Изобретение относится к производству пневматических шин и может быть использовано в шинной и резинотехнической промышленности при изготовлении резиновых рукавов с клапанами.
Целью изобретения является повышение производительности агрегата.
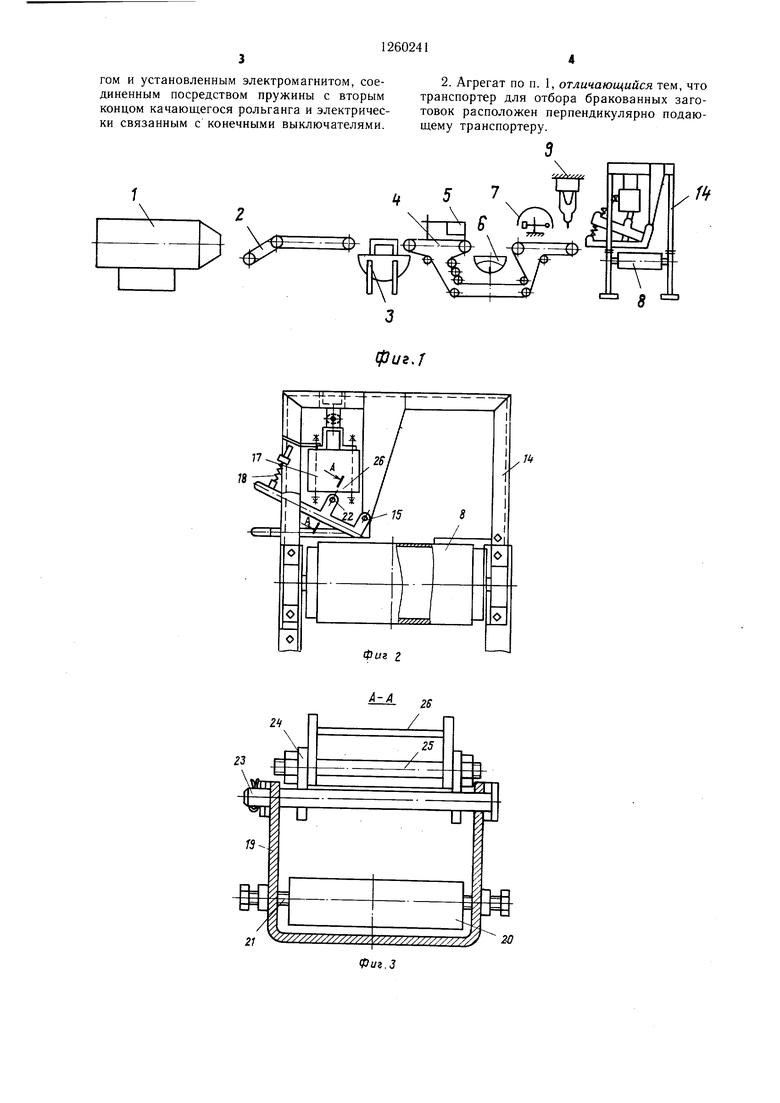
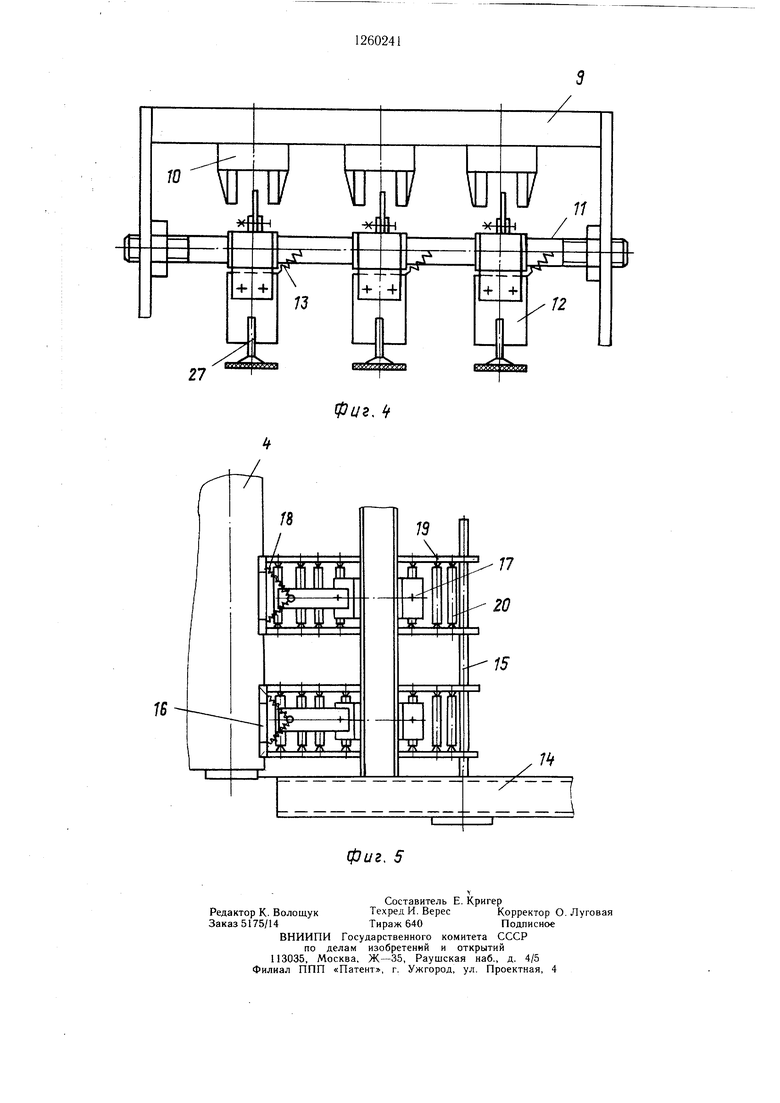
На фиг. 1 изображен агрегат, обший вид; на фиг. 2 - транспортер для отбора бракованных заготовок; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - подаюш.ий транспор- тер; на фиг. 5 - транспортер для отбора бракованных заготовок, вид сверху.
Агрегат для изготовления заготовок камер пневматических шин содержит формующую машину 1 отборочный транспортер 2, охладительную ванну 3, подающий транспор тер 4, механизм 5 для монтажа вентиля, установленный на подающем транспортере. В зоне этого транспортера смонтирована ванна 6 для нанесения антиадгезионного покрытия, механизм 7 для раскроя и конвейер для отбора заготовок (условно на фиг. 1 не показан). За подающим транспортером 4 расположен транспортер 8 для отбора бракованных заготовок, который расположен перпендикулярно транспортеру 4.
