Изобретение относится к машиностроению и может быть использовано при автоматизации процессов погрузочно-разгрузочных работ.
Известен промышленный робот, содержащий выдвижную руку с приводом, на которой с возможностью поворота вокруг оси руки установлена захватывающая головка со схватом, ось которого смещена относительно оси руки, а также упоры и систему про раммного управления. Промышленный робот предназначен для работы с деталями типа фланцев и втулок, уложенных в накопители по определенной сетке в один ряд, а схват имеет возможность продольного перемещения относительно головки и поворота вокруг горизонтальной оси, перпендикулярной оси шпинделя. При этом данная ось поворота в нижнем положении руки находится в плоскости оси шпинделя 1.
Недостатками известного устройства являются невозможность укладки заготовок в несколько рядов без усложнения системы управления, а также невысокая производительность при изменении высоты (толщины) деталей, и наличие при этом довольно сложной системы управления.
Цель изобретения - повышение производительности за счет сокращения времени переналадки и повцщение надежности.
Указанная цель достигается тем, что промышленный робот, содержащий выдвижную руку с приводом, на которой с возможностью поворота вокруг оси руки установлена захватная головка со схватом, ось которого смещена относительно оси руки, а также упоры и систему программного управления, снабжен пластиной с шаровой опорой, упругими напряженными элементами и датчиками, причем пластина установлена на схвате, а упругие напряженные элементы установлены между рукой и ее приводом, а также между рукой и захватной головкой, при этом на приводе руки и на захватной головке смонтированы упоры, взаимодействующие с датчиками, размещенными на руке, а захватная головка установлена с возможностью смещения по отношению к приводу руки.
На фиг. 1 изображен предлагаемый промышленный робот; на фиг. 2 - разрез нижней части руки с захватной головкой и схватом; на фиг. 3 - вид А на фиг. 2; на фиг. 4- вид Б на фиг. 2; на фиг. 5 положение схвата в момент установки заготовки в патрон станка.
Промышленный робот содержит монорельс 1, на котором с возможностью перемещения установлена каретка 2. На ней размещены привод 3 каретки и две руки 4. Руки 4 связаны с приводами 5, выполненными в виде пневмо- или гидроцилиндров. На фиг. 1 показана модификация промышленного робота с двумя одинаковыми руками - загрузочной и разгрузочной. На конце
каждой руки 4 с возможностью поворота закреплена захватная головка 6, представляющая собой гильзу, помещенную в подшипниках 7 и 8. В захватной головке 6 с помощью байонетного замка 9 крепится схват 10. На каждой руке 4 жестко закреплена пластина 11, в отверстии которой входит шток 12 привода 5 руки 4. На штоке 12 жестко закреплена втулка 13, на которой выполнен упор 14, взаимодействующий с дат0 чиками 15, закрепленными на пластине 11. Втулка 13 подпружинена предварительно напряженной пружиной 16, опирающейся на втулку 17, жестко связанную с пластиной 11.
К головке 6 жестко крепится рычаг 18, находящийся в контакте с упором 19 и связанный с предварительно напряженной пружиной 20. Упор 19 и конец пружины 20 жестко связаны с рукой 4. Кроме того, на головке 6 закреплен упор 2), контактирую0 щий с датчиком 22, жестко связанным с рукой 4.
Схват 10 включает корпус с хвостовиком, в котором с возможностью продольного перемещения установлена тяга 23, шарнирно связанная с рычагом 24. Второй конец рычага 24 шарнирно соединен с гильзой 25, несущей планку 26 с отверстиями, в которых на осях 27 с возможностью поворота закреплены захватные губки 28. Каждая из губок 28 имеет выступ 29, в котором прорезан
0 паз 30. В паз 30 входит палец 31, закрепленный на штоке 32 пневмоцилиндра 33. К планке 26 жестко крепится кронштейн 34. На кронштейне 34 закреплена шаровая опора 35, ,несущая упорную площадку 36, установленную с возможностью поворота относительно центра шаровой опоры 35.
Устройство работает следующим образом. После обработки детали на станке промышленному роботу поступает сигнал о завершении обработки. При этом каретка 2
Q находится на монорельсе 1 в таком положении, что разгрузочная рука 4 со схватом 10 имеет возможность без помех опуститься вниз до совпадения оси схвата 10 и патрона станка. Плоскость губок схвата выставлена под небольшим углом к плоскости торца
5 патрона, определяемым положением упора 19, к которому пружиной поджимается рычаг 18 (фиг. 3).
