Изобретение относится к станкостроению, а именно к устройствам для шлифования и полирования торцов деталей.
Известно устройство для шлифования и полирования торцов деталей, содержащее цепной транспортер, установленные на нем держатели деталей, шлифовально-полиро- вальные механизмы и привод.
Недостатком устройства является низкое качество обработки.
Целью изобретения является повышение качества обработки.
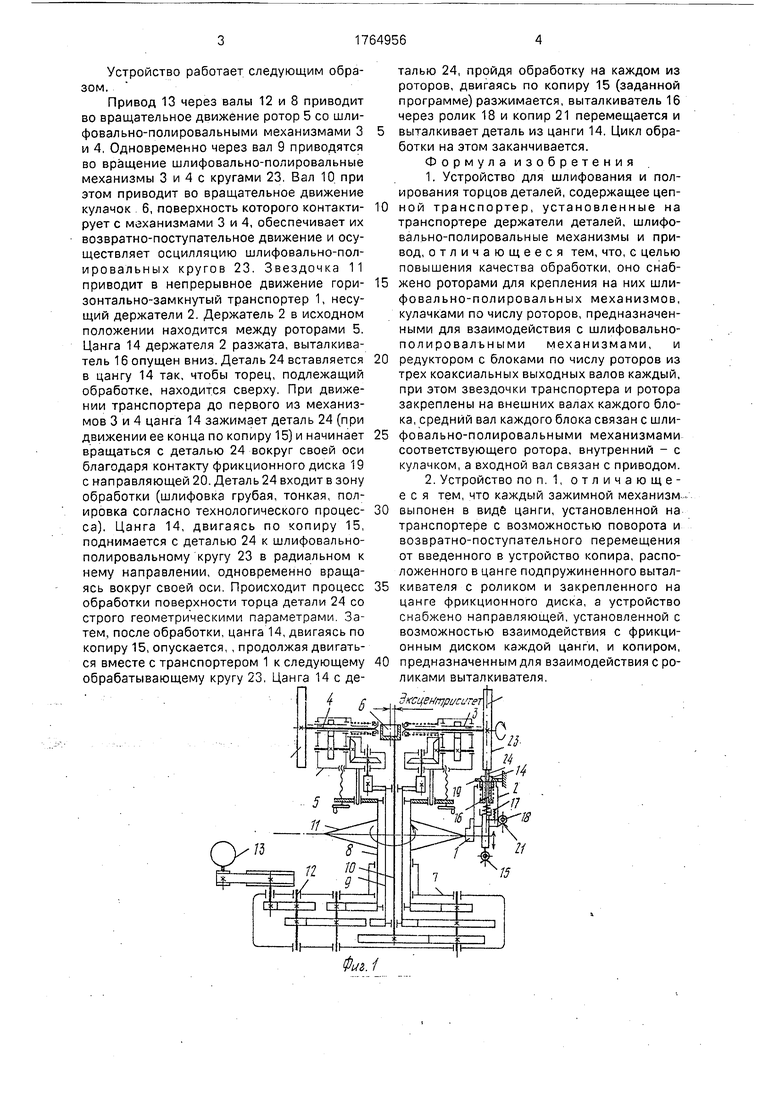
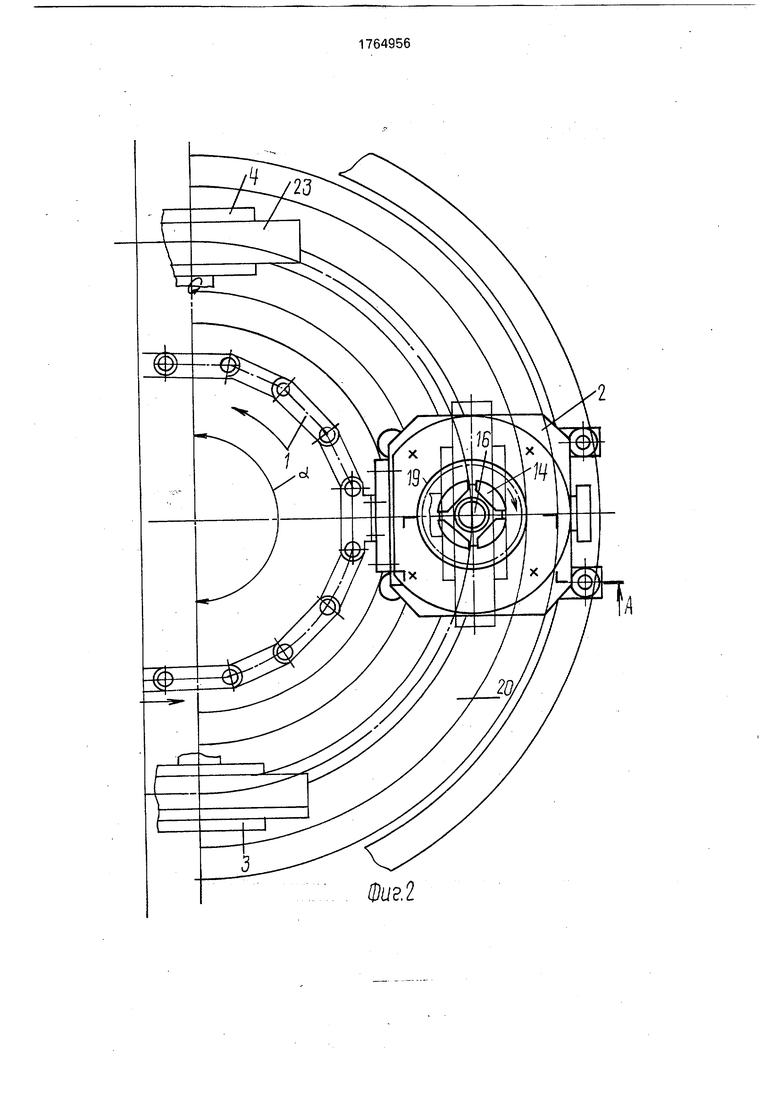
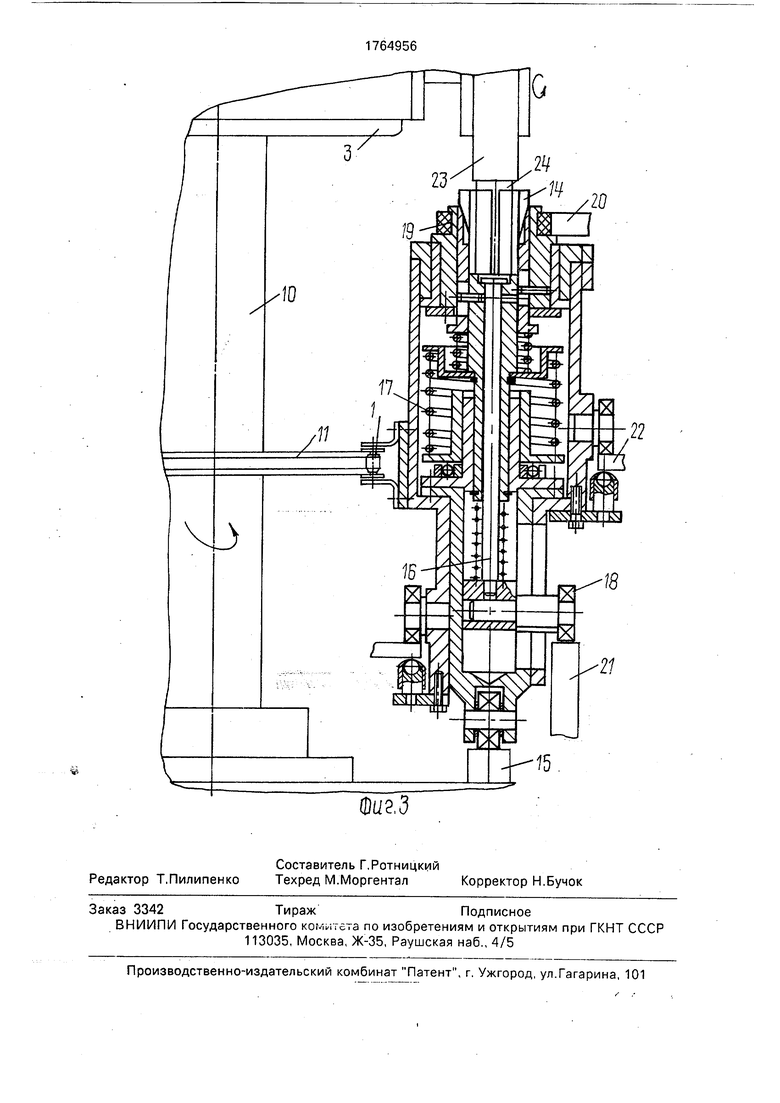
На фиг. 1 приведена кинематическая схема устройства; на фиг. 2 - устройство, вид сверху; на фиг. 3 - держатель.
Устройство содержит цепной транспортер 1, установленные на нем держатели 2 деталей, шлифовально-полировальные механизмы 3 и 4, роторы 5 для их крепления, кулачки 6 по числу роторов 5 и редуктор с блоками 7 по числу роторов 5.
Каждый блок 7 выполнен в виде трех коаксиальных выходных валов 8, 9 и 10, при этом звездочки 11 транспортера 1 и ротор 5 закреплены по внешнем валу 8 каждого блока 7, средний вал 9 связан с механизмом 3 соответствующего ротора 5, внутренний 10 - с кулачком 6, а входной вал 12 связан с приводом 13. Каждый держатель 2 выполнен в виде цанги 14, установленной на транспортере 1 с возможностью поворота и возвратно-поступательного перемещения от копира 15, расположенного в цанге 14 выталкивателя 16с пружиной 17 между цангой 14 и выталкивателем 16, закрепленного на выталкивателе 16 ролика 18 и закрепленного на цанге 14 фрикционного диска 19. Кроме того, устройство содержит взаимодействующую с диском 19 направляющую 20, копир 21, взаимодействующий с роликом 18, а также направляющие 22 перемещения цанги.
tIt-U.™&S
3
I4 СЛ
|0s
Устройство работает следующим образом.