Над подающим транспортером 4 смонтирована рама 9 с закрепленными на ней конечными выключателями 10 и осью 11 с установленными на ней флажками 12, подпружиненными пружинами 13 относительно оси 11. Над транспортером 8 смонтирован кронштейн 14 с шарнирно закрепленным на нем одним концом посредством оси 15 качающимся рольгангом 16 (фиг. 5). На крон- щтейне 14 смонтирован корпус электромагнита 17, с которым посредством пружины 18 связан свободный конец качающегося рольганга 16.
Рольганг 16 выполнен в виде рамки 19 с роликами 20, которые монтируются на рамке 19 посредством конических опор 21. Рамка 19 посредством ушек 22 надета на ось 23, которая посредством серег 24 и оси 25 установлена на якоре 26 электромагнита 17. Конечные выключатели 10 электрически связаны с электромагнитом 17.
Работа агрегата осуществляется следую- образом.
Формующая мащина 1 выпускает в 3- 5 ручьев камерные трубки, которые принимает отборочный транспортер 2 и перемещает к ванне 3. Из охладительной ванны 3 трубки поступают на подающий транспортер 4, где механизм 5 монтирует на них вентили 27. Через ванну 6 для антиадгезионного покрытия трубки идут к механизму 7 для раскроя. Нарезанные заготовки проходят под рамой 9 отклоняя стеблями вентилей 27 флажки 12. При этом выключатели 10 дают сигналы в систему автоматики о годности заготовок. Заготовки с качественно смонтированными
вентилями уходят с транспортера 4 для дальнейшего складирования.
