Изобретение относится к робототехнике, в частности к исполнительным механизмам роботов, и предназначено для автоматической загрузки и выгрузки деталей с тремя и более шипами в металлообрабатывающие станки для последовательной обработки этих шипов за один технологический цикл (к таким деталям относятся, например, трехшиповикн шарниров рулевого управления).
Цель изобретения - расширение технологических возможностей при работе с деталями, имеющими по меньшей мере три обрабатываемых шипа, а также повышение производительности и упрощение конструкции.
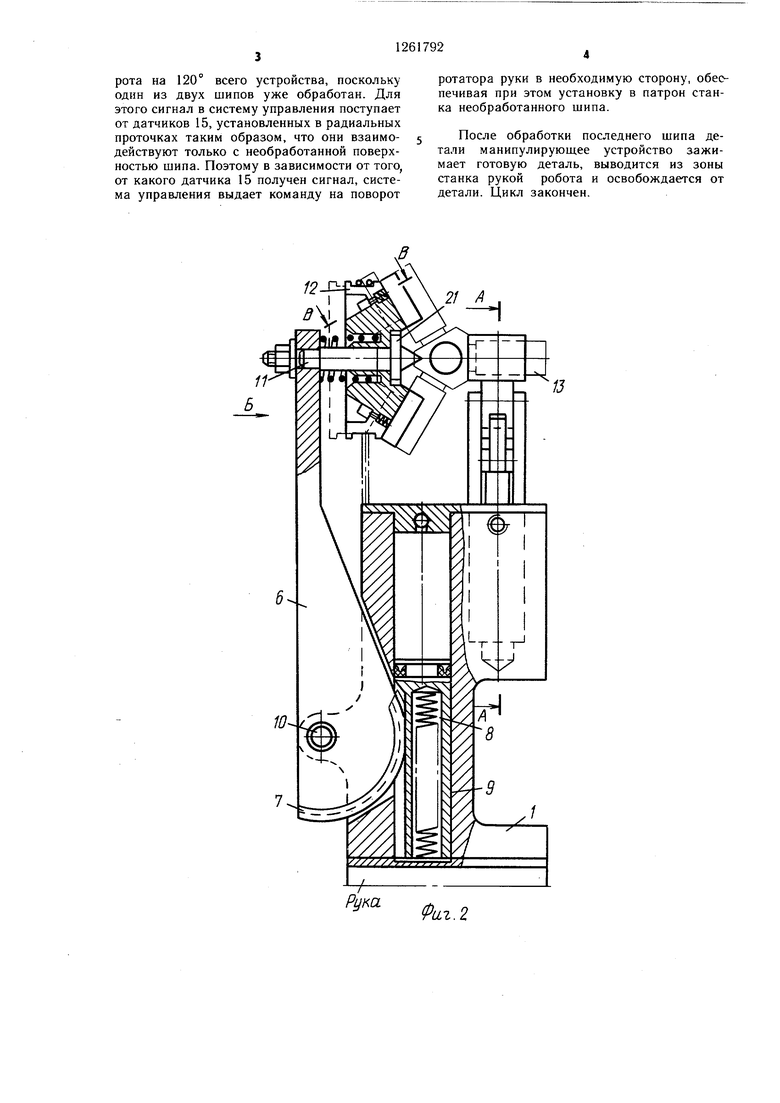
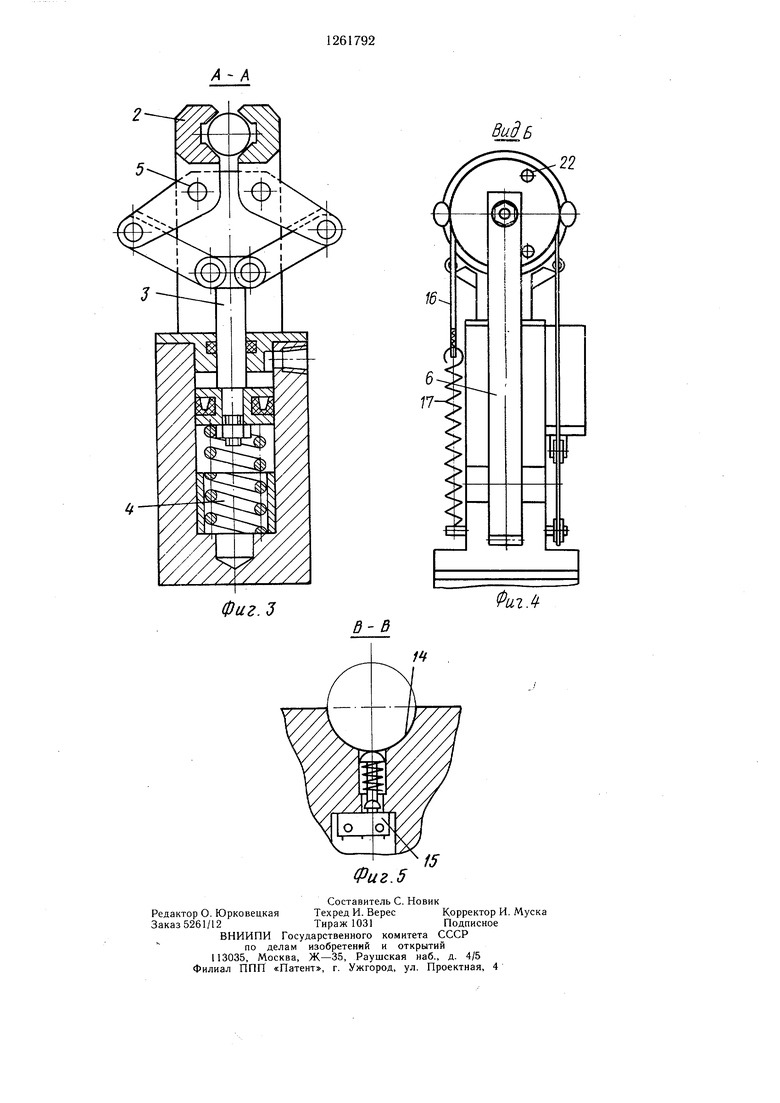
На фиг. 1 изображено манипулирующее устройство в горизонтальной плоскости, общий вид; на фиг. 2 - то же, разрез (деталь несориентирована); на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - вид Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 2.
Манипулирующее устройство содержит корпус 1, установленный на руке (не показана) . В корпусе смонтированы захваты 2 с приводом их сжатия, включающим штокпоршень 3, подпружиненный пружиной 4, и два рычага 5. Шарнирно с корпусом I связан рычаг 6 ориентирующего механизма, причем с этой же стороны рычаг выполнен в виде зубчатого сектора 7, взаимодействующего с подпружиненным штоком-рейкой 8 привода 9 поворота рычага 6 в горизонтальной плоскости вокруг оси 10. На другом конце рычага 6 на оси 11 установлена соосно с захватами 2 подпружиненная насаДка 12 для обрабатываемой детали 13, например, имеющая форму усеченного конуса, на котором выполнены три радиальные проточки 14. Внутри последних расположены контактные датчики 15 определения состояния поверхности шипов, причем каждый из датчиков 15 выступает над уровнем поверхности радиальных проточек 14 на величину припуска на обработку шипов детали, обеспечивая таким образом контакт только с необработанной поверхностью шипа.
Насадка 12 кинематически с помощью тросика 16, закрепленного на пружине 17, с одной стороны и через систему блоков 18 на корпусе 1 с другой стороны связана со штоком 19 привода 20 поворота насадки 12 вокруг оси 11, причем конец последней выполнен в виде центрирующего конуса 21. Кроме того, на корпусе насадки 12 установлены упоры 22 под углом 120° друг к другу.
Манипулирующее устройство работает следующим образом.
В исходном состоянии ориентирующий механизм повернут влево на некоторый угол для того, чтобы деталь 13 беспрепятственно из загрузочного устройства попала в захваты 2.
