Ичиорегсние каактся технологии обработки K jMiuB iiaiotoBOK и:. и прутков и предназначено ;uiH слнтия виуфемией и наружной фасок, TacBopjKjBkH, :jane iTp();iKH н т. п.
Ичвес1ны автоматические станки для обработки юрцов детален, в которых шпивде.ш самоустанавливаются (итюсительно горцов заготовки в ре:)ульта1е постоянного контакта торца дега;ш и пинояи шпинделя.
11 1едла1аемый автомат отличается от известных leM. что силовые головки снабжены жестко закрепленными на ни.х упорами, имеющими заходные части, цере.кодяшие в параллельные нлощадки, между которылш нрк перемещении из магазина в :юму 1)брабо1кя проталкивается заготовка, устанавливая при этом силовые головки относительно шрцов заготовки на paaNiep L для каждой детали, причем одна шловка или обе подпружинены в намравлекии оси шпияде.чя и после выхода зато говки на параллельные площадки упоров жестко (|)Иксируи1гся в :ло положении до окончания цикла оГ)ра6о1ки детали.
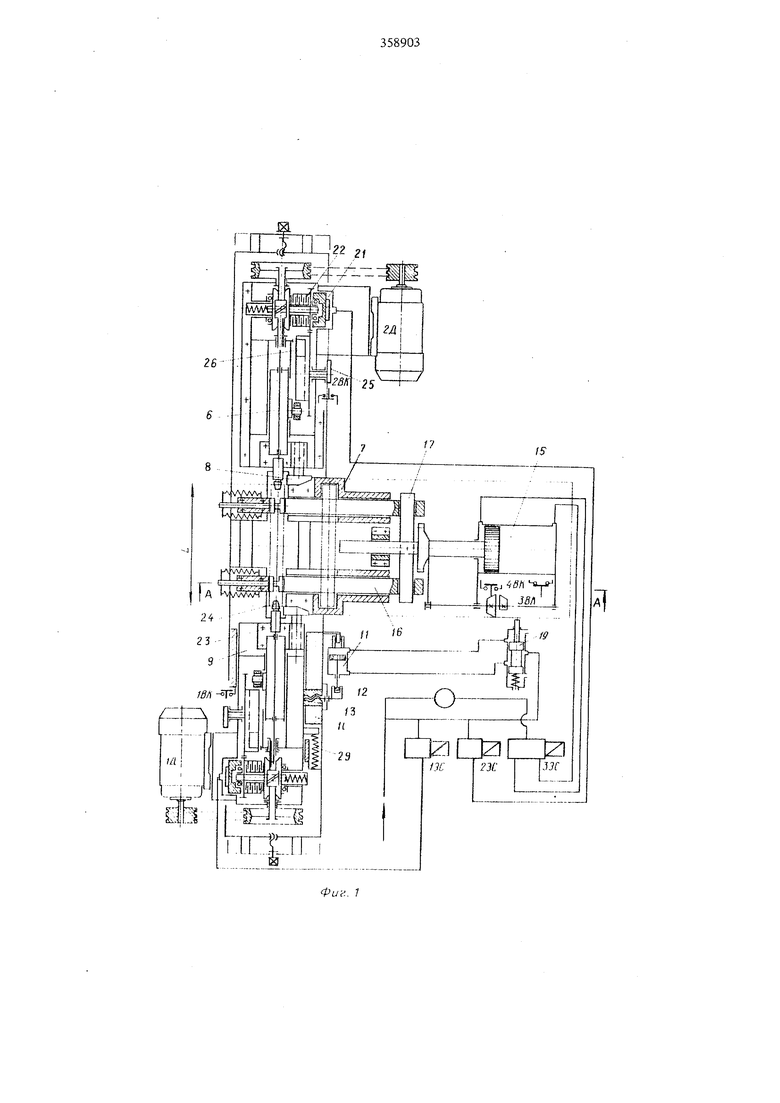
На станине 1смо1ПИрова11ь бункер 2 с ворошителем 3, зажимное устройсгео 4. салазки 5 с установленными на них силовь ми головками ь и сек1 51Я.ми магазина 7. К силов.1М головкам жестко прикреплены упоры 8, имеющ.е заходные части, переходящие в параллельные п.чощадки. Одна силовая головка совместно с упором 8 жестки установлена на подпружиненной каретке 9, которая перемещается на ро.шках, заключенных в сенараторы, по призматическим направляющим 10, установленным на салазках 5. Жесткая фиксация кареток 9 в любо.м положении вдоль оси пигинделя осуществляется прикрепленным к салазка.м .5 кашющимся дилинд Ю1М 11 через рычаг 12, жестг.о
соединенным со стяжным винтом, имеющил ispaвую и левую резьбу, и охватывающие призмы кареток две тормозные ко;юдки 13, установленные по носадае движения между тордами напраалян)ишх 10.
