() ВУЛКАНИЗАЦИОННЫЙ ДОРН

| название | год | авторы | номер документа |
|---|---|---|---|
| Вулканизационный дорн | 1978 |
|
SU981008A2 |
| Вулканизационный дорн | 1985 |
|
SU1260226A1 |
| Вулканизационный дорн | 1987 |
|
SU1495132A1 |
| Вулканизационный дорн | 1978 |
|
SU927543A1 |
| Вулканизационный дорн | 1986 |
|
SU1337272A2 |
| Устройство для сборки и формованияпОКРышЕК пНЕВМАТичЕСКиХ шиН | 1979 |
|
SU804509A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КАРКАСА ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1992 |
|
RU2026191C1 |
| Диафрагма к барабану для сборки покрышек пневматических шин | 1972 |
|
SU448963A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН (ВАРИАНТЫ) | 1998 |
|
RU2134199C1 |
| Дорн для изготовления покрышек пневматических шин | 1988 |
|
SU1740183A1 |
1
Изобретение относится к изготовлению покрышек литьем под давлением в пресс-форме с дорном и касается конструкции ву/1канизационного дорна.
Известен вулканизационный дорн, содержащий установленные соосно и подвижно в продольном направлении диски, закрепленные в ни)( концами концентрично расположенные внутреннюю и наружные эластичные оболочки,заполнитель образованной последними кольцевой польсти, вкт)чаЮ1ДИЙ сплав, причем в одном из дисков выполнены отверстия для прохода рабочей среды в образованную внутренней эластичной оболочкой полость lj .
Недостатком этого дорна является снижение жесткости при снижении толщины кольцевой полости между оболочками для заполнителя,а также неравномерность толщины сплава вдоль образующей оболочек.
Цель изобретения - повышение надежности за счет увеличения жесткости.
Поставленная цель достигается тем, что дорн снабжён гибкими армирующими металлическими элементами, расположенными в кольцевой полости и закрепленными концами в дисках.
Гибкие армирующие металлические элементы расположены вдоль продоль10ной оси или под углом до к последней.
Гибкие армирующие металлические элементы выполнены в виде металлокордных тросов или объединенных в
IS жгуты металлических нитей.
Заполнитель кольцевой полости снабжен эластичным полимером,охватывающим сплав с размещенными в последнем гибкими армирующими металло10кордными тросами или объединенными в жгуты металлическими нитями.
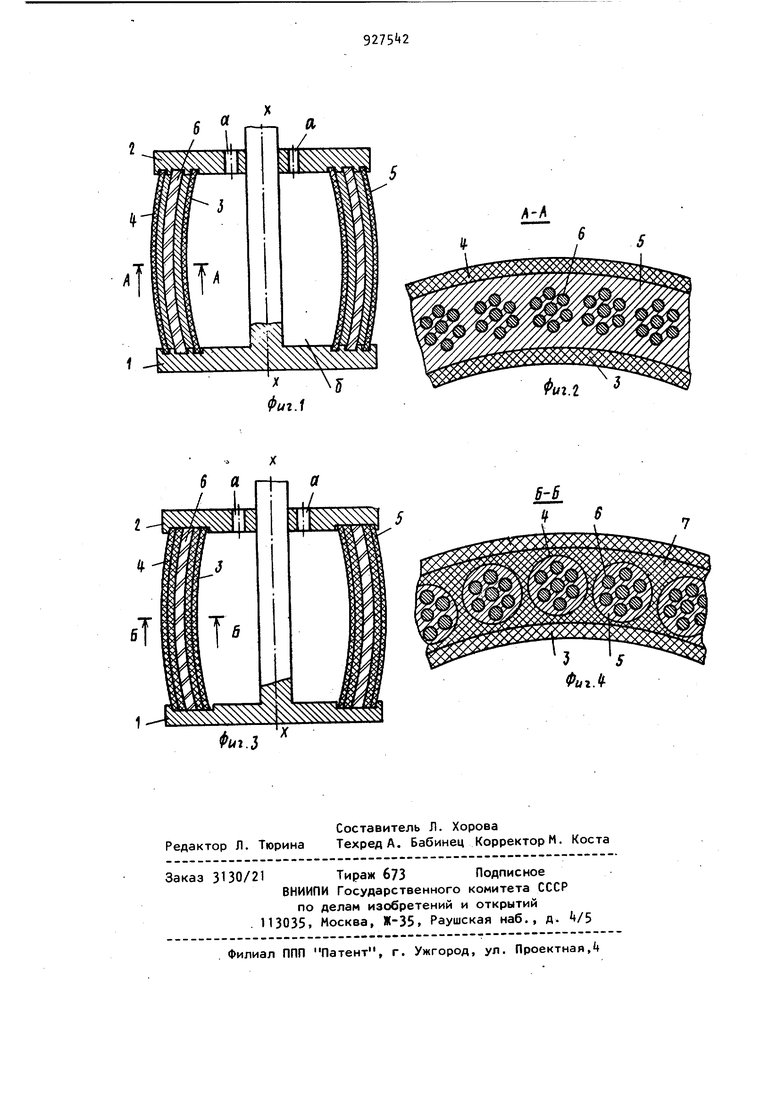
На фиг.1 показан предлагаемый дорн, продольный разрез; на фиг.2 разрез А-А на фиг.1; на фиг, 3 дорн, продольный разрез; на фиг. разрез Б-Б на фиг.ЗВулканизационный дорн содержит диски 1 и 2, соосно и подвижно уста новленные вдоль продольной оси, в к торых закреплены концами внутренняя 3 и наружная эластичные оболочки, выполненные из теплостойкой резины или другого аналогичного материала. В образованной оболочками 3 и кольцевой полости размещены заполни тель в виде сплава 5 и гибкие армирующие металлические элементы 6, которые выполнены или в виде металл кордных тросов, или объединенных в жгуты металлических нитей. Концы элементов 6 закреплены в дисках 1 и 2. В диске 