Бесцентрово-шлифовальные и полироЕ.альные станки, в которых применены дисковые питатели для подачи заготовок из бункеров в зону обработки, известны.
Отличительной особенностью предлагаемого полировального автомата для отделки головок болтов является установка по всей длине зоны обработки на пути болтов., перемещаемых дисковыми питателями неподвижных направляющих, которые снабжены впадинами для упора головки болта с последующим разворотом болта вокруг своей оси. .
Такое выполнение автомата обеспечивает последовательный автоматический подвод к торцу рабочего круга для обработки всех граней голоЕки болта. Для полирования торцовой поверхности головки болтов установлены каретки с рабочими кругами, получающими осциллирующее движение.
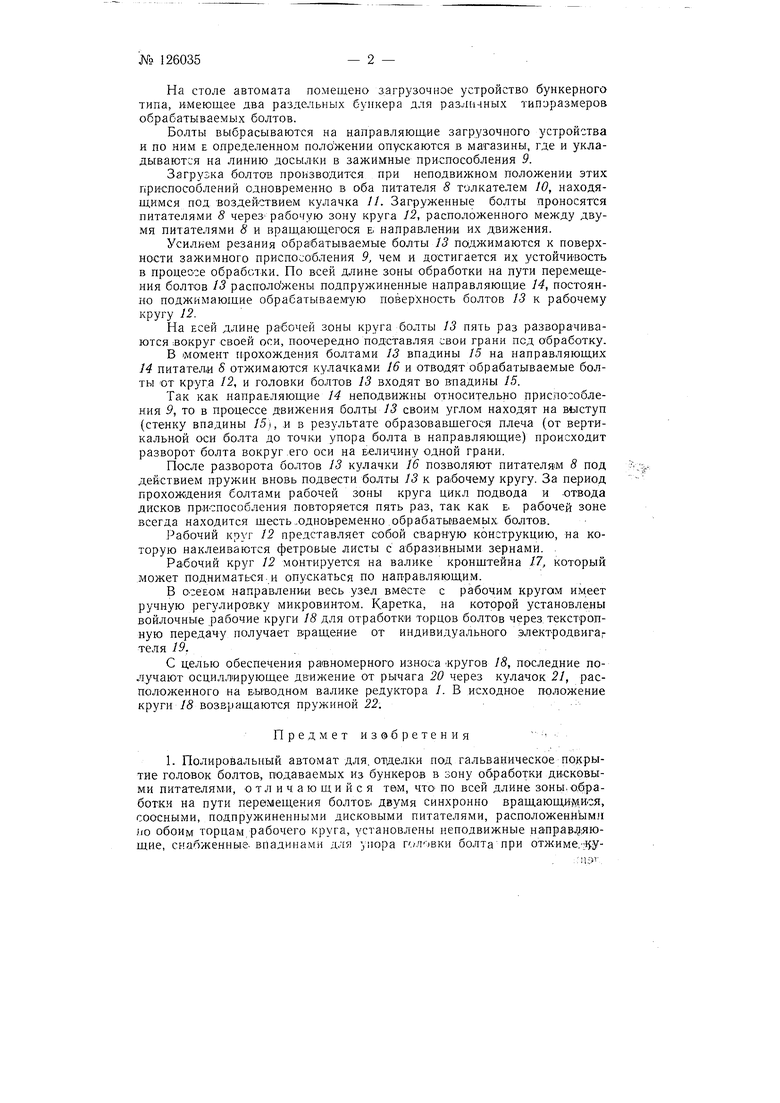
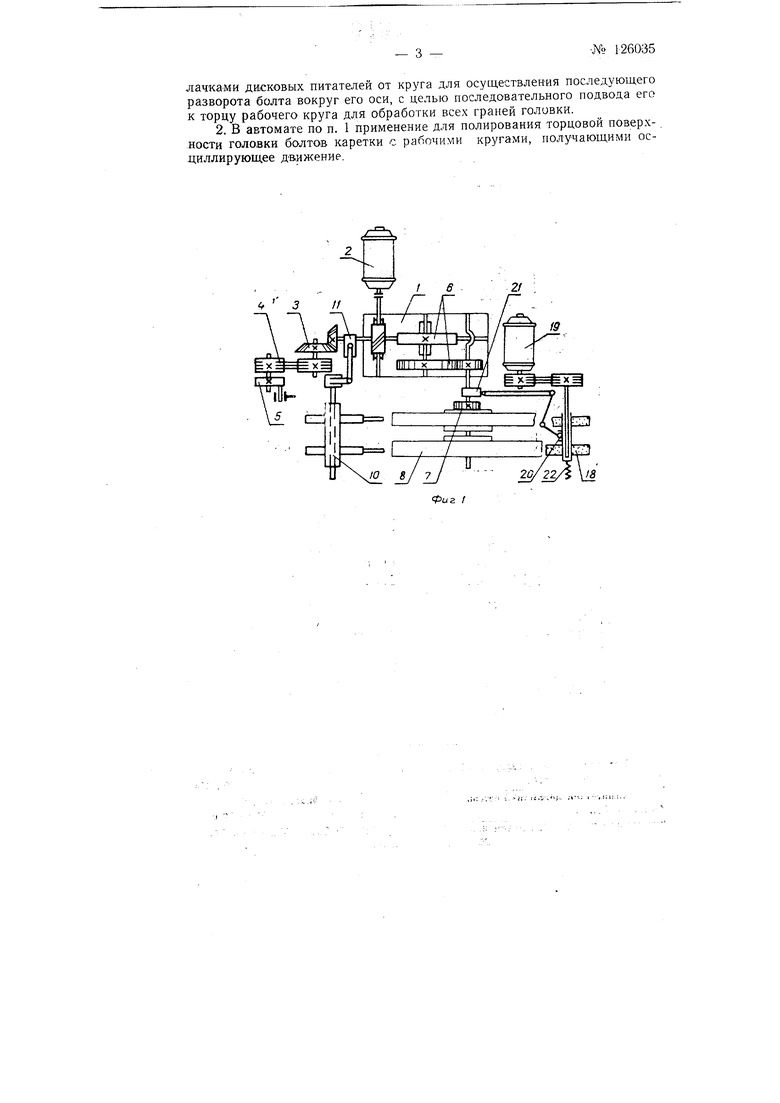
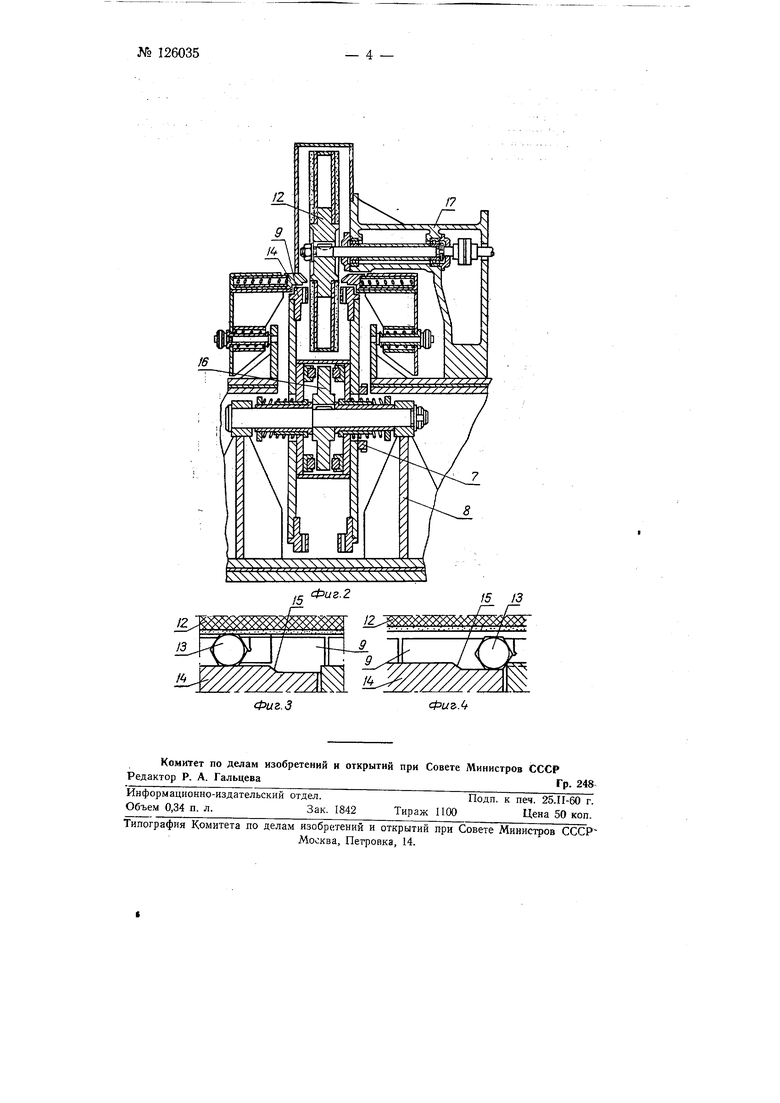
На фиг. 1 показана кинематическая схема предлагаемого автомата; на фиг.2 автомат в осевом разрезе; на фиг. 3 и 4 - положение обр.батьтаемого болта в момент обработки и в момент разворота. .
Основным источником движения всей кинематической цепи автомата ЯЕчЯяется редуктор /, нриводимый во вращение электродвигателем 2. Посредством конической пары 3 и текстропной передачи 4 движение ;сообщается маховику 5 загрузочного устройства, а через зацепление 6 и при-водную шестерню 7 передается прерывистое вращательное движение
дисковым -питателям 8.