Ириндип работы автомата заключается в
следующем. Заготовки 14 загружаются в nyiiKe} 2. откуда поступают н магазин 7. Выключаюк-я электродвигатели 1Л и 2Д силовых и электросхема управ.чепля aвтoмaтпчecки г.ч
pa
крайнем
правом положении через ЗЭК ойеспечивается 3 ЭС, н iipn:KHiviiH)iviJi плапкаг к 16, иоединенньтвт траверсой 17 со uiTOKOf. цнлиБДра 15. зйготовка отсекается из магазина м .ггерейжидаатся в зону обработки к призмам). При перейзезцеиии заготовка проталкивается мйжду уиораьш 8, отодвигает пощружиненную головку н при выходе на паралле; ьиые илои.чдки уиороя устанав.ливает силовые голозки )ткосительно |;воих юрцов на размер L, Одновременно через золотниковый переключатель 19 /jaeicH команда uuJJsuiupy 11 i-щ жесткую фккеаД-гЕО карет ся 9 в этом ноложешш до окончагош цикла (обработки. При далыюйше / перемещерши во избежание осеного c.aBiUa аагптоака удерживается на примшмиык 1:одаружяж1шыми прилшмами 20.
В конце зажима заготовки в призмах через 4ВК включаются л-шгииты 1ЭС и 2ЭС :;1лектр011Невма;тческих распределителей н дается команда цилиндрам 21 на вк.тилчение фрикционов 22 силовых головок для осуществлепия подачи ишннделей 23 с аакреплен1 ым в пкк. инструментом 24 к горцам заготовки. Величина осевого псремещеаия шпнплрлей постоянная, и таким образом гтосле наладки па отределенную депшь инструмент па каж/ рм нккл вьгходтт за параллельную площадку упоря К на ;осточину о, 4eo6xoinf syio для данной А етаии flf iupuuiy, o6e.-iie4t Ban стабнз Ь1 ое noj yueiiHe :Ьасок i
ЮБОК. После сзитня фасок, ло мере возвращегшя иатюзделей & исходное 1.оложеш е. кулачкам - 25, жестко соединенными с копирами 26, через 1ВКи 2ВК «роисходат раздельное вьгключение 1ЭС и 2ЭС, затем дается команда на включение ЗЭС, и происходит заготовки. При перемещешш при.HGiuaibix njjaiJOK 16 в крайнее правое положение откид,нъгг./а1: упораг ги 27 заготовка сбрасывается в лоток 28 станка к затем золотниковым переключателем 19 даетск команда цилиндру 11 на расфиксащ«о каретю 9, которая под воздействием пру5Ю1ны 29 возвращается в исходное положение.
В коще перемещения прилдамных планок 16 Bii.pHBo ЗВК отключает ЗЭС, и цикл повторяетсяФ о р м у л а и 3 о б р е т е н и я
1.Автомат для обработки торцов деталей со смонт-арованными на станине загрузочным и за;кимцым устройствами и двугуш силовь1ми головками, о т л и ч а ю щ и к с я тем. что, с целью расширении технологических возможностей, силовые головки снабжены жестко закрепленлыми на них со стороны зш-рузочного устройства упорагуш, проходя между которыми заготовка устанавливает силовые головки на размер для каждой заготовки.
2.Автомат по п. i, о т л и ч а ю щ и и с я тем, одна шш обе силовые головки подпружинены: ь (шгравлении оаи цп1ииделя к снабжень ф51кса:орами.
%л
х
%i
f 4 ,,..;д ,,, ;::-:W 7 -
- l n o--t-.:-,,-,,jj I
8 - 274
А Й
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для калибровки замка чугунных поршневых колец | 1972 |
|
SU436721A1 |
| Устройство для обработки торцов труб | 1978 |
|
SU780961A1 |
| Линия резки труб | 1984 |
|
SU1220235A1 |
| Устройство для подачи и поддержания пруткового материала в станках-автоматах | 1984 |
|
SU1180162A1 |
| Торцеобрабатывающий автомат | 1989 |
|
SU1717308A1 |
| МЕХАНИЗМ ВРАЩЕНИЯ И НЕПРЕРЬ[ВНОЙ ПОДАЧИ ЗАГОТОВОК СВЕРЛ НА АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1969 |
|
SU241991A1 |
| АВТОМАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ОДНОВРЕМЕННО С ДВУХ СТОРОН | 1993 |
|
RU2041043C1 |
| Автомат для калибровки и испытания цепей | 1973 |
|
SU525497A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Устройство для сборки роликов | 1981 |
|
SU1054007A1 |