2 выполнены отверстия а для прохода рабочей среды (теплоносителя и хладагента) в полость О, образованную оболочкой 3- Элементы 6 расположены вдоль продольной оси или под углом до к последней . Сплав 5 имеет температуру расплавления в соответствии с технологическими параметрами литья, большую или равную температуре вулканизации Элементы 6 для увеличения адгезии к сплаву могут быть, например, латунированы. Подготовка дорна к работе осуществляется следующим образом. Через отверстия OL в полость О подается теплоноситель пара или воздуха, температура которого равна температуре плавления рплава 5, пос ле расплавления последнего производится продольное перемещение одного из дисков 1 и 2. При этом профиль оболочек 3 и « изменяется до соответствия контура последней внутрен нему профилю формуемой покрышки,что контролируется шаблоном. Фиксирование дорна в этом положении осуществляется при подаче в полость О вмест теплоносителя хладагента водой до затвердейания сплава 5- При этом жесткость дорна достигается за счет связи сплава 5 и элементов 6, модул упругости последних больше. Подготовленный к работе, как описано, дорн размещается в пресс-форме, в которой проводятся литье под давлением и вулканизаци И покрышки. Согласно варианту выполнения дорна (фиг. 3 и ) заполнитель снаб жен эластичным полимером 7, охватывающим сплав 5 с размещенными в последним гибкими армирующими металлокордными тросами или объединенными в жгуты металлическими нитями. Выполнение дорна согласно изобретению позволяет повысить его эксплуатационную надежность, снизить его вес за счет уменьшения количества сплава, уменьшить его энергоемкость. Формула изобретения 1.Вулканизационный дорн, содержащий установленные соосно и подвижно в продольном направлении диски, закрепленные в них концами концентрично расположенные внутреннюю и наружную эластичные оболочки, заполнитель образованной последними кольцевой полости, включающий сплав, причем в одном из дисков выполнены отверстия для прохода рабочей среды в образованную внутренней эластичной оболочкой Полость, отличающийс я тем, что, с целью повышения надежности за счет увеличения жесткости, он снабжен гибкими армирующими- металлическими элементами, расположенными в кольцевой полости и закреплёнными концами в дисках. 2.Дорн по п.1,отличающ и и с я тем, что гибкие армирующие металлические элементы расположены вдоль продольной оси или под углом до 5 к последней. 3.Дорн поп.1,отличающ и и с я тем, что гибкие армирующие металлические элементы выполнены в виде металлокордных тросов или объединенных в жгуты металлических нитей. k. Дорн по п.3, отличающийся тем, что заполнитель кольцевой полости снабжен эластичным полимером, охватывающим сплав с размещенными в последнем гибкими армирующими металлокордными тросами или объединенными в жгуты металлическими нитями. Источники информации, принятые во внимание при экспертизе 1. Патент Великобритании tf 1261916, кл. В 5 А, опублик. 1972 (прототип).
