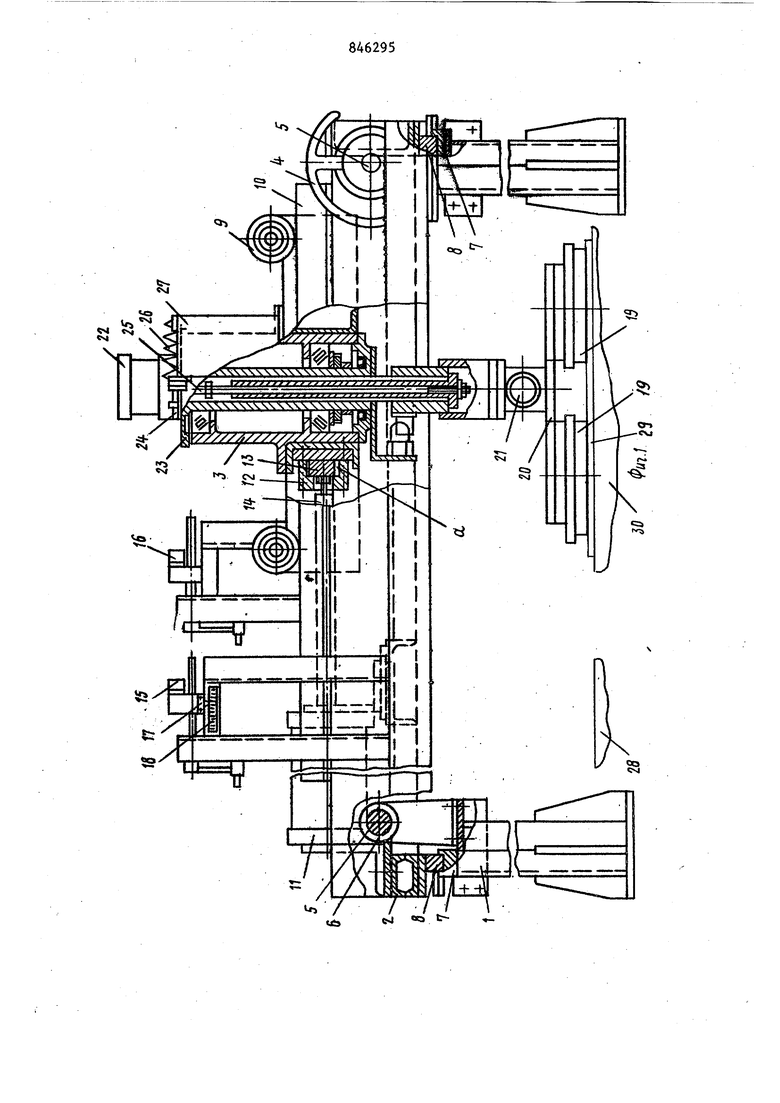
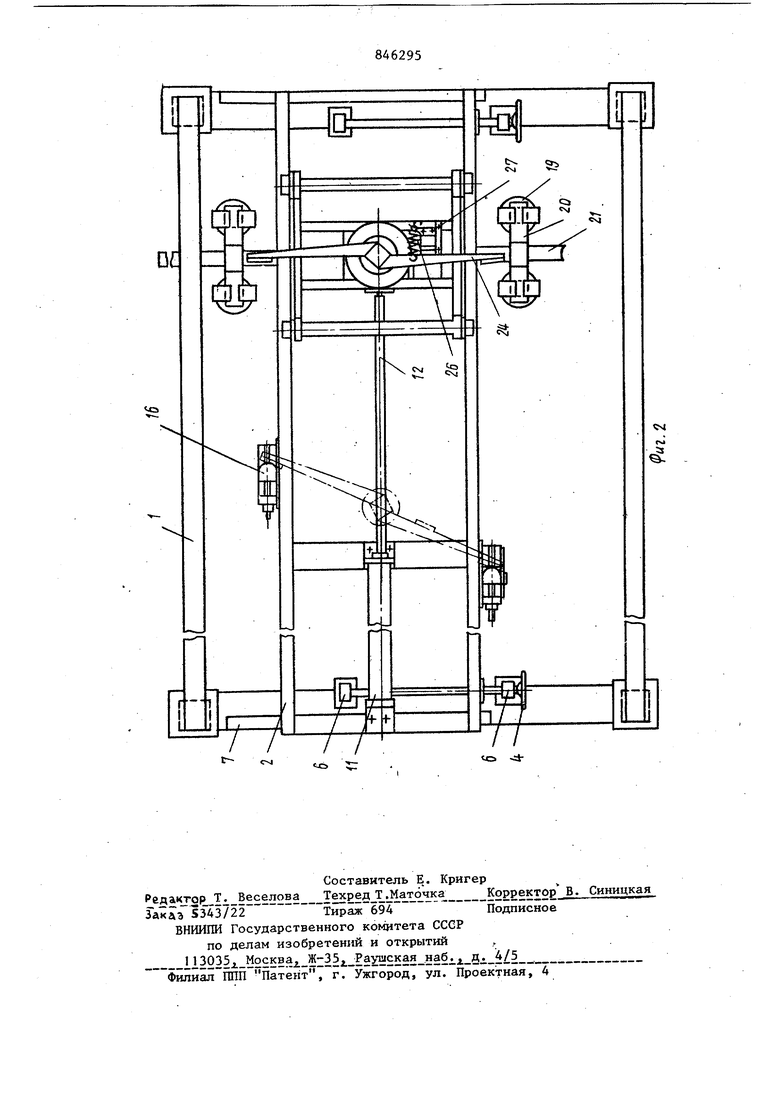
3 при помощи подвижной поперек основан промежуточной рамы подвижной каретко имеющей захваты, выполненные в виде электромагнитов и установленные с возможностью регулирования их положе ния на траверсах, которые смонтированы на подвижной каретке с возможностью вертикального перемещения и поворота относительно вертикальной оси каретки и привод перемещения захватов, привод перемещения каретки выполнен в виде жестко закрепленного на промежуточной раме пневмоцилиндра, а механизм поворота траверсы относительно вертикальной оси каретки выполнен в виде установленного на каретке inoBopoTHoro двуплечего рычага с приводом его поворота в виде пружины натяжения, один конец которой закреплен на одном плече двуплечего рычага, а другой на консоли установленного на раме каретки упора. Кроме того, рама каретки снабжена тягой с пазой и установленным в нем плавающим сухарем, взаимодействующим со штоком пневмоцилиндра. Устройство содержит основание 1 рамной конструкции со смонтированно на нем при помощи подвижной поперек основания 1 промежуточной рамы 2 подвижной кареткой 3. Перемещение промежуточной рамы 2 осуществляют посредством двух маховиков 4, закре ленных на концах винтов 5. Винты 5 установлены в корпусах подшипников 6 и закреплены на раме основания 1. На раме основания 1 закрепле ны направляющие 7 для ползунов 8 пр межуточной рамы 2. Каретка 3 подвиж но установлена посредством четырёх катков 9 на направляющих 10 рамы 2. Каретка 3 снабжена приводом ее пере мещения в виде жестко закрепленного на промежуточной раме 2 пневмоцилиндра 11. Рама каретки 3 снабжена тягой 12-с пазом а и установленным в нем плавающим сухарем 13, взашмодействующим со штоком 14 пневмоцилиндра 11. Шток 14 зацеплен таким образом с кареткой 3 и имеет возможность лоперечных перемещений. Перемещение каретки 3 по направляющим 10 ограничивается с одной сторо регулируемыми упорами 15 и 16, ас другой стороны самим ходом штока 14 На ползуне упора 15 закреплена с на ружной стороны стрелка 17, а на кор пусе упора - линейка Ь с расчетными делениями через 1° для облегчения установки необходимого угла захвата металлокордных заготовок. Захваты