В часовом производстве одной из трудоемких операций является обработка двух концов малогабаритных валиков, в частности концов цапф оси баланса к часам. Обработка коицов цапф оси осуществляется поочередное перестановкой обрабатываемой детали, выключением станка и от водом инструмента. Такая обработка не обеспечивает необходимого качества детали и требует затраты большого количества труда.
Описываемый стаиок с центральным приводом позволяет повысить качество обработки и значительно увеличить производительность труда.
Особенность станка заключается в том, что для установки малогабаритных валиков применены две люнетные опоры с гнездами под концы валиков и центропривод в виде фрикционного диска для их вращения.
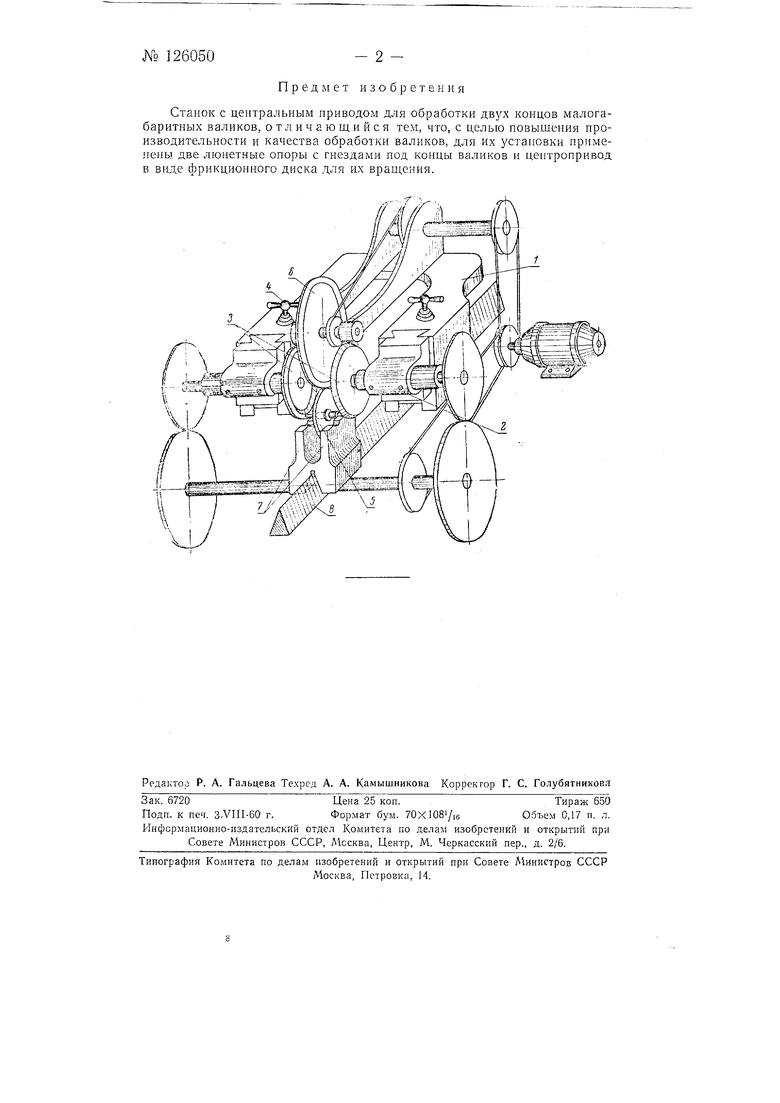
На чертеже изображена кинематическая схема операционного узла станка.
Станок включает в себя четыре обрабатывающих узла, загрузочный и ириемный бункеры и транспортер. Конструкция обрабатывающих узлог, станка идентична; режущий инструмент устанавливается в зависимости от заданной оиерации. Каждый обрабатывающий узел может быть применен самостоятельно для выполнения одной из операций обработки концов цапф оеи баланса к часам.
На стаиине / укреплены регулируемые по высоте и вдоль оси салазки с квилами 2 для крепления обрабатываюи1,его инструмента 3; регулирование по высоте производится посредством .винта 4, регулировка вдоль оси - перемещением квила в хомуте салазок.
Обрабатываемая деталь укрепляется в хомутике 5, получающем вращение от центропривода, выполненного в виде фрикционного диска 6. В процессе обработки деталь вращается на двух симметричных люнетных спорах 7, которые движутся по иаправляющей иризме 5 и являются транспортером. Скорость движения транспортера определяется временем проведения одной операции.
Станок выполняет четыре последовательные операции: торцовку, полировку, скругление торцов и глянцовку.
№ 126050
Предмет изобретения
Станок с центральным приводом для обработки двух концов малогабаритных валиков, отличающийся тем, что, с целью повышения нроизводительности и качеетва обработки валиков, для их установки применены две люнетные опоры с гнездами нод концы валиков и центронривод в виде фрикционного диска для их вращения.
- 2 
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок с центральным приводом для одновременной обработки двух концов малогабаритных валиков | 1960 |
|
SU147965A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196662C1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ ОБРАБОТКИ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2154552C2 |
| УСТРОЙСТВО ДЛЯ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199419C2 |
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2003 |
|
RU2243877C1 |
| ПОРТАЛЬНЫЙ СТАНОК | 1997 |
|
RU2130824C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТ | 1993 |
|
RU2065806C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОВАНИЯ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ | 2003 |
|
RU2241587C1 |