00
о N
Изобретение относится к станкостроению и может быть использовано в станках для обработки торцов труб Известен автомат для снятия заусенцев с торцов труб, содержащий станину, загрузочно-зажимное устройство, две силовые головки с карет ками, связанные с кулачками, установленными на распределительном ваЛУ ШНедостатком известного автомата является отсутствие возможности переналадки при изменении длины обрабатываемой трубы. Целью изобретения является рас.ширение технологических возможностей автомата за счет обеспечения переналадки на различную длину обработки Поставленная цель достигается тем, что в автомате, содержащем станину, заг зузочно-зажимное устройство, две силовые головки, связанные с кулачками, установленными на распределительном валу, загрузочно-зажимное устройство выполнено в виде двух симметричных частей, одна из которых закреплена на станине, а другая установлена вместе с силовой головкой на введенной в автомат каретке, уста новленйой на станине с возможностью перемещения и фиксации в заданной положении, при этом кулачки, связан ные с силовой головкой и частью загрузочно-зажимного устройства, смонти рованной на каретке, установлены с возможностью перемещения относительн распределительного вала. На фиг. 1 показана кинематическая схема автомата) на фиг. 2 - загруз очно- зажимное .устройство, разрез Автомат для снятия заусенцев с то цов труб срдержит станинуД, на кото рой установлены два неподвижных корпуса: корпус 2, в котором размещены двигатель Д 1 управления, ременная передача 3, червячный редуктор 4 и корпус 5, на котором смонтированы одна из двух симмет)ичных частей загрузочно-зажимного устройства и одна из двух силовых головок 6. На плите 7 станины 1 на роликах 8 установлена каретка 9, на которой смой тированы другая часть загрузочного и зажимного устройств и другая сило вая головка б. Каждая часть загрузочного и зажимного устройств состоит из полубункера 10, питателя 11, пружины питателя 12 на регулировочном стержне 13, неподвижного упора 14, откидного упора 15 с пружиной 16 кручения, полулотка 17 для обработанных труб, рычага 18, одним концом свяванного с ворошителем 19 через звено 20, а другим - контактирующего с дисковым Кулачком 21 распрецелительного вала. Распределитель ый вал выполнен в виде двух кулачковых пар 22,размещенных на опорах качения в каретке 9 и в неподвижном корпусе 5, связанных шпоночным соединением валом 23. , Силовая головка состоит из корпуса 24., пружины 25 подачи, пиноли 26, в которой на подшипниковых опорах установлен шпиндель 27, связанный шпицевым соединением с валом 28, установленным в корпусе на подшипиниковых опорах, и на которой через ременную передачу 29 осуществляется привод главного движения от двигателя Д 2. В шпинделе закреплен инструмент 30. С пинолью 31 взаимодействует торцовь1й кулачок 32 распределительного вала. Механизм перемещения каретки состоит из круглой траверсы 33, с нарезанной на ней зубчатой рейкой, шестерни 34, цилиндрического редуктора 35 и маховика 36. Механизм закрепления каретки выполнен в виде тангенциального зажима 37 на траверсе. Автомат работает