выполнены в виде электромагнитов 19, установленных с возможностью регулировки их положения на кронштейнах 20 и траверсе 21, которая смонтирована на подвижной каретке 3 и может вертикально перемещаться посредством пневмоцилиндра 22 и поворачиваться относительно вертикальной оси каретки. На верхнем торце полой шлицевой втулки 23 закреплены двуплечий рычаг 24 и пневмоцилиндр 22 со штоком 25. Приводом поворота двуплечего рычага 24 и всей траверсы 21 при движении каретки 3 вправо является пружина 26 натя-: жения, которая одним концом крепится к одному плечу двуплечего рычага 24, а другим к консоли установленного на раме каретки 3 упора 27. Работа устройства осуществляется следующим образом. На отборочную часть транспортера 28 диагонально-резательной машины поступает металлокордная заготовка 29. Каретка 3 находится в крайнем левом положении, где двуплечий рычаг 24 упирается в упоры 15 и 16, -и электромагниты 19 сориентированы вдоль заготовки 29.По команде шток 25 пневмоцилиндра 22 начинает опускаться и вместе с ним опускаются электромагниты 19 до тех пор, пока они не коснутся заготовки 29. В это время конечный выключатель дает команду на включение электромагнитов 19 и на подьем штока 25 пневмоцилиндра 22, после чего электромагниты 19 притягивают металлокордную заготовку 29 и вместе со штоком 25 перемещаются в верхнее крайнее положение, Затем по команде каретка 3 вместе с заготовкой 29 начинает перемещаться штоком 14 пневмоцилиндра 11 вправо, в сторону закаточного транспортера 30. Одновременно двуплечий рычаг 24 вместе с заготовкой 29 под действием пружины 26 начинает раз- . ворачиваться и прижиматься к упору 27 и продольная ось заготовки ориентируется вдоль продольной оси закаточного -транспортера 30. Над транспортером каретка 3 останавливается, срабатывает переключатель и шток 25 пневмоцилиндра 22 вместе с электромагнитами 19 и заготовкой 29 опускаются. В крайнем нижнем положении переключатель отключает электромагниты 19 и подает команду на их подъ ем и возврат каретки 3 в исходное положение. Шток 25 поднимает электр магниты 19, а шток 14 в это время перемещает каретку 3 в крайнее левое положение, при этом рычаг 24, упираясь вначале в упор 16, а при дальнейшем