После поступления команды от станка 1 разгрузочная рука 4 с раскрытыми губкаQ ми 28 опускается на линию оси патрона и перемещением каретки 2 на малой,скорости смещается в сторону патрона станка. При движении каретки 2 сначала происходит касание опорной площадки 36 торца детали, а затем разворот схвата 10 до положения
5 при котором плоскость губок 28 становится параллельной торцу патрона (фиг. 5).
Разворот захватного устройства приводит к тому, что рычаг 18 отходит от упора 19 растягивая пружину 20, а упор 21 воздействует на датчик 22, по сигналу которого происходит останов каретки 2. Указанный выше сигнал датчика 22 используется также в качестве команды на сжатие губок 28 для захватывания детали. Далее происходит разжим патрона. Каретка 2 отходит от патрона, при этом пружина 20 сжимается, сдвигая рычаг 18 до упора 19, т. е. устанавливая схват 10 в исходное положение. Рука 4 извлекает деталь из патрона и уходит в крайнее верхнее положение. Каретка 2 снова смеш.ается в сторону патрона станка таким образом, чтобы загрузочная рука имела возможность опуститься вниз. Загрузочная рука 4 опускается до совпадения осей патрона и схвата 10 и перемещением каретки 2 смеш,ается в сторону патрона станка. Захват загрузочной руки расположен под тем же углом к патрону, что и схват разгрузочной руки. Далее все происходит аналогично описанию работы разгрузочной руки. При этом за счет действия пружины 20 базовый торец заготовки прижимается к торцовым базам патрона, а шаровая опора 35 обеспечивает приложение прижимающей силы в точке, близкой к центру заготовки. Далее происходит зажим заготовки патроном, после чего каретка 2 отходит от патрона, загрузочная рука 4 поднимается в верхнее положение, а станок приступает к обработке очередной детали. Каретка 2 робота перемещается от станка и останавливается над накопителем 37 (фиг. I), причем загрузочная рука оказывается над стопкой заготовок, а загрузочная- над стопкой обработанных деталей. За счет перемещения тяг 23 (фиг. 2) вверх, схваты 10 поворачиваются на 90° в горизонтальное положение (фиг. 2, 4). Далее обе руки 4 за счет выдвижения штоков 12 силовых цилиндров приводов 5 рук опускаются. Загрузочная рука 4 опускает раскрытый схват 10 на стопку заготовок до контакта опорной площадки 36 с торцом очередной заготовки. При контакте схват 10 с рукой 4 останавливается, а шток 12 привода 5 продолжает двигаться, сжимая пружину 16. Вместе со штоком 12 перемещается упор 14, размыкая контакты датчика 15. Сигнал датчика 15 используется в качестве команды на сброс давления в верхней полости привода 5, что позволяет уменьшить нагрузку на захватное устройство при контакте со стопкой заготовок. Кроме того, сигнал этого же датчика 15 используктся в качестве команды на зажим губок 28 и подъем руки 4 вместе с захваченной заготовкой в верхнее положение. Разгрузочная рука