По команде системы управления устройство доставляется рукой робота к загрузочному механизму и своими раскрытыми захватами 2 захватывает один из щипов детали 13. Зажатие детали осуществляется после подачи сжатого воздуха в штоковую полость штока-поршня 3 и воздействия рычагов 5 на шип. Далее манипулирующее устройство вводится в рабочую зону станка, деталь устанавливается в его патрон и обрабатывается в соответствии с заданным технологическим процессом. Само устройство при этом выведено из зоны станка, а после обработки детали по команде возвращ,ается для захвата обработанного щипа. Два других необработанных шипа после остановки патрона находятся в произвольном положеНИИ Б вертикальной плоскости, и манипулирующее устройство должно сориентировать их таким образом, чтобы оба необработанных щина установились строго вертикально. Для этого поступает команда на привод 9 поворота рычага 6 ориентирующего механизма, и сжатый воздух подается в его щтоковую полость, при этом шток-рейка 8, опускаясь и сжимая пружину, взаимодействует с зубчатым сектором 7 и поворачивает рычаг 6 вместе с насадкой 12 вокруг оси
5 10 до контакта центрирующего конуса 21 с базовым центровым отверстием в детали 13 и конусной поверхности насадки 12 с шипами детали. Поступает команда на привод 20 поворота, и шток 19, перемещаясь, сообщает движение через систему блоков 18 тросику
0 16, который поворачивает насадку 12 вокруг оси 11. Шипы, скользя по поверхности подпружиненной насадки 12, попадают в ее радиальные проточки 14. Далее насадка 12 совместно с деталью поворачивается вокруг оси 11 до контакта упора 22 с рычагом 6.
Оба шипа при этом устанавливаются строго в вертикальном положении. Поступает команда на ротатор (не показан), руки, который разворачивает манипулирующее устройство на 120° в вертикальной плоскости вок0 руг продольной оси, вводит его в рабочую зону станка, устанавливает деталь 13 в патрон и выводит устройство из этой зоны. Далее поступает команда на приводы 9 и 20, и осуществляется возврат ориентирующего механизма в исходное положение.
5 После обработки второго шипа процесс введения манипулирующего устройства вновь в зону станка, зажима обработанного шипа захватами 2, выведения из этой зоны и установки шипов в радиальные проточки
Q 14 ориентирующего механизма осуществляется аналогично ранее описанному.
Во втором цикле возникает необходимость определения состояния поверхности шипа детали, т.е. обработана его поверхность или нет, для правильной дальнейшей
5 ориентировки устройства. После того, как поворот насадки 12 совместно с шипами остановлен контактом упоров 22 с рычагом 6, необходимо установить направление поворота на 120° всего устройства, поскольку один из двух шипов уже обработан. Для этого сигнал в систему управления поступает от датчиков 15, установленных в радиальных проточках таким образом, что они взаимодействуют только с необработанной поверхностью шипа. Поэтому в зависимости от того, от какого датчика 15 получен сигнал, система управления выдает команду на поворот
ротатора руки в необходимую сторону, обеспечивая при этом установку в патрон станка необработанного шипа.
После обработки последнего шипа детали манипулирующее устройство зажимает готовую деталь, выводится из зоны станка рукой робота и освобождается от детали. Цикл закончен.
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулирующее устройство | 1982 |
|
SU1093537A1 |
| Станок для шлифования деталей | 1987 |
|
SU1713426A3 |
| Промышленный робот | 1982 |
|
SU1186077A3 |
| Агрегатный автоматизированный станок | 1991 |
|
SU1815151A1 |
| Многооперационное устройство сАВТОМАТичЕСКОй СМЕНОй иНСТРуМЕНТА | 1978 |
|
SU831487A1 |
| Промышленный робот | 1982 |
|
SU1125127A1 |
| Захватное устройство | 1984 |
|
SU1248795A1 |
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| Манипулирующее устройство | 1982 |
|
SU1093544A1 |
| МАНИПУЛЯТОР | 2002 |
|
RU2228259C2 |
МАНИПУЛИРУЮЩЕЕ УСТРОЙСТВО, содержащее корпус с захватным органом, ориентирующий механизм и их приводы, отличающееся тем, что, с целью расширения технологических возможностей при работе с обрабатываемой деталью, имеющей по меньщей мере три обрабатываемых щипа, а также повыщения производительности и упрощения конструкции в нем, ориентирующий механизм выполнен в виде щарнирно установленного на корпусе рычага, на одном конце которого соосно с захватным органом расположена с возможностью вращения вокруг оси подпружиненная насадка, имеющая радиальные проточки под щипы обрабатываемой детали, в которых размещены контактные датчики состояния поверхности шипа обрабатываемой детали, а другой конец рычага кинематически связан с приводом поворота ориентирующего механизма, выполненным в виде зубчатореечной передачи, зубчатое колесо которой нарезано на другом конце рычага, а рейка расположена в корпусе. (Л 1C о: со 1C
| Манипулирующее устройство | 1982 |
|
SU1093537A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