движении - в упор 15, занимает свое исходное положение ориентируя электромагниты 19 также на исходный угол захвата. Затем весь цикл повторяется. Применение привода перемещения харетки и механизма поворота травер сы в предлагаемом устройстве для от бора металлокордных заготовок позволяет упростить конструкцию, обесп чивает точность подачи и плавность хода электромагнитных захватов, повышает эксплуатационные возможности устройстйа и облегчает его настройку. Формула изобретения 1. Устройство для отбора металлокордных заготовок с диагональнорезательной машины по авт. св. № 480575, отличающее с я тем, что, с целью обесоечения плавного перемещения каретки и точной подачи электромагнитных захватов в процессе отбора и перекладки металлокордных заготовок, привод перемещения каретки выполнен в виде жестко закреплённого на. промежуточной раме пневмоцилиндра, а механизм поворота траверсы относительно вертикальной оси каретки выполнен в виде установленного на каретке поворотного двуплечего рычага с приводом его поворота в виде пружины натяжения, один конец которой закреплен на одном плече двуплечего рычага, а другой - на консоли установленного на раме каретки упора. 2. Устройство по п. 1, отличающееся тем, что рама каретки снабжена тягой с пазом и установленным в нем плавающем сухарем, взаимодействующим со штоком пневмо-. цилиндра. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 480575, кл. В 29 Н 17/28, 1973. Ж
v g гп

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отбора металлокордных заготовок с диагонально-резательной машины | 1973 |
|
SU480575A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Устройство для закатки обрезиненного корда | 1983 |
|
SU1100126A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Устройство для стыковки полос обрезиненного полотна | 1978 |
|
SU763147A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПРЕССОВ | 1966 |
|
SU224470A1 |
| Устройство для стыковки полос обрезиненного полотна | 1979 |
|
SU895708A1 |
| Устройство для установки заготовок в пресс | 1988 |
|
SU1523233A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Устройство для перемещения листового материала | 1988 |
|
SU1581439A1 |
rJ
V
ГТ-; Ш
t-r
/ /
to
ГГ
to i
