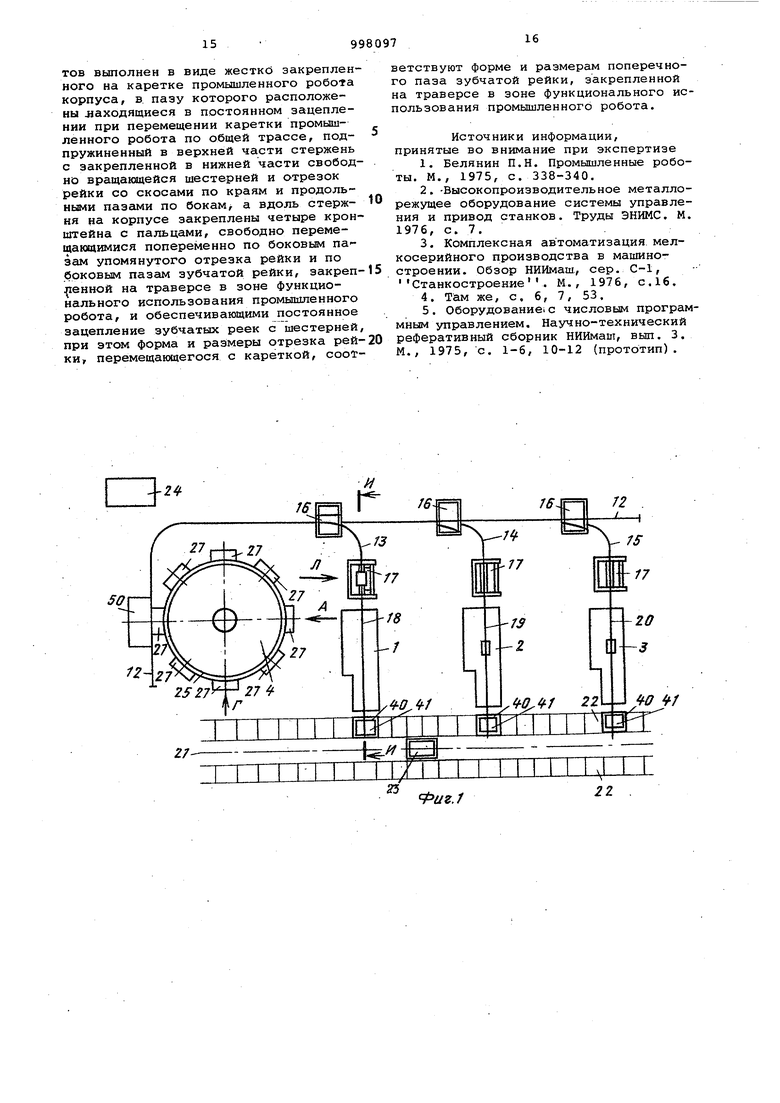
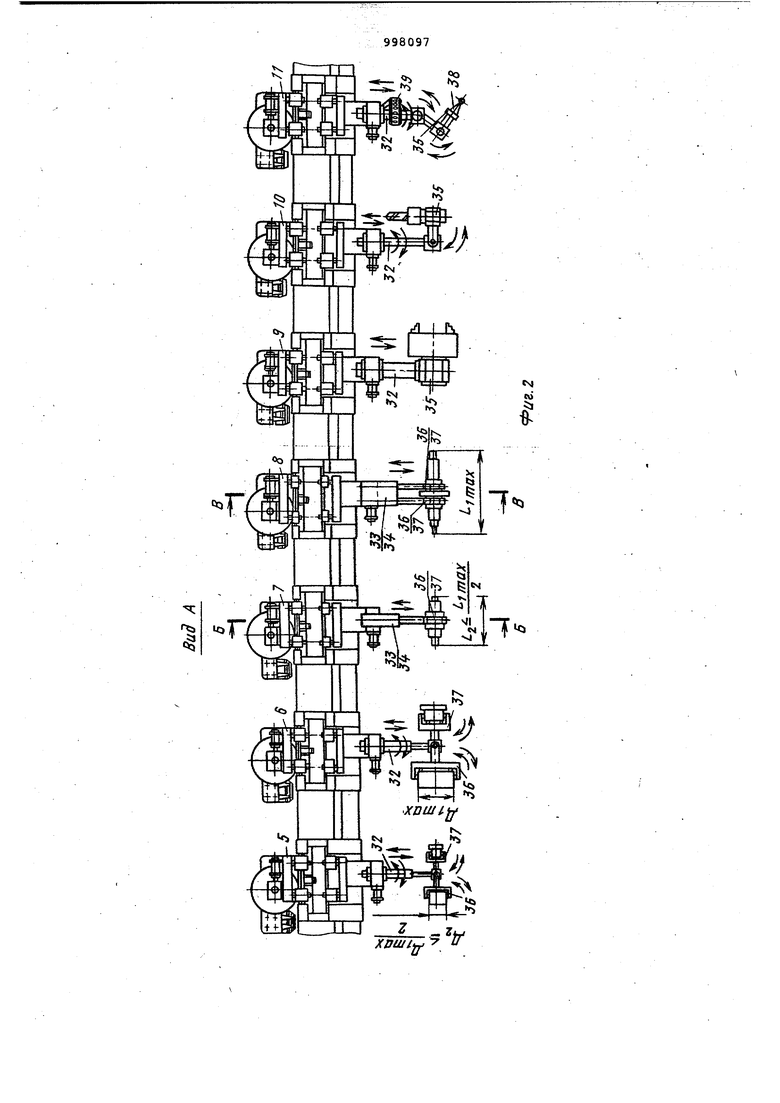
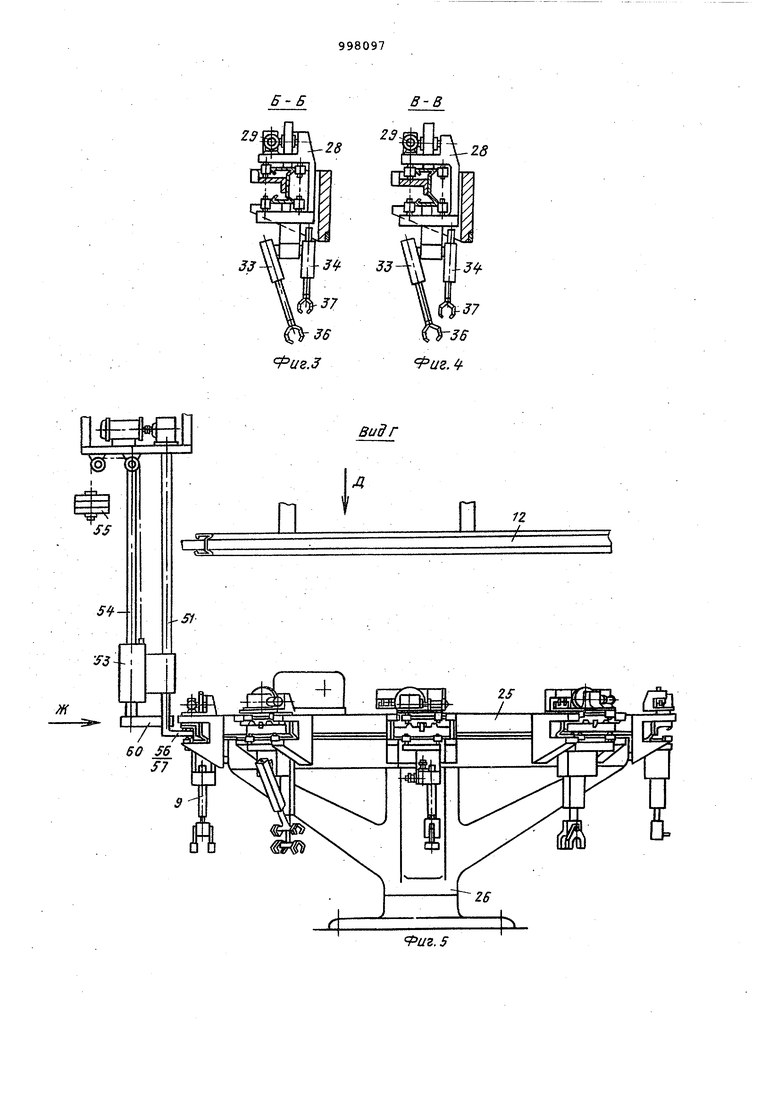
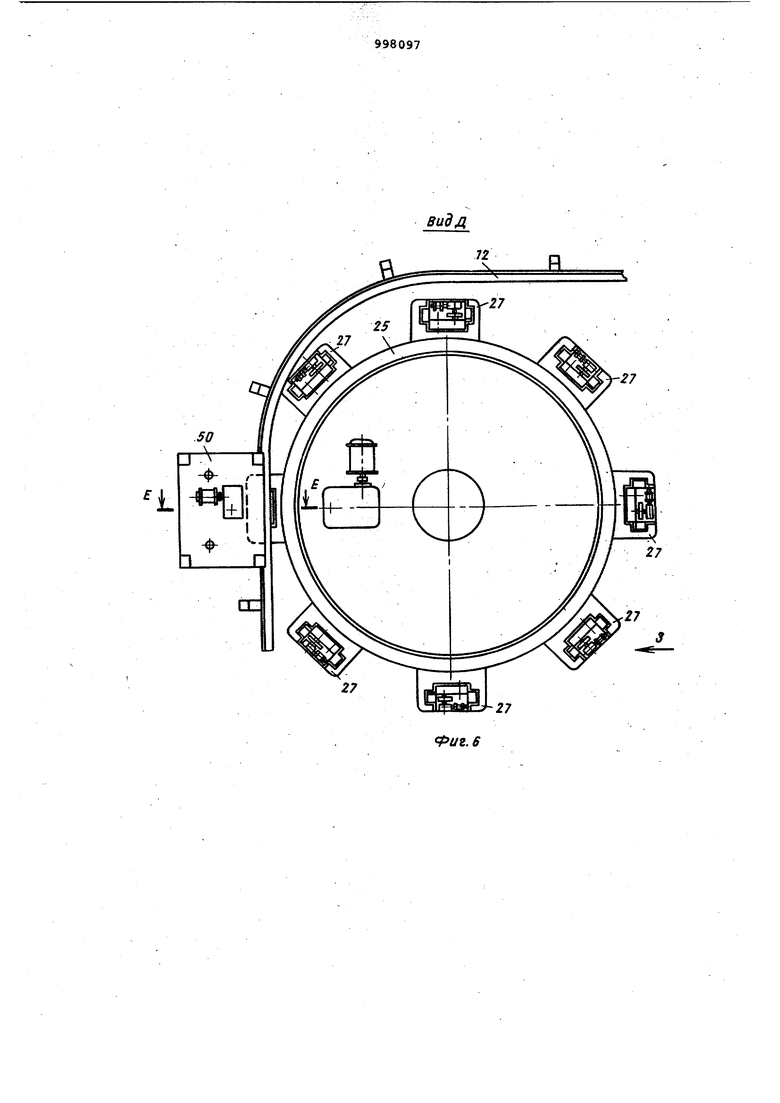
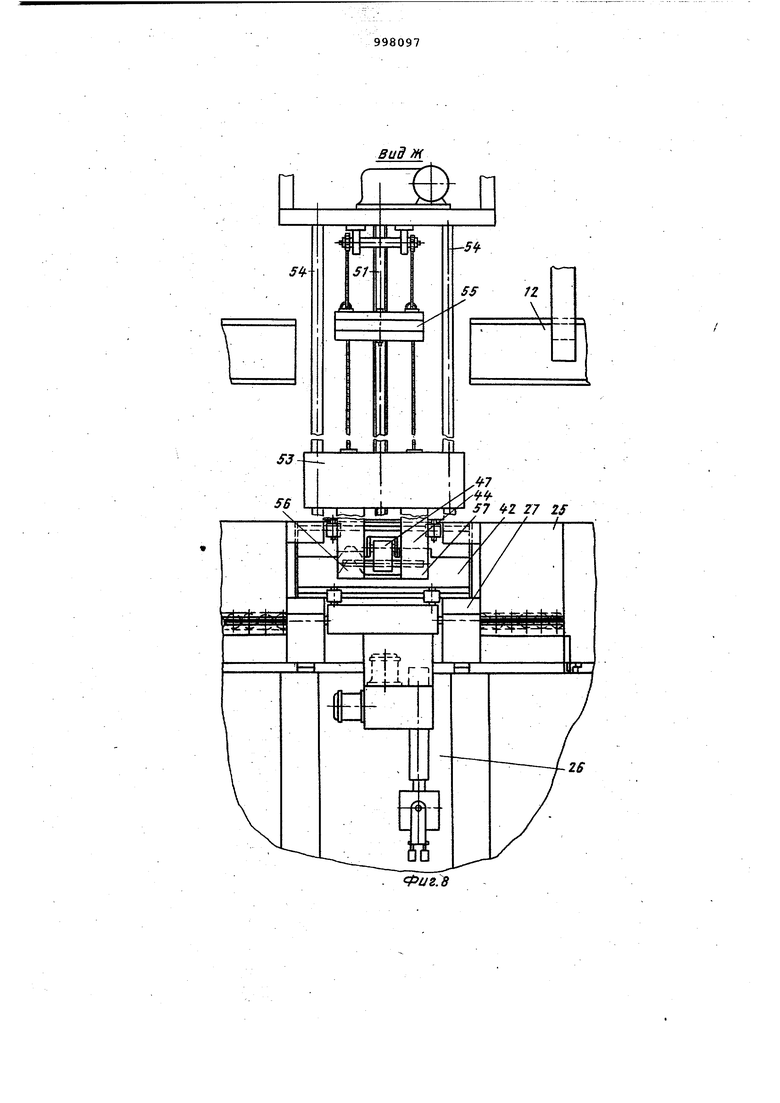
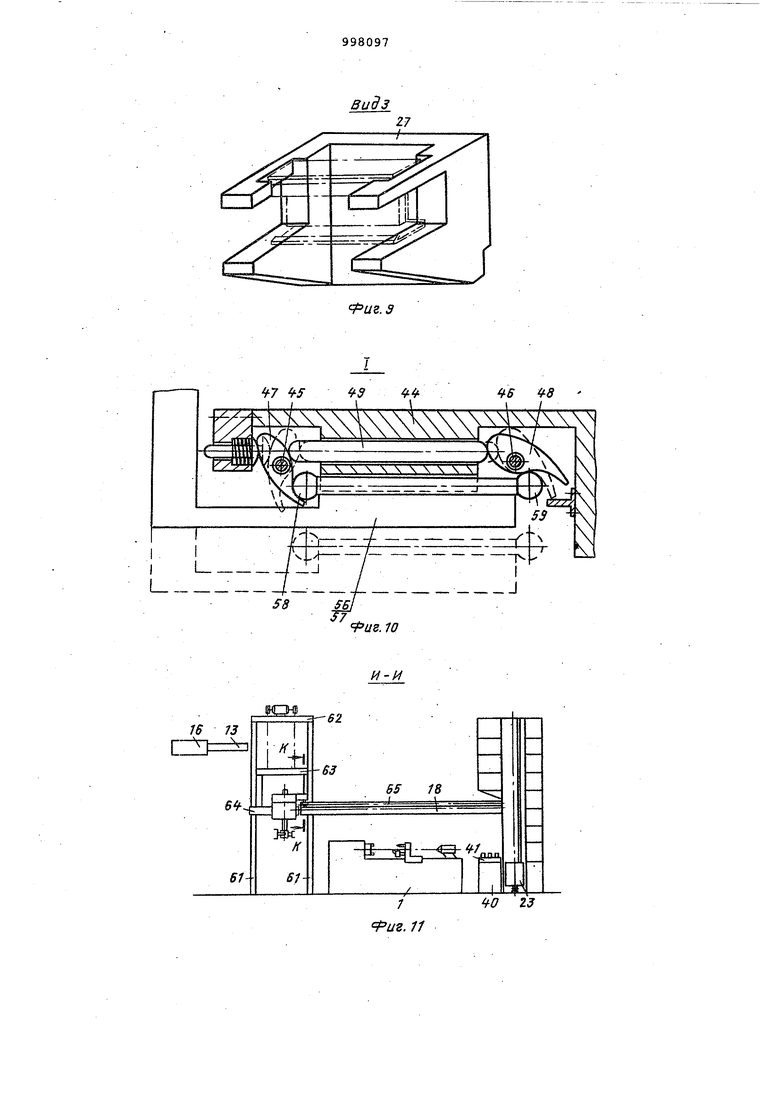
Изобретение относится к машиностро ению и может быть использовано при создании роботизированных систем.в механообрабатывающих, сборочных и тому подобных производствах. Известны роботизированные системы для обработки деталей типа фланцев, дисков, колец, втулок, вк.пючающие пат ронные токарные станки с ПУ, промыш ленные роботы, транспортно-накопитель ную систему, осуществляющую хранение и перемещение деталей от станка к, станку, и общую систему управления станками, промышленными роботами и транспортно-накопительной системой l Известны также роботизированные системы для обработки деталей типа валов, включающие патронно.-центровые станки с ПУ, промышленные роботы,, транспортно-накопительную систему, осуществляющую хранение и перемещени деталей от станка к станку, и общую систему управления станками, промышленными роботами и транспортно-накопительной системой 2 . В современных механообрабатывающих цехах всегда имеются детали типа флан цев, дисков, колец, шестерен, т.е. детали, требующие патронной обработки и всегда имеются детали типа валов, требующие центровой обработки. Однако соз давать в одном цехе предприятия с мелкосерийным типом производства роботизированную систему только для- патронной обработки и еще вторую только для центровой не всегда целесообразно, а использовать одну роботизированную систему одновременно для двух описанных типов деталей затруднительно, при этом не столько изза специфики станков таких комплек- . сов, СКО.Щ.КО из-за того, что различные типы деталей требуют различных конструкций промышленных роботов (как по конструкции рук, так и по колйчест ву степеней свободы). Этот недостаток частично устраняется тем, что в роботизированных системах используются универсальные промыиленные роботы. Известны роботизированные системы для обработки деталей типа тел вращения, включающие токарные станки с ПУ, универсальные промьииленные роботц, транспортно-накопительную систему « общую систему управления станками, промышленными роботами и транспортнонакопительной системой 3. Однако универсальность как патронных, так и центровых роботов ограничивается определенными параметрами (по-весу, длине, диаметру) деталей;; которыми они могут манипулировать. Так, в указанной системе универсальный робот рассчитан для зажима деталей массой только до 15 кг. Эти пара метры, как правило, меньшие максималь но допустимых параметров деталей, ко торые можно обрабатывать на станках, Обслуживаемых универсальными.роботайи. , Вследствие этого недоиспользовани паспортных диапазонов по максимально допустимому диаметру, длине и весу, предусмотренных конструкцией станков сужают их технологические возможности и тем самым не позволяют комплекс более полнее охватить номенклатуру деталей цеха, в котором он применяет ся;. На станках, предназначенных для встройки в роботизированные системы, смена режущего инструмента, как прав ло, осуществляется автоматически - по программе. Для этого служат много позиционные револьверные головки и инструментальные магазины станков. Недостатком такого технического