Привод 13 через валы 12 и 8 приводит во вращательное движение ротор 5 со шли- фовально-полировальными механизмами 3 и 4, Одновременно через вал 9 приводятся во вращение шлифовально-полировальные механизмы 3 и 4 с кругами 23. Вал 10 при этом приводит во вращательное движение кулачок 6, поверхность которого контакти- рует с механизмами 3 и 4, обеспечивает их возвратно-поступательное движение и осуществляет осцилляцию шлифовально-пол- ировальных кругов 23. Звездочка 11 приводит в непрерывное движение гори- зонтально-замкнутый транспортер 1, несущий держатели 2. Держатель 2 в исходном положении находится между роторами 5. Цанга 14 держателя 2 разжата, выталкиватель 16 опущен вниз. Деталь 24 вставляется в цангу 14 так, чтобы торец, подлежащий обработке, находится сверху. При движении транспортера до первого из механизмов 3 и 4 цанга 14 зажимает деталь 24 (при движении ее конца по копиру 15) и начинает вращаться с деталью 24 вокруг своей оси благодаря контакту фрикционного диска 19 с направляющей 20. Деталь 24 входит в зону обработки (шлифовка грубая, тонкая, полировка согласно технологического процес- са). Цанга 14, двигаясь по копиру 15, поднимается с деталью 24 к шлифовально- полировальному кругу 23 в радиальном к нему направлении, одновременно вращаясь вокруг своей оси Происходит процесс обработки поверхности торца детали 24 со строго геометрическими параметрами Затем, после обработки, цанга 14, двигаясь по копиру 15, опускается, , продолжая двигаться вместе с транспортером 1 к следующему обрабатывающему кругу 23, Цанга 14 с деФчг.1
талью 24, пройдя обработку на каждом из роторов, двигаясь по копиру 15 (заданной программе) разжимается, выталкиватель 16 через ролик 18 и копир 21 перемещается и выталкивает деталь из цанги 14. Цикл обработки на этом заканчивается.
Формула изобретения
1.Устройство для шлифования и полирования торцов деталей, содержащее цепной транспортер, установленные на транспортере держатели деталей, шлифовально-полировальные механизмы и привод, отличающееся тем, что, с целью повышения качества обработки, оно снабжено роторами для крепления на них шли- фовально-полпровальных механизмов, кулачками по числу роторов, предназначенными для взаимодействия с шлифовально- полировальными механизмами, и редуктором с блоками по числу роторов из трех коаксиальных выходных валов каждый, при этом звездочки транспортера и ротора закреплены на внешних валах каждого блока, средний вал каждого блока связан с шлифовал ьно-пол провальными механизмами соответствующего ротора, внутренний - с кулачком, а входной вал связан с приводом.
2.Устройство поп 1, отличающееся тем, что каждый зажимной механизм выпонен в виде цанги, установленной на транспортере с возможностью поворота и возвратно-поступательного перемещения от введенного в устройство копира, расположенного в цанге подпружиненного выталкивателя с роликом и закрепленного на цанге фрикционного диска, а устройство снабжено направляющей, установленной с возможностью взаимодействия с фрикционным диском каждой цанги, и копиром, предназначенным для взаимодействия с роликами выталкивателя.
fCneurripucL Tei J
Јl
2
Фиг. 2
ШыгЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| Автоматическая линия для обработки плоских поверхностей изделий | 1986 |
|
SU1450976A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ НАРЕЗКИ(ШЛИФОВАНИЯ) | 1969 |
|
SU245197A1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| Автомат для шлифования торцовРОлиКОВ | 1979 |
|
SU814671A1 |
| Устройство для полирования трубчатых деталей | 1979 |
|
SU918043A1 |
| Станок для шлифования плоских поверхностей деталей | 1988 |
|
SU1602710A1 |
| Полировальный станок | 1981 |
|
SU948632A1 |
| Станок для заточки круглых пил | 1983 |
|
SU1222440A1 |
| Устройство для обработки кулачковых валов | 1991 |
|
SU1821335A1 |
Использование: для шлифования и полирования торцов деталей. Сущность изобретения: привод через входной вал связан с блоками по числу роторов с расположенными на них шлифовально-полировальными механизмами. На внешнем валу каждого блока закреплен ротор и звездочки транспортера, несущего держатели детали. Средний вал связан с механизмами, а внутренний вал - с кулачком осциллирующего перемещения механизмов. Чаша держателя перемещается по копиру, поворачиваясь с помощью фрикционного диска, взаимодействующего с направляющей. Деталь из держателя удаляется выталкивателем при перемещении его ролика по копиру. 1 з.п. ф-лы, 3 ил.
| Камнеобрабатывающий конвейер | 1977 |
|
SU677884A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