Заготовки, на которых вентиль отсутствует или прикреплен некачественно, проходят, не задев флажок или не отклонив его. Некачественно смонтированные вентили сопротивлением пружины 13 сбрасываются. Отсутствие одного из вентилей на проходящих рядом заготовках является сигналом в систему автоматики для включения соответствующего электромагнита 17.
Электрическая схема построена таким образом, что непрерывные ритмичные сигналы от конечных выключателей 10 держат электромагниты 17 отключенными. Отсутствие сигнала от одного нз выключателей 10 (т.е. камера прощла без вентиля и флажок 12 остался неподвижным) является импульсом для включения соответствующего электромагнита 17, выдвигающего якорь 26, который толкает рамку 19. Последняя, преодолевая сопротивление пружины 18, поворачивается на оси 15 и занимает горизонтальное положение. В этом положении рольганг 16 взаимодействует с подающим транспортером 4 подпружиненным концом рамки 19. Рольганг 16 подходит этим концом к образующей барабана подающего транспортера 4.
Отбракованные заготовки передаются на транспортер 8 для отбора бракованных заготовок. Ролики 20 облегчают отбор бракованных камер, которые силой инерции перемещаются по рольгангу на транспортер 8, так как на конических опорах 21 они легко проворачиваются под воздействием этих незначительных усилий. После сброса заготовки электромагнит 17 втягивает якорь 26 ,и пружина 18 удерживает поднятый конец рольганга 16. Агрегат работает непрерывно.
Формула изобретения
Агрегат для изготовления заготовок камер пневматических шин, содержащий формующую машину, отборочный транспортер, охладительную ванну, подающий транспортер, механизм для монтажа вентиля, ванну для нанесения антиадгезионного покрытия, механизм для раскроя, конвейер для отбора заготовок и транспортер для отбора бракованных заготовок, отличающийся тем, что, с целью повышения производительности агрегата, подающий транспортер снабжен смонтированной над ним рамой с закрепленными на ней конечными выключателями и осью с установленными на ней флажками для взаимодействия с конечными выключателями, а транспортер для отбора бракованных заготовок снабжен смонтированным над ним кронштейном с шарнирно закрепленным на нем одним концом качающимся рольгангом и установленным электромагнитом, соединенным посредством пружины с вторым концом качающегося рольганга и электрически связанным с конечными выключателями.