решения для роботизированных систем, рассчитанных на большую номенклатуру, деталей, является ограниченное количество инструментов в этих устройствах, не позволяющее обеспечить рыпол нение огромного разнообразия опера, ций обработки. ; Этот недостаток устраняется, если роботизированные системы оснащаются системами инструментального обеспече ния, включающими дополнительные нако пители инструмента большой емкости в качестве которых могут служить илй поворотные многопозиционные барабаны установленные у каждого станка, или транспортеры, рассчитанные на группу станков. Известны Роботизированные системы для механической обработки деталей типа тел вращения, включающие токарвые станки с программным управлением транспортно-накопительную систему, осуществляющую хранение и перемещение от станка к станку деталей, транспорт но-накопительную систему, осуществляю щую хранение и перемещение к станкам режущего инструмента, отделение настройки режущего инструмента, отделение технического контроля и систему группового управления. Система инстру ментального обеспечения состоит из замкнутого транспортера, проходящего вдоль ряда обслуживаемых им станков, барабанов - промежуточных накопителей, распрложенных между транспортером и каждым станком, осуществлякяцих предварительный набор комплекта инструмента, и перегружателей для перемещения инструмента с транспортера в барабаны и наоборот 4. Недостатком таких систем является значительная сложность, а также то, что они занимают дополнительные производственные площади. В связи с этим усложняется в целом конструкция самих роботизированных систем и увеличивается занимаемая ими площадь. Рассчитанные на большую номенклатуру механообрабатывающих цехов с Мелкосерийным производством роботизированные системы тем не менее должны обрабатывать детали с большой точностью. Для этого они снабжаются специальными технологическими позициями или отделениями технологического контроля, где с помощью автоматических .или полуавтоматических устройств измеряются детали, доставленные на эти позиции в отделения после обработки на станках. Однако территориальное удаление технологических позиций, на которых происходит обработка, от технологических позиций, на которых происходит контроль, не позволяет производить подналадку оборудования комплекса непосредственно перед началом брака или хотя бы сразу после его наступления, так как измерение детали происходит после того, как обработка всей партии деталей закончена и она доставлена транспортньоми средствами на место контроля. Это приводит к снижению производительности комплекса потому, что в случае брака необходимо произвести повторную обработку деталей, если брак исправимый, или новых заготовок, если брак неисправимый. Эти недостатки в какой-то мере устраняются, если для обслуживания станков используются несколько промьци ленных роботов. Известна переналаживаемая роботизированная система для механическрй обработки деталей типа тел вращения, включающая технологическое- оборудование, промышленные роботы, транспортно-накопительную систему с общей трассой, состоящую из разновнсоких трасс, стрелочных переводов для перемещения промышленных роботов в зоне основного технологического оборудования, складов, и общую систему управления технологическим оборудованием, промышленными роботами и транспортно накопительной системой 5. Недостатком данной роботизированной системы является появление знаительного времени простоев, вызываеых частой переналадкой станков и роботов на обработку новых деталей, поскольку их переналадка может произвоиться только после обработки предыущей детали, и ожиданием станков, закончивших операции обработки, робрта, обслуживаквдего в этот момент другие станки -Системы (т.