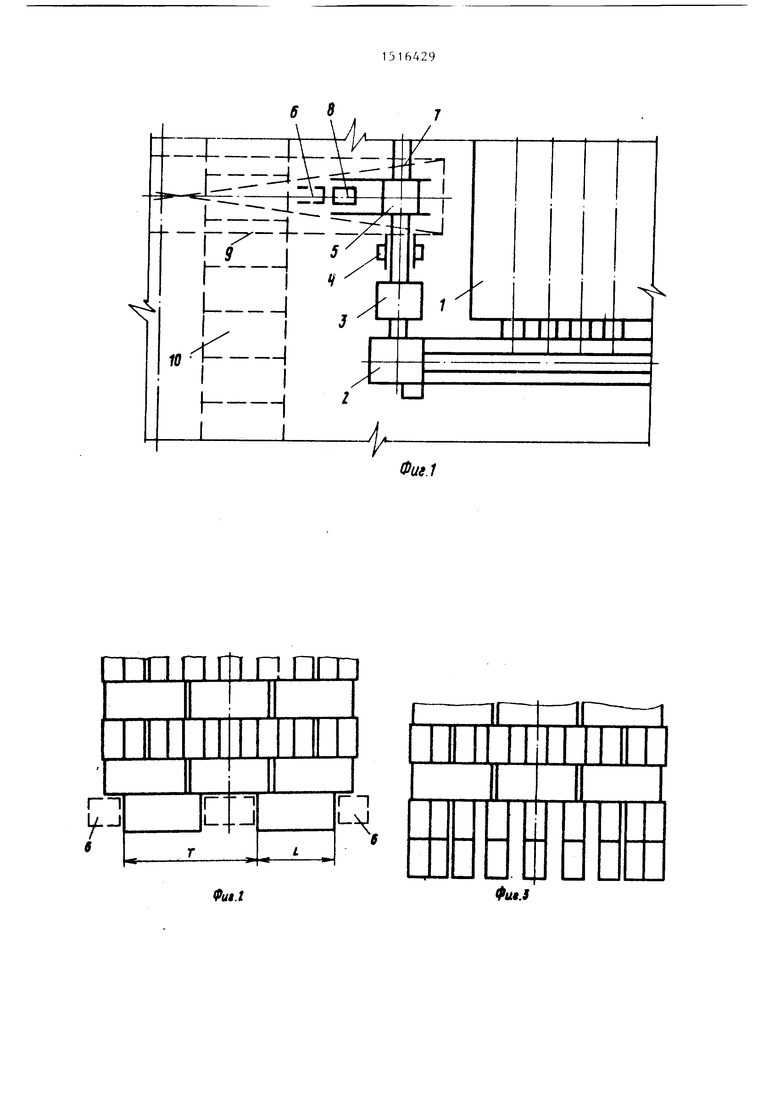
и fl - линейные размеры опорного слоя и ножки соответственно вдоль плаш- ковых граней изделий. этом величины М, и Kj опредесоотношениями
М
n-L +е
ll(n-2)T-i-L,
где п - число строк в опорном слое;
L - длина изделия;
е - суммарный зазор между строками опорного слоя;
Т - шаговый параметр расположени
строк в ножке.
После автоматизированного набора ленточных опор формируют собственно пакет путем укладки чередуюпщхся слоев с поворотом их на 90° в горизонтальной плоскости. В частном случае слои основной садки могут быть идентичны опорному слою, имеющему хорошие теплотехнические характеристики. Далее блок-пакет вместе с ножкой переносят вилочным захватом 6 и кран-балкой 9 в обжиговую печь 10 со съемным сводом, а затем пакет готовых изделий без разборки транспортируют на строительную площадку. При этом вилочный захват 6 снабжен рас
порными вилами для зажима ножки.
На фиг.2-5 дан второй пример формирования блок-пакета широко распространенного метрового размера.
0
5
0
5
5
0
Тех:;ологня укладки здесь идентична рассмотренной. Возможны также другие типоразмеры пакета.
ПредлагаемьЕй способ формирования пакетов позволяет повысить сохранность изделий в процессе операций с пакетом, поскольку, во-первых, окна ножки имеют сравнительно большую ширину, что упрощает ввод в них зажимных вил вилочного захвата, во-вторых, малое количество окон также упрощает ввод вилочного захвата, в- третьих, большая ширина верхней площадки вил уменьшает деформации необожженных изделий опорного слоя.
Формула изобретения
Способ формирования блок-пакетов прямоугольных керамических изделий без поддонов, преимущественно кирпичей, включакиций построчное формирование ножки и размещенного на ней опорного слоя с последующей укладкой на него сформированных аналогично последнему слоев с поворотом каждого последующего из них относительно предыдущего на 90° вокруг вертикальной оси пакета, отличающий- с я тем, что, с целью уменьшения повреждаемости изделий при операциях с пакетом, при формировании ножки строки размещают на расстоянии одна от другой с образованием окон между тычковыми гранями изделий соседних строк для прохода вил грузоподъемного механизма, а при формировании опорного слоя укладывают на одну строку больше, размещая их со смещением относительно строк ножки, симметрично относительно вертикальной плоскости симметрии пакета, перпендикулярной плашковым граням изделий ножки, при этом изделия опорного слоя размещают плашковыми гранями в вертикальных плоскостях, проходящих через плашко- вые грани изделий ножки, а опорный слой и ножку формируют с линейными размерами, определяемыми из соотношения M,,08.r.1,16, где М, и Н линейные размер) опорного слоя и ножки соответственно вдоль граней изделий.