2. Агрегат по п. 1, отличающийся тем, что транспортер для отбора бракованных заготовок расположен перпендикулярно подающему транспортеру.
Л
фиа.Г
фиг 2
А-А
27
Фи, 4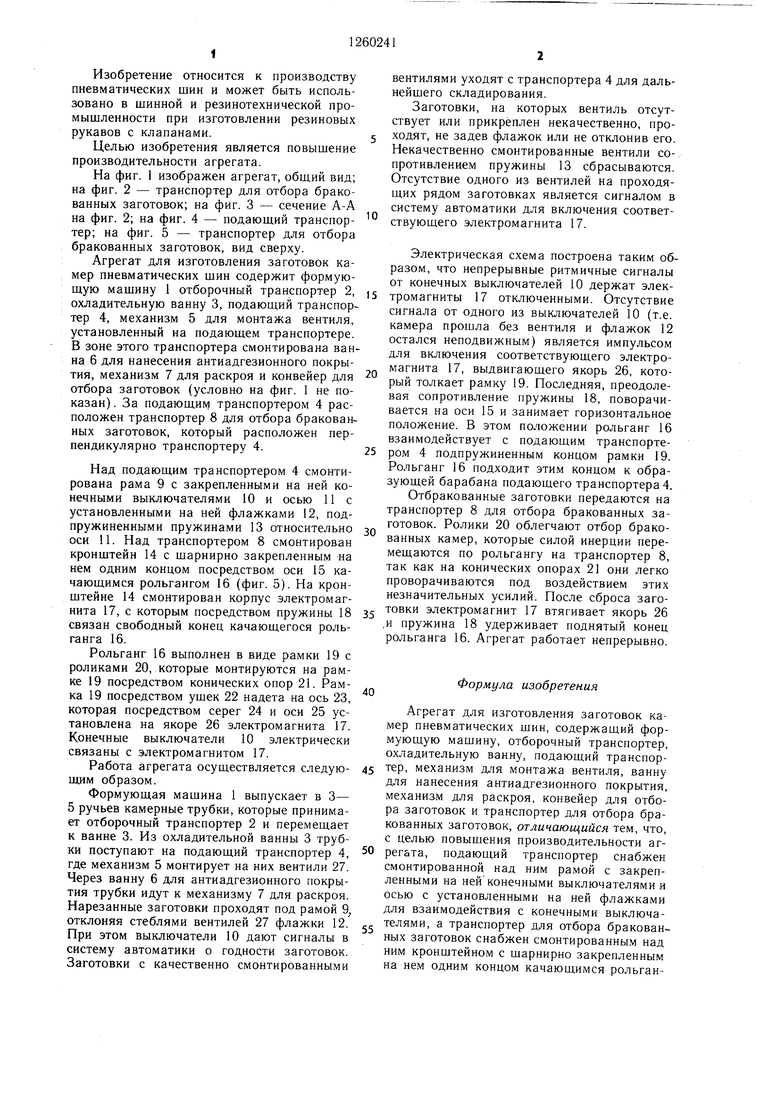
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки и укладки заготовок | 1981 |
|
SU977340A1 |
| Агрегат для изготовления заготовок протекторов велосипедных покрышек | 1973 |
|
SU504667A1 |
| Устройство для поперечного складывания мерных заготовок из рулонных материалов | 1982 |
|
SU1052461A1 |
| Устройство для отбора металло-КОРдНыХ зАгОТОВОК C диАгОНАльНО- РЕзАТЕльНОй МАшиНы | 1979 |
|
SU846295A2 |
| Устройство для стыковки полос обрезиненного полотна | 1984 |
|
SU1229073A1 |
| Автоматическая линия для изготовления стержней | 1990 |
|
SU1759533A1 |
| ЛИНИЯ ЗАГОТОВКИ СЛОЕВ КОРДА | 1971 |
|
SU317544A1 |
| Устройство для отбора бракованных заготовок | 1979 |
|
SU921997A1 |
| Устройство для укладки заготовок | 1984 |
|
SU1199663A2 |
| Устройство для настилания и раскраивания длинномерных материалов | 1983 |
|
SU1183384A2 |
Изобретение относится к производству пневматических шин и резинотехнических изделий при установке вентилей на камеру. Целью изобретения является повышение производительности. Для этого агрегат снаб- жен смонтированными на раме над подающим транспортером (ПТ) конечными выключателями (KB) и осью с закрепленными на ней флажками (Ф) для взаимодействия с КВ. Над транспортером для отбора бракованных заготовок смонтирован кронштейн с шарнирно закрепленным на нем одним концом качающимся рольгангом (КР) и установленным электромагнитом (ЭМ). КР соединен с ЭМ посредством пружины. Заготовки с вентилем задевают Ф, которые через KB передают сигнал о годности заготовки. Заготовки без вентиля не задевают Ф, и отсутствие сигнала от KB дает команду на включение ЭМ. Якорь ЭМ, воздействуя на КР, поворачивает его и устанавливает свободным концом к ПТ. Отбракованные заготовки удаляются транспортером, расположенным перпендикулярно ПТ. 1 з.п., 5 ил. (Л to О5 1С 
Составитель Е. Кригер
Редактор К. ВолощукТехред И. ВересКорректор О. Луговая
Заказ 5175/14Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патеит, г. Ужгород, ул. Проектная, 4
фиг. 5
| Патент США № 4094728, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Рагулин В | |||
| В | |||
| Технология шинного производства | |||
| М.: Химия, 1975, с | |||
| Прибор для корчевания пней | 1921 |
|
SU237A1 |