е. простоем станков в очереди на обслуживание), а также простоем всех станков системы, вызванным ремонтом роботов, обслу живающих эти станки. Целью изобретения является расширение технологических возможностей переналаживаемой роботизированной сис темы. Эта цель достигается тем, что система снабжена для групп технологического оборудования магазинами промыитленных роботов с механизмами передачи промышленных роботов из гнезда магазина на общую трассу и обратно и механизмами закрепления промышленных роботов в гнездах магазина и механизме передачи, при этом промышленные роботы, имеющие различные конструктив ные исполнения, количества степеней свободы и функциональные назначения, снабжены механизмами координатного перемещения их по траверсе в зоне функционального использования. 1 Механизм передачи снабжен опорами а магазин промышленных роботов выполнен в виде жесткой опоры и поворотной платформы, на котрой размещены гнезда, имеющие вертикальный паз, до форме и размеру соответствующий отрезку балки механизма закрепления промышлен ных роботов в гнездах, и горизонтальнь1й паз,по форме и размеру соответствующий опорам механизма передачи промышленных роботов из гнезда магази на на трассу и обратно. Механизм передачи промышленных роботов представляет собой перемещающийся, по направляющим между трассой и гнездами магазина вилообразный схват с призматическими опорами и жестко закрепленными поперек зтих опор валиками для замкового соединения механизма промышленных роботов на опорах Механизм закрепления промышленных роботов в гнезде и на опорах механизма передачи их из гнезда представляет собой отрезок балки, размещаемый попеременно в вертикальном пазу гнез да, на опорах механизма передачи про мышленных роботов, а также в пазу об щей трассы, по контуру профиля идентичной профилю балки общей трассы, к боковой стороне которюй жестко прикреплен корпус замкового соединения и фиксации отрезка балки на опорах механизма передачи промышленных робо тов , в пазу которого расположены два шарнирно закрепленных кулачка, соеди °ненных пружинно-рычажной системой, а снаружи корпуса перпендикулярно отре ку балки имеется призматический паз, по форме и размерам соответствующий призматической опоре механизма пере дачи промышленных роботов. На траверсе в зоне функционального использования промышленного рюбота закреплена по всей ее рабочей длине зубчатая рейка, имеющая с одного из концов поперечный паз со скосами для установки в него рейки механизма координатного перемещения промышленно ТО робота и два продольных паза, размещенных с двух сторон рейки для направления перемещения механизма координатного перемещения промышленных роботов. Механизм -координатного перемещения промьшиленных роботов выполнен в виде жестко закрепленного на каретке промьашленного робота корпуса, в пазу, которого расположены находящиеся в постоянном зацеплении при