следующим образом. ., Каретка 9 фиксируется на траверсе 33 при помощи тангенциального зажима 37. Заготовки укладываются на два полубункера 10, откуда они по вертикальному пазу поступают к питателям 11. Рычаги-18, взаимодействующие с дисковыми кулачками 21, при повороте распределительного вала 22 двигают питатели вправо и заготовка западает в вырезы питателей. При дальнейшем повороте распределительного вала питатели доставляют эту заготовку в зону обработки до упоров 14/ преодолевая сопротивление пружин 16 кручения откидных упоров 15. В этот момент ворошители 19 встряхивают заготовки в полубункерах, а пиноли 26 силовых головок fi, взаимодействуя через рычаги с торцовыми ку лачками 32 распределительного вала, подводят инс Ррументы 30 к торцам заготовки с усилием пружин 25 подачи. Затем инструменты возвращаются в исходное положение, а обработанная труба при движении питателей вправо упирается в откидные упоры и скатывается по наклонной плоскости в полулотки 17. Затем цикл повторяется. При необходимости сменить размер труб каретка расфиксируется и при помощи маховичка 36 передвигается в нужную сторону на новый размер труб, а затем снова фиксируется, тангенциальным зажимом 37. Автомат готов к обработке нового размера труб. Исполнение загрузочного и зажимного устройства в виде двух подвижных относительно друг друга симметричных частей позволяет снимать заусенцы на автомате с торцов труб
различной дЛины, причем переналадка на новый размер труб занимает незначительный объем времени.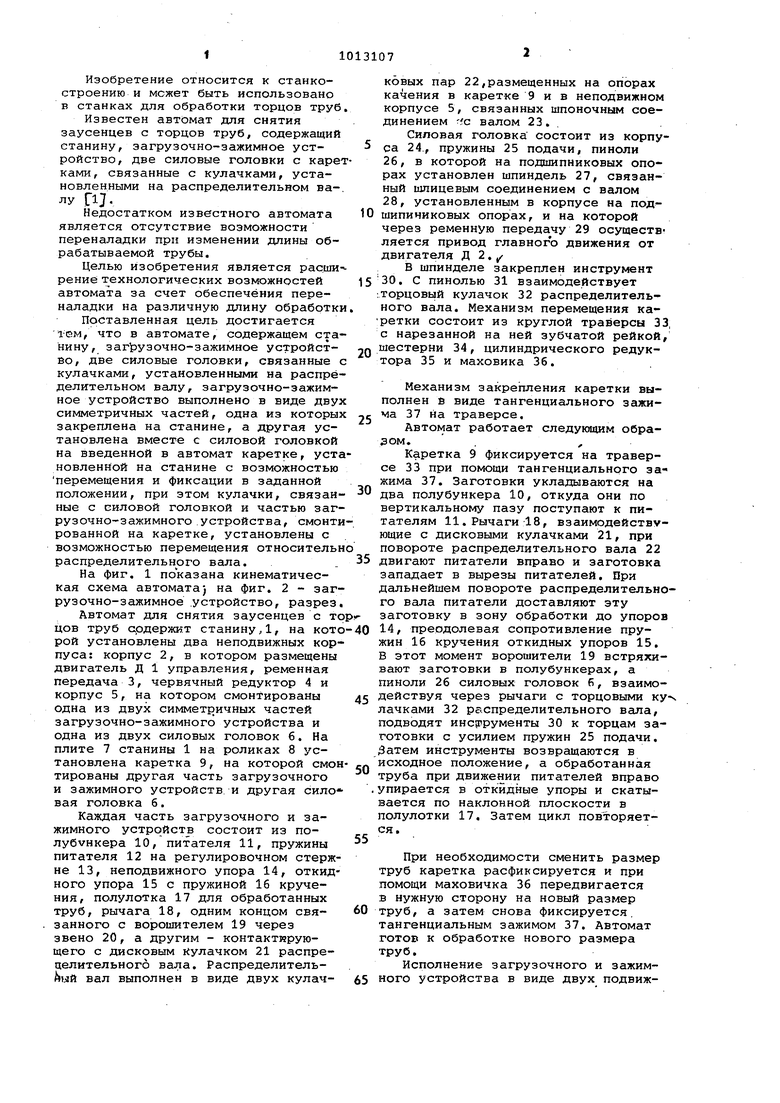

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для спирального оребрения труб лентой | 1978 |
|
SU733760A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Токарно-центровальный полуавтомат | 1989 |
|
SU1726140A1 |
| Автомат для обработки торцев деталей | 1970 |
|
SU358903A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Автомат для контактной приварки шипов | 1979 |
|
SU856713A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Автомат для изготовления пружинных колец из витых пружинных заготовок | 1989 |
|
SU1641492A1 |

АВТСЖАТ ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ С ТОРЦОВ ТРУБ, содержащий станину, загруэочно-эажи ное устройстро :К две силовые головки« связанные с кулачкгши, установленными на распределительном валу, отличающийся тем, что, с целью расширения технологических возможностей автомата, путем обеспечения переналадки на различную длину обработки, загрузочно-зажимное устройство выполнено в виде двух симметричных частей , одна из которых закреплена на станине, а дфугая установлена вкюсте с силовой головкой,на введенной в автомат каретке, установленной на станине с возможностью перемещения и фиксации в заданном положении, при ЭТСМ4 кулачки, связанные с силовой головкой и частью загрузочно-зажимного устройства смонтированной на каретке, установлены с возможностью : перемещения относительнвл.распределительного вала.
10
36
Фт2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для обработки торцев деталей | 1970 |
|
SU358903A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