Фи.1
Фи9.3
г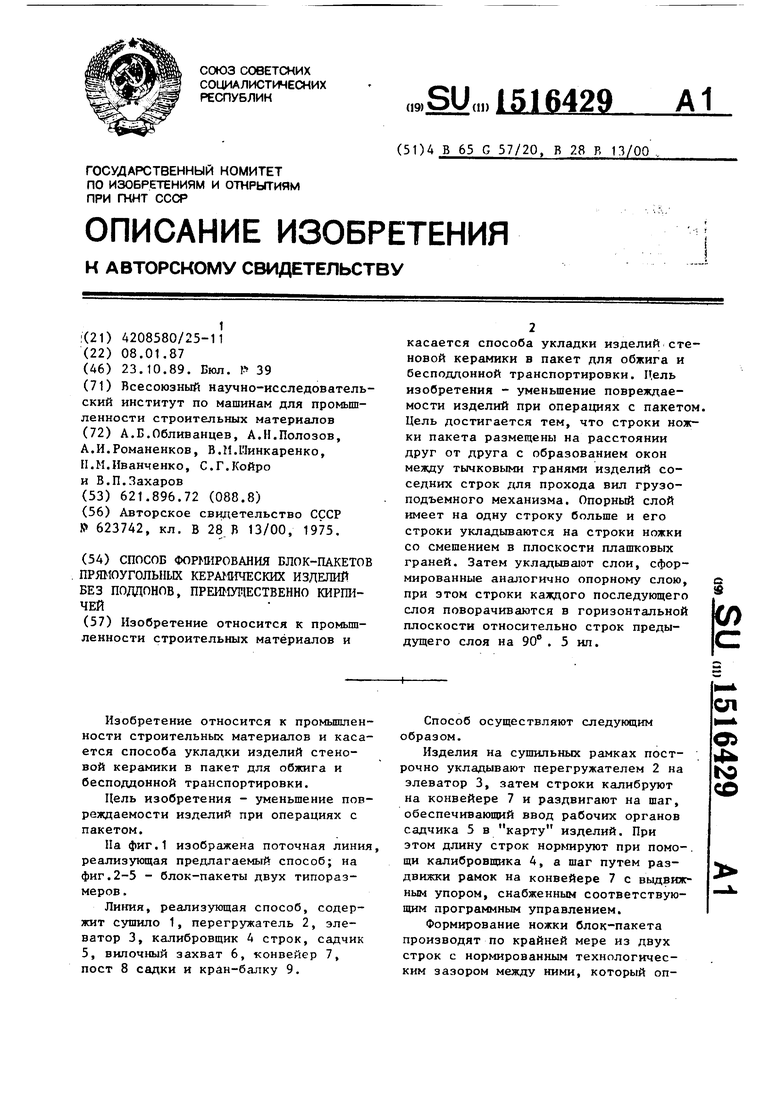
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования садки изделий | 1980 |
|
SU939215A1 |
| Линия формования, сушки и садки керамических изделий | 1987 |
|
SU1497015A1 |
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Способ формирования пакета изделий прямоугольной формы и линия для его осуществления | 1987 |
|
SU1791302A1 |
| КОМПЛЕКТОВЩИК КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2035302C1 |
| Линия изготовления керамических изделий | 1989 |
|
SU1643151A1 |
| Садчик кирпича на печные вагонетки | 1988 |
|
SU1622132A1 |
| ПЕРЕГРУЖАТЕЛЬ ТАРНО-ШТУЧНЫХ ГРУЗОВ | 2000 |
|
RU2203213C2 |
| Установка для укладки кирпича напЕчНыЕ ВАгОНЕТКи | 1978 |
|
SU804452A1 |
Изобретение относится к промышленности строительных материалов и касается способа укладки изделий стеновой керамики в пакет для обжига и бесподдонной транспортировки. Цель изобретения - уменьшение повреждаемости изделий при операциях с пакетом. Цель достигается тем, что строки ножки пакета размещены на расстоянии друг от друга с образованием окон между тычковыми гранями изделий соседних строк для прохода вил грузоподъемного механизма. Опорный слой имеет на одну строку больше и его строки укладываются на строки ножки со смешением в плоскости плашковых граней. Затем укладывают слои, сформированные аналогично опорному слою, при этом строки каждого последующего слоя поворачиваются в горизонтальной плоскости относительно строк предыдущего слоя на 90°. 5 ил.
.5
| Способ формования группы кирпичей при штабелировании и устройство для его осуществления | 1975 |
|
SU623742A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