перемещении каретки промышленного- робота по общей трассе, подпружиненный в верхней части стержень с закрепленной в нижней части свободно вращакадейся шестерней и отрезок рейки со скосами по,краям и продольными пазами по бокам, а вдоль стержня на корпусе закреплены четыре кронштейна с пальцами, свободно перемещающимися попеременно по боковым пазам упомянутого отрезка рейки и по боковым пазам зубчатой рейки, закрепленной на траверсе в зоне функционального использования промышленного робота, и обеспечивающими постоянное зацепление зубчатых реек с шестерней, при этом форма и размеры отрезка рейки, перемещающегося с кареткой, соответствуют форме и размерам поперечного паза зубча-гой рейки, закрепленной на траверсе в зоне функционального использования промышленного робота. На фиг. 1 изображена переналаживаемая роботизированная системе, вид сверху; на фиг, 2 - вид А на фиг, 1 (развертка, груз показан условно); на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В фиг. 2} на фиг. 5 - вид, Г на фиг. 1; на фиг. б - вид Д на фиг. 5; на фиг. 7 - разрез Е-Е на фиг. 6; на фиг. 8 - вид Ж на фиг. 5; на фиг. 9 - вид 3 на фиг. б на фиг. 10узел I на фиг. 7; на фиг. 11 - разрез И-И на фиг. 1; на фиг. 12 - разрез К-К на фиг. 11; на фиг. 13 - вид; Л на фиг. 1. Переналаживаемая роботизированная . система содержит технологическое обо- . рудование, например токарные станки с программным управлением 1-3, магазин 4, в котором размещены промышленные роботы 5-11, транспортно-накопительную систему, состоящую из трасс 12 - 15, стрелочных переводов 16 и 17, траверс 18,19 и 20 для перемеЩ|е ния промышленных роботов в зоне нологического оборудовани я, склада 21, состоящего из двухрядного накопителя 22 и автоматического штабелера 23, и общую систему управления 24 переналаживаемой роботизированной системой, например ЭВМ. Магазин 4 вьтолнен в виде поворотной платформы 25, закрепленной на жесткой опоре 26, а на самой поворот ной платформе размещены гнезда 27, Промышленные роботы, находящиеся: в гjJeздax магазина 4, функционально делятся на три типа: загрузочные 5 8, наладочные 9 и 10 и измерительные 11. Все они имеют каретку горизонталь ного перемещения 28, электромеханический привод 29, панель токосъемников 30 и устройство программного перемещения 31. На каретке 28 размещена механичес кая рука 32 (для роботов 5,6,9,10 и 11) или две руки 33 и 34 (для роботов 7 и 8). У роботов б,10 и 11 на конце руки находится шарнирно закреп ленный схват 35 (или 36 и 37 для роботов 5-8). Робот 11 выполняет функцию измерения и поэтому его схват за канчивается измерительным щупом 38, который, соединен с устройством индикации 39. Промышленные роботы 5 и. 6 предназ начены для патронных, работ, т.е. для деталей типа фланцев, дисков и ориен тированных в спецтаре на торец. Робот 5 манипулирует с деталями, не превышающими половину максимально допустимого диаметра, обрабатываемого на станке, робот 6 - с деталями, превьпдающими половину максимально допус тимого диаметра, обрабатываемого на станке. Роботы 7 jH 8 предназначены для деталей типа валов. Робот 7 манипулирует с деталями, которые не превьниают половину диапазона максимально допустимого диаметра и межцентрового рас-, стояния станка, робот 8 деталями превышающими половину диапазона мак.