Питатели 8 представляют собой два диска, синхронно вращающиеся в вертикальной плоскости на неподвижной оси. С торцов на дисковых питателях 8 расположено требуемое количество зажимных приспособлений 9.
№ 126035
На столе автомата помешено загрузочное устройство бункерного типа, имеющее два раздельных бункера для различных типэразмеров обрабатываемых болтов.
Болты выбрасываются на направляющие загрузочного устрой тва и по ним Е определенном положении опускаются в магазины, где и укладываются на линию досылки в зажимные приспособления 9.
Загрузка болтав производится при неподвижном положении этих приспособлений одновременно в оба питателя 5 толкателем 10, находящимся под воздействием кулачка У/. Загруженные болты проносятся питателями 8 через-рабочую зону круга J2, расположенного между двумя питателями 8 и вращ,ающегося Е. направлении их движения.
Усилием резания обрабатываемые болты J3 поджимаются к поверхности зажимного приспособления 9, чем и достигается их устойчивость в процессе обработки. По всей длине зоны обработки на пути перемещения болтов /5 расположены подпружиненные направляющие 14, постоянно поджимающие обрабать ваемую поверхность болтов 13 к рабочему кругу 12.
На Есей длине рабочей зоны круга болты 13 пять раз разворачиваются вокруг своей оси, поочередно подставляя свои грани псд обработку.
В момент прохождения болтами 13 впадины /5 на направляющих 14 питатели S отжимаются кулачками 16 и отводят обрабатываемые болты от круга /2, и головки болтов 13 входят во впадины 15.
Так как направляющие 14 неподвижны относительно приспособления 9, то в процессе движения болты 75 своим углом находят на выступ (стенку впадины 75), .и в результате образовавщегося плеча (от вертикальной оси болта до точки упора болта в направляющие) происходит разворот болта вокруг .его оси на н еличину одной грани.
После разворота болтов 13 кулачки 16 позволяют питателям 8 под действием пружин вновь подвести болты 13 к рабочему кругу. За период прохождения болтами рабочей зоны круга цикл подвода и отвода дисков приспособления повторяется пять раз, так как Е. рабочей зоне всегда находится шесть.одновременно ,обрабатываемь1х, болтов.
Рабочий круг 12 представляет собой сварную конструкцию, на которую наклеиваются фетровые листы с абразивными зернами.
Рабочий круг 12 монтируется на валике кронщтейна 17, который может подниматься.и опускаться по направляющим.
В соевом направлении весь узел вместе с рабочим кругом имеет ручную регулировку микровинтом. Каретка, на которой установлены войлочные рабочие круги /8 для отработки торцов болтов через, текстропную передачу получает в;ращение от индивидуального электродвигаг теля 19.
С целью обеспечения равномерного износаКругов 18, последние получают осциллирующее движение от рычага 20 через кулачок 21, расположенного на выводном валике редуктора /. В исходное положение круги /8 возвращаются пружиной 22.Предмет изэбретения.
1. Полировальный автомат для. отделки под гальваническое по} рытие головок болтов, подаваемых из бункеров в зону обработки дисковыми питателями, отличающийся тем, что по всей длине зоны.о.бработки на пути перемещения болтов, двумя синхронно вращающи у1ися, соосными, подпружиненными дисковыми питателями, расположеннЬши ito обоим торцам/рабочего круга, установлены неподвижные напрар4 ;яющие, снабженные, впадинами для упора головки болта при отжиме.улачками дисковых питателей от круга для осуществления последующего разворота болта вокруг его оси, с целью последовательного подвода его к торцу рабочего круга для о-бработки всех граней голивки.
2. В автомате по п. 1 применение для полирования торцовой поверх.ности головки болтов каретки с рабочими кругами, получающими осциллирующее движение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для снятия заусенцев с торцев труб | 1980 |
|
SU1013107A1 |
| Способ отливки деталей из черных и цветных металлов | 1958 |
|
SU119662A1 |
| Чертежная доска | 1936 |
|
SU57170A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| Автомат для обработки торцев деталей | 1970 |
|
SU358903A1 |
| Устройство для обработки торцев пру-жиН | 1978 |
|
SU837777A1 |
| АВТОМАТ ДЛЯ АБРАЗИВНОЙ ОТРЕЗКИ ПРИБЫЛИ НА РАБОЧЕЙ ЧАСТИ СПИРАЛЬНЫХ СВЕРЛ | 1971 |
|
SU292752A1 |
| ПОРТАТИВНЫЙ МНОГОФУНКЦИОНАЛЬНЫЙ СТАНОК | 2003 |
|
RU2264903C2 |
| Автомат для полировки желобов внутренних колец шариковых подшипников | 1953 |
|
SU100835A1 |
| Устройство для шлифования и полирования торцов деталей | 1990 |
|
SU1764956A1 |
2/
19