опускает обработанную деталь на стопу деталей до контакта этой детали со стопкой. Далее работа разгрузочной руки происходит аналогично описанию работы загрузочной руки, В крайнем верхнем положении за счет перемещения тяг 23 вниз схваты поворачиваются на 90° в вертикальное положение и каретка 2 перемеш,ается в сторону станка в позицию ожидания. После этого робот готов к повторению цикла разгрузки-загрузки. Предлагаемое техническое решение по сравнению с известным обладает более высокой производительностью за счет сокращения времени переналадки. Благодаря введению упругих элементов и датчиков в предлагаемом роботе при изменении высоты (толщины) детали программа не сменяется, так как команда на остановку робота при взятии и установке деталей в накопителе и патроне станка получают за счет введения элементов. Изобретение характеризуется расширенными технологическими возможностями за счет возможности размещения заготовок и деталей в накопители в виде стопок различной высоты, что увеличивает емкость накопителя, а также повыщенной безопасностью работы, так как в случае сбоя, при котором руки с каким-либо препятствием (например, ограждением станка) происходит останов руки и немедленное уменьшение усилия, передаваемого на это препятствие.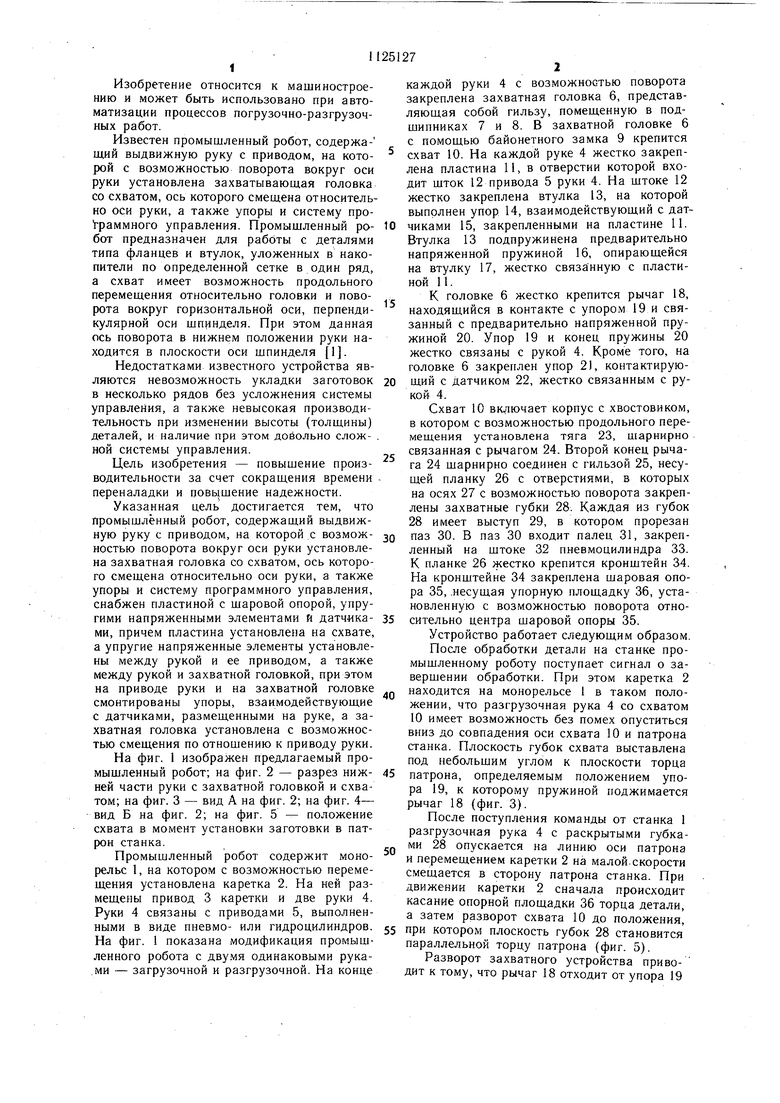
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная технологическая единица | 1977 |
|
SU659375A1 |
| Робототехнологический комплекс | 1988 |
|
SU1616802A1 |
| Гибкий производственный модуль | 1986 |
|
SU1404273A1 |
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| Автооператор | 1984 |
|
SU1191256A1 |
| Автоматический манипулятор | 1976 |
|
SU565819A1 |
| Гибкий производственный модуль | 1987 |
|
SU1541017A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1329948A1 |
| Робототехнологический комплекс | 1985 |
|
SU1271742A1 |
| Линия по производству цилиндрических изделий | 1985 |
|
SU1449195A1 |
ПРОМЫШЛЕННЫЙ РОБОТ, содержащий выдвижную руку с приводом, на которой с возможностью поворота вокруг оси руки установлена захватная головка со схватом, ось которого смещена относительно оси руки, а также упоры и систему управления, отличающийся тем, что, с целью повышения производительности и надежности, он снабжен пластиной с щаровой опорой, упругими напряженными элементами и датчиками, причем пластина установлена на схвате, а упругие напряженные элементы установлены между рукой и ее приводом, а также между рукой и захватной головкой, при этом на приводе руки и на захватной головке смонтированы упоры, взаимодействующие с датчиками, размещенными на руке, а захватная головка смонтирована с возможностью смещения относительно привода руки. (Л ISD сд to UZ.f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматизированная технологическая единица | 1977 |
|
SU659375A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