симально допустимого диаметра и межцентрового расстояния станка. Его руки 33. и 34 расположены строго по оси центров станка и выполняют только заг рузку и разгрузку. В зоне действия схватов роботов около станков установлены координатные столы 40 для размещения на них накопителей 41 с заготовками или технологическим оснащением. Промышленные роботы в гнездах закреплены на отрезках балок 42, имеющих ток опроходящие шины 43. Аналогичные токопроводящиё шины имеются на трассах 12-15 и траверсах 18-20. К отрезку балки прикреплен корпус замкого соединения 44, в котором на осях 45 и 46 закреплены кулачки 47 и 48 и размещен подпружиненный стержень 49. Над трассой 12 закреплен механизм передачи 50 промышленных роботов, сое тоящий из рамы с приводом, винта 51, гайки 52, каретки 53, направляющих 54 и противовеса 55, обеспечивающего натяг гайки и винта. На каретке 28 закреплены две опоры 5Ь и 57 с валиками 58 и 59. Направляющие 54 и винт 51 в нижней части закреплены рамой 60. Помимо стрелок 16, соединяющих трассы 12-15, размещенных на одном уровне, у станков установлены стрелки 17, соединяющие трассы 13-15 с траверсами 18-20, находящимися на другом уровне. Стрелка 17 состоит из двух опор 61 с закрепленной в верхней части рамой 62 и приводом. Между опорами перемещается рама 63 с закрепленной на ней балкой 64, соединяющей трассы 13-15 и траверсы 18-20. На траверсах 18-20 закреплена зубчатая рейка 65, обеспечивающая координатное перемещение промышленных роботов в зоне станков. Со стороны стрелки 17 в начальной части рейки имеется поперечный паз, а вдоль всей длины рейки с двух ее сторон имеется продольный паз. К.каретке 28 промыпшенных роботов жестко закреплен корпус 66 механизма координатного перемещения в зоне функционального использования промышленных роботов. В корпусе размещен подпружиненный стержень 67, на котором закреплена шестерня 68. Шестерня находится в зацеплении с отрезком зубчатой рейки 69, который поддерживается кронштейнами 70 и пальЦс1МИ 71. На оси шестерни 68 закреплен механизм 72, измеряющий через систему управления промы11пенным роботом угол поворота шестерни. Впоперечном пазу зубчатой рейки 65 размещен датчик 73 включения и выключения системы управления координатным перемещением и функциональным использованием промышленных роботов. Переналаживаемая роботизированная система работает следуквдим образом. При поступлении команды от системы управления 24 на начало обработки штабелер-23 извлекает из ячейки стеллажа 22 тару 41 с предварительно на.строенной вне станка технологической оснасткой (приспособлениями и инструт ментами) и устанавливает ее на коордщнатный стол 40 станка 1. Одновременно с командой на начало работы штабелера поступает команда на работу магазина 4. При поступлении команды от систе-. ы управления 24 на начало работы магазина 4 поворотная платформа 25 с закрепленными на ней гнездами 27 разорачивается к механизму передачи 50 ем гнездом, в котором находится проышленный робот, начинающий работу ереналаживаемой роботизированной системы, например наладочный робот 9. аждый робот в гнезде 27 закреплен а отрезке балки 42,имеющей замкоый механизм. В исходном состоянии механизма пеедачи 50 его опоры 56 и 57 находятся в крайнем нижнем положа нии и свободно проходят через боковые пазы гнезд, тем самым не мешают вращению платформы 25.
После остановки платформы призматические опоры механизма передачи располагаются под замковым корпусом 44 в непосредственной близости от его кулачков 47 и 48, которые находятся в исходном состоянии.
При поступлении команды на начало работы механизма передачи 50 включается привод вращения винта 51, который через гайку 52 и каретку 53, свободно перемещающуюся по направляющим 54, поднимает опоры 56 и 57. Перемёщаясь вверх, опоры в пазы замкового корпуса 44 и валиком 59, закрепленным на опорах, разворачивают вокруг оси 46 кулачок. 4В, который, перемещая стержень 49, разворачивает вокруг оси 45 кулачок 47. Развернувшись, кулачок 47 упирается в валик 58 и, тем самым, закрепляет отрезок балки 42, находящийся в гнезде 27, на опорах механизма.передачи.
Поднявшись в крайнее верхнее положение, опоры 56 и 57 через вертикальный паз извлекают отрезок балки 42 из гнезда и устанавливают его в паз трассы 12. В этом положении токоподводящие щины 43 балки 42 подключаются известным способом к общему питанию трасеы и робот 9, управляемый системой управления, съезжает с отрека балки 42 тл перемещается по трассе 12 к.технологическому оборудованию системы, например к станку 1.
Механизм передачи 50 опускает сво опоры, на которых осталась пустая балка, снова в гнездо. Через вертикальный паз балка 42 входит в гнездо и упирается в его основание. Опоры 56 и 57 механизма передачи, перемещаясь ниже, валиком 58 разворачивают кулачок 47 и, разомкнув замковый механизм, останавливаются в крайнем нижнем положении.
Далее, в зависимости от команды системы управления, механизм передачи 50 и магазин 4 остаются в этом положении и дожидаются возвращения робюта 9 в магазин или платформа 25 разворачивает к механизму переда;чи. 5 следующее гнездо и опоры 56 и 57 изв41екают из него описанным выше спосооом другой робот.
Перемещаясь по трассе 12, робот чрез стрелку 16 и трассу 13 попадает на отрезок балки 64 стрелки 17 и остнавливается. При поступлении команды на начало работы стрелки 17 включает ся привод, установленный на раме 62, .и отрезок балки 64, закрепленный на раме 63, перемещается вместе с ней по опорам 61 до уровня траверсы 18, установленной над станком 1.
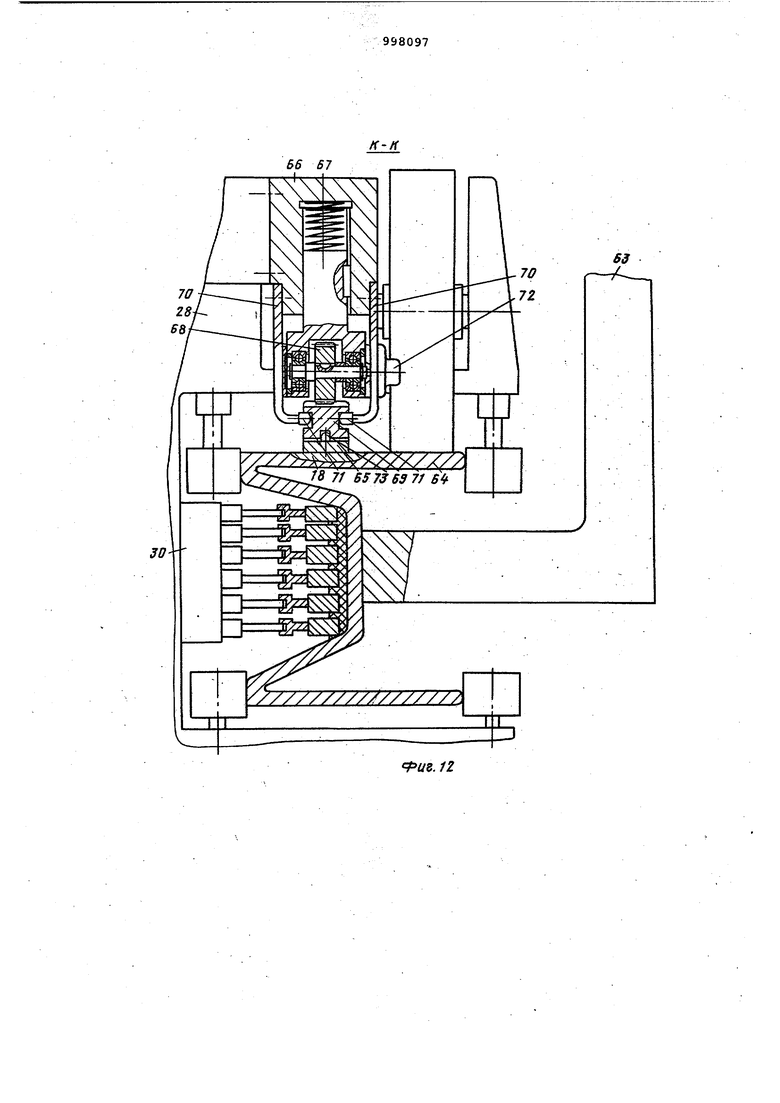
Перемещаясь от магазина 4 нерез трассы 12-15 до технологического оборудования, промышленные роботы системы, какбе бы они при этом не имели функциональное назначение (наладочные загрузочные и др.), управляются в данном случае только как транспортные роботы, т.е. от адреса до адреса. Однако, попадая на траверсу, т.е. в зону своего функционального использования, роботы должны обладать возможностью координатного перемещения по ней. Это в предлагаемой переналаживаемой роботизированной системе происходит за счет того, что при опускании робота вместе с балкой 64 отрезок зубчатой рейки 69, удерживаемый в зацеплении с зубчатым колессал 66 кронштейнами 70 и пальцами 71, входит в поперечный паз зубчатой рейки 65, закрепленной на траверсе 18. Опускаясь по наклонным стенкам паза, отрезок рейки 69 разворачивает шестерню 68 в любую сторону на величину погрешности смещения зубчатой рейки 69 от вертикальной оси паза зубчатой рейки 65. Поворачиваясь, шестерня 68 приводит в, действие механизм /2, имеющий «звестным способом через систему управления величину угла разворюта шестерни, а стало быть и учитывающий величину смещения вертикальной оси робота относительно Вертикальной оси поперечного паза зубчатой рейхи 65, являющейся условной (нулевод) точкой отсчета начала координатного перемеще- . ния робота по зубчатой рейке, т.е. по траверсе 18.
Опуст ившись вкрайнее положение, отрезок зубчатой рейки. 69 замыкает датчик 73, включающий систему управления промышленным роботом в зоне его функционального использования. После этого промышленный робот 9 перемещается с балки 64 на- траверсу 18. Одновременно пальцы 71 кронштейнов 70 перемещаются из боковых пазов отрезка зубчатой рейки 65,-а шестерня 68 съезжает с отрезка зубчатой рейки 69 и катится по зубчатой рейке Ь5 к координатному столу 40.
С помсяцью руки 32 и схвата 35;робот извлекает из накопителя 41 технологическую оснастку (патрон с необходимыми кулачками, если предстоит патронная обработка, центров для передней и зощней бабки, если предстоит центровая обработка) и устанавливает ее на станке.После отработки программы в зоне своего функционального использования промышленный робот 9 пеЕ емещается с траверсы. 18 на балку 64 стрелки 17, шестерня 68 снова входит в зацепление с OTpeaijoM рейки 69, а пальцы 71 кронштейнов 70 вновь поджимают его к шестерне. Рама 63 поднимает балку 64 с роботом 9 до уровня трасс 13 и 12, отрезок зубчатой рейки 69 выходит из поперечного паза зубчатой рейки 65 и перемещается вместе с роботом. Далее робот 9 или возвращается в свое гнездо магазина 4, или перемевдается к другому технологическому оборудованию системы. Штабелер 23 забирает пустой накопитель 41 с координатного стола 40 и транспортирует его в ячейку стеллажа 22, затем перемещается в ячейке, в которой находится накопитель с инстр ментом, подлежащим установке на стан ке 1, извлекает его из ячейки, перемещает к станку 1 и устанавливает на координатный стол 40. Как только робот 9 освобождает траверсу 18, на нее попадает описанным выше способом робот 10, который извлекает из накопителя 41 блоки с настроенным: на on рацию режущим инструментом и устанав ливает их в револьверную головку станка. Установив последний инструмент и закончив тем самым наладку станка 1, робот 10 или возвращается в гнездо магазина 4, или перемещается к другому технологическому оборудованию. Штабелер 23 забирает пустой накопитель с координатного стола 40 и транспортирует его в ячейку стеллажа 22, затем перемещается в ячейке, в которой находится накопитель с заготовками,, подлежащими обработке на станке 1, извлекает его и устанавливает на освободившийся координатный стол 40. . Если в накопителе находятся заготовки, подлежащие патронной обработке, то ,из магазина 4 вызывается робот 5 или б (в зависимости от габари тов доставленных заготовок). Если же в накопителе находятся заготовки типа валов, вызывается робот 7 или 8 (также в зависимости от габаритов за готовок) . Перемещаясь при помощи каретки 28 и механизма,координатного перемещени по прямолинейному порталу 18 и манипулируя рукой 32 (или руками 33 и 34) и схватом 35 (или схватами 36 и 37), вызванный робот осуществляет ав томатическую загрузку и разгрузку : стайка 1. После окончания механической операции, предусмотренной управляющей Программой, выполняется измерение обработанных поверхностей деталей. Для этого загрузочный робот удаляется в конец прямолинейного портала 18, а его место занимает робот 11, предназначенный для контроля. При помощи 32 и щупа 38 производится контроль необходимых поверхностей и вывод результатов замера на цифровую индикацию 39. Если обработка выполняется в пределах допуска на операцию, робот 11 после обработки своей программы удаляется, а его место снова занимает загрузочный робот. Если же зафиксированы недопустимые отклонения от заданного допуска на операцию, выдается сигнал на проведение подналадки или переналадки станка 1. . После выполнения операций на всей партии заготовок, имеющихся в накопителе, штабелер 23 забирает его с координатного стола 40 и транспортирует в ячейку стеллажа 32 илик координатному столу одного из станков системы для продолжения дальнейшей обработки. Если партия запуска детали, на которую налажен станок 1, размещается в нескольких накопителях, то на координатный стол 40 устанавливается второй накопитель с заготовками и автоматическая обработка продолжается. Если обработка деталей данного наименования закончена, на координатный стол 40 штабелером 23 последовательно подаются пустой накопитель и накопители с технологической оснасткой и инструментом, а из магазина 4 вызываются последовательно роботы 9 и 10, которые производят автоматическую-переналадку станка 1 на обработку деталей другого наименования. Наладка станков 2 и 3, а также взаимодействие с ними роботов, имеющихся в магазине. 4, осуществляется таким же образом, как описано вьлие. Использование предлагаемого технического решения позволит повысить .производительность переналаживаемой роботизированной системы за счет, сокращения времени простоев системы, вызываемых частой переналадкой станков и роботов. Сокращение времени простоев достигается тем, что к станку подается из склада предварительно настроенная на Обработку конкретной детали технологическая (приспособления, инструмент), а сама переналадка производится быстродействующими и предназначенными для этой цели промышленными роботами, а также тем, что перегналадка самих промышленных роботов, находящихся в магазине, на новую деталь может производиться вне рабочей зоны станка, поскольку переналаживаемый робот свободен от обслуживания станка (например, робот для загрузки станка деталями типа валов может подготавливаться к работе в то время, когда станок обрабатьшает детали типа фланцев или втулок). Таким образом, йредлагаемое техническое решение в этом случае ликвидирует простои станков, вызываемые перенападкой роботов при смене обработки от одного типа деталей к другому (или от одного типоразмера детали к другому) и тем самым повышает относительную производительность переналаживаемой роботизированной системы за счет условного высвобождения численности станков. Кроме того, использование данного изобретения позволяет выполнить механическую обработку и контроль на одном месте. Это повышает качество обрабатываемых деталей, в результате чего сокращается время, затрачиваемое станками на исправление или восТхолнение брака,а также сокращает до полнительные перемещения транспортной системы на транспортировку партии де талей от станков к отделению, контроля и обратно. Наряду с этим, предлагаемое техническое решение значительно расширяет технологические возможности переналаживаемой роботизированной системы и, тем самьм, обеспечивает эффективное использование ее в цехах с мелкосерийным производством за счет возможного -использования станков по всему диапазону паспортных данных (например, по диапазону между минимальным и максимальным размером устанавливаемой на станке детали, за счет наличия в магазине нескольких роботов одного и того же типа, которые делят весь этот диапазон на части), возможности обработки на одном станке различных типов деталей, так как в магазине имеются роботы для центровых работ и роботы для патронных работ, и возможности обработки детали каждого наименований с практически неограниченным количеством операций, так как в этом случае используется при накоплении инструмента и приспособлений большое количество ячеек складанакопителя. Формула изобретения 1. Переналаживаемая роботизирован ная система, включающая технологичес кое оборудование, промышленные роботы-, транспортио-накопительную систему с общей трассой, состоящую из раз новысоких трасс, стрелочных переводов, траверс для перемещения промышленных роротов в зоне технологического оборудования,складов,и общую систему управления технологическим оборудова нием, промышленными роботами и транс портно-накопительной системой, о т личающаяс я тем,что,с целью расширения технологических возможное тей переналаживаемой роботизированной системы, она снабжена для групп технологического оборудования магази промышленных роботов с механизмами передачи промышленных роботов и гнезда магазина на общую трассу и об ратно и механизмами закрепления промышленных роботов в гнездах магазина и механизме передачи, при этом промы ленные роботы, имеющие различные кон труктивные исполнения, количества тепеней свободы и функциональные назачения, снабжены механизмами коордиатного перемещения их по траверсе в оне функционального использования. 2.Система по п. 1,.отличаюа я с я тем, что механизм передаи снабжен опорами, а магазин промышленных роботов выполнен в виде жестКой опоры и поворотной платформы, на которой размещены гнезда, имеющие вертикальный паз, по форме и размеру соответствующий отрезку балки механизма закрепления промышленных роботов в гнезде, и.горизонтальный паз, по форме и.размеру соответствугаций опорам механизма передачи промышленных роботов из гнезда магазина на трассу и обратно. 3.Система по п. 1, отличающ -а я с я тем,что механизм передачи промывшенных роботов представляет собой перемещакхдийся по направляющим между трассой и гнездами магазина вилообразный схват с призматическими опорами и жестко закрепленными поперек этих опор валиками замкового соединения механизма закрепления промыьлеНных роботов на опорах. 4.Система по п. 1, отличающаяся тем, что механизм закрепления промывлленных роботов в гнезде и на опорах механизма передачи их из гнезда представляет ссЗой отрезок балки, размещаемой попеременно в вертикальном пазу гнезда, на опорах Механизма передачи промышлениьпс роботов а также в пазу общей трассы, по контуру профиля идентичной профилю балки общей трассы, к боковой стороне которой жестко прикреплен корпус замкового соединения и фиксации отрезка балки на опорах механизма передачи промышленных -роботов, в пазу которого расположены два шарнирно закреплен-ных кулачка, соединенных пружинно-рычажной системой, а снаружи корпуса перпендикулярно отрезку балки имеется призматический паз, по форме и размерам соответствующий призматической опоре механизма передачи промышленных роботов. 5.Система по п. 1, отличающаяся тем, что на траверсе в зоне функционального использования промышленного, робота закреплена по. всей ее рабочей длине зубчатая рейка, имеющая с одного из концов поперечный паз со скосами для установки в него рейки механизма координатного перемещения промышленного робота и два продольных паза, размещенных с двух сторон рейки для направления перемещения механизма координатного перемещения промышленных роботов. 6.Система по п. 1, отличающ а я с я тем, что механизм координатного перемещения промышленных роботов выполнен в виде жестки закрепленного на каретке промышленного робота корпуса, в пазу которого расположены находящиеся в постоянном зацеплении при перемещении каретки промышленного робота по общей трассе, подпружиненный в верхней части стержень с закрепленной в нижней части свободно вращаквдейся шестерней и отрезок рейки со скосами по краям и продольными пазами по бокам/ а вдоль стержня на корпусе закреплены четыре кронштейна с пальцами, свободно перемещающимися попеременно по боковьм па-зам упомянутого отрезка рейки и по боковым пазам зубчатой рейки, закрепценной на траверсе в зоне функционального использования промышленного робота, и обеспечивающими постоянное зацепление зубчатых реек с шестерней при этом форма и размеры отрезка рейки, перемещающегося с кареткой, соответствуют форме и размерам поперечного паза зубчатой рейки, закрепленной на траверсе в зоне функционального использования промышленного робота. Источники информации, принятые во внимание при экспертизе 1.Белянин П.Н. Промышленные роботы. М., 1975, с. 338-340. 2.-Высокопроизводительное металлорежущее оборудование системы управления и привод станков. Труды ЭНИМС. М. 1976, с. 7. 3.Комплексная автоматизация мелкосерийного производства в машиностроении. Обзор НИИмаш, сер. С-1, Станкостроение. М., 1976, с.16. 4.там же, с, 6, 7, 53. 5.Оборудование; с числовым программным управлением. Научно-технический реферативный сборник НИИмаш, вып. 3. М., 1975, с. 1-6, 10-12 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Магазин-накопитель | 1986 |
|
SU1404263A1 |
| Автоматическая переналаживаемая ли-Ния | 1979 |
|
SU837771A1 |
| Магазин-накопитель деталей | 1986 |
|
SU1366354A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ЗАГОТОВОК | 1990 |
|
RU2023572C1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Гибкий производственный модуль | 1988 |
|
SU1593915A1 |
| СПОСОБ ОБМЕНА ГРУЗАМИ, УСТРОЙСТВО ОБМЕНА ГРУЗАМИ, СПОСОБ ФОРМИРОВАНИЯ ГРУЗОНЕСУЩЕЙ ПОВЕРХНОСТИ НАКОПИТЕЛЯ И ГИБКАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА НА ИХ ОСНОВЕ | 2011 |
|
RU2486045C1 |
| ГИБКАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА | 2012 |
|
RU2510320C2 |
| Устройство для перемещения заготовок | 1986 |
|
SU1400732A1 |


«
N
-
XDUityy и
Б-Б
Z3
8-В
f 9
S 8
Xj
J
Pus. w
0 23
fus. 11 В6
Риъ. 12 Б7
