Изобретение относится к машиностроению, в частности к шлифованию, р может быть использовано при контроле износа шлифовального круга, а также в шлифовальных станках, на-. пример, в системах поддержания постоянства скорости резания и при исследовании процесса шлифования.
Цель изобретения - повьшение точности за счет отсутствия влияния заселенности шлифовального круга.
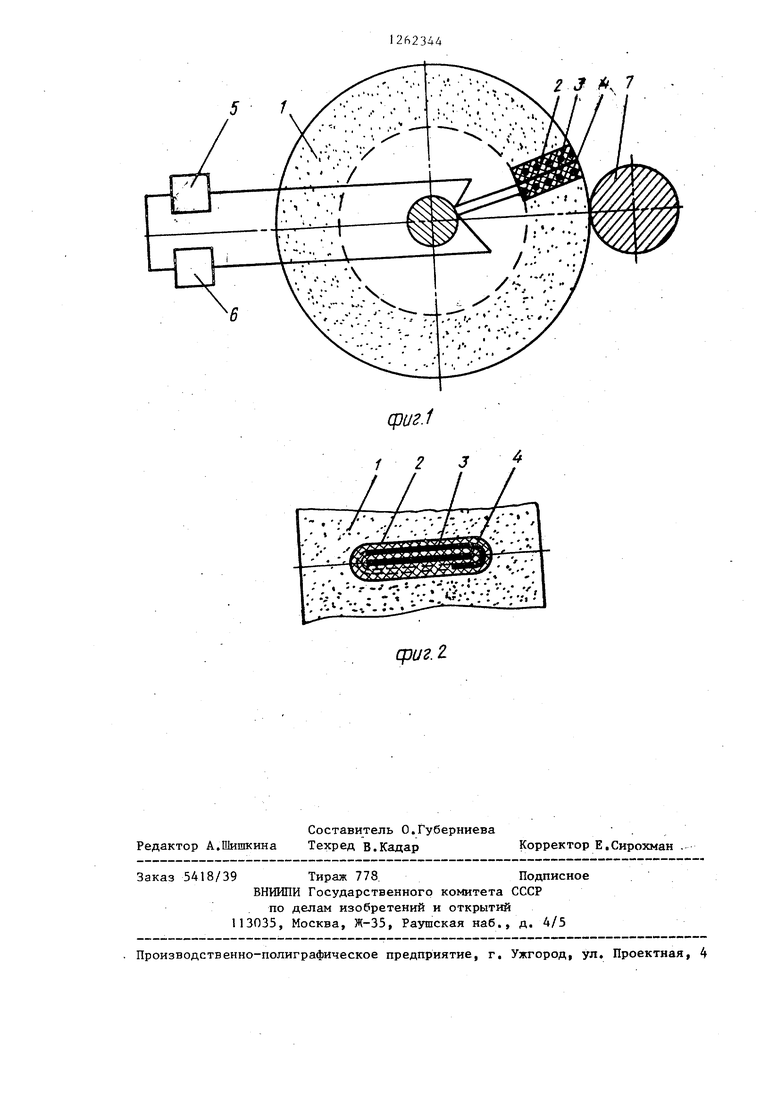
На фиг. 1 изображена схема устройства; на фиг, 2 - вид электродов на рабочей поверхности круга.
Устройство содержит шлифовальный круг 1 и установленные в его радиальном пазу 2 изолированные друг от друга и от круга 1 электрод 3, выполненный в виде пружины и расположенный внутри него другой электрод 4 в виде плоской пластины так, что их одни концы находятся на рабочей поверхности круга, а другие подключены к источнику 5 питания и измерительному прибору 6. Расстояние между электродами 3 и 4 на рабочей поверхности шлифовального круга 1 должно находиться в пределах дуги контакта круга 1 с обрабатываемой деталью 7, Электрод 3 вьшолнен из материала с высоким активным сопротивлением, например из нихрома, а его витки имеют продолговатую форму,
Устройство работает следующим образом,
В процессе шлифования обрабатьшаемой детали 7 происходит периодическое кратковременное замыкание электродов 3 и 4 на рабочей поверхности круга деталью 7, а следовательно, и электрической цепи, включающей ис- точник 5 питания, измерительный прибор 6, электроды 3 и 4. На измерительном приборе 6 получается всплеск электрического сигнала, величина которого соответствует величине активного сопротивления электродов 3 и 4, По мере износа шлифовального круга происходит уменьшение длины электродов 3 и 4, а следовательно, изменяется величина всплеска электрического сигнала, соответствующая их активному сопротивлению, которое также изменяется пропорционально изменению их длины. Чем выше необходимая точность измерения, тем тоньше должна .быть проволока в спиральном
электроде. Расстояние между электродами на рабочей поверхности круга должно находиться в пределах дуги контакта шлифовального круга с обрабатываемой деталью, что необходимо
О для соединения электродов через деталь и измерения в этот момент их активного сопротивления. Витки электрода 3 должны быт.ь выполнены продолговатой формы и вытянуты вдоль оси
5 круга,что увеличивает длину срезания электрода при одинаковом износе шлифовального круга, а следовательно, повьш ает точность измерения его износа,
0 Расположение одного электрода внутри другого позволяет предотвратить влияние засаленности круга на точность измерения. Конструктивное исполнение устройства предполага5 ет измерение износа круга путем определения активного сопротивления проводников, которое изменяется при уменьшении длины проводников, что не требует сложной счетно-решающей
0 аппаратуры, а при измерении можно использовать простые приборы.
Формула изобретения
5 Устройство для контроля износа шлифовального круга, содержащее источник питания д электропреобразователь износа, устанавливаемый на шлифовальном круге, отличающе0 е с я тем,что, с целью повьшзения точности, злектропреобразователь износа выполнен в виде двух коаксиальных электродов, предназначенных для установки в радиально вьтолнен, ном пазу шлифовального круга, внутренний электрод выполнен в виде плоской пластины, а наружньм - в виде пружины с продолговатой формой витка, торцы электродов предназначены Q для расположения на рабочей поверхности шлифовального круга в пределах дуги контакта последнего с обрабатьшаемой деталью, 5 1
:«..::C ;.v.;V .
-.. ; т . -.-.. .:v
. «.
q}U2.2 J A 7
Изобретение относится к машиностроению в частности к шлифованию и может быть использовано в системах поддержания постоянства скорости резания и при исследовании процесса шлифования. Цель изобретения - повышение точности за счет отсутствия .,, влияния засаленности шлифовального круга. Контроль износа шлифовального круга основан на измерении активного сопротивления электродов при замыкании цепи измерения в момент их контакта с обрабатываемой деталью, которое изменяется по мере уменьшения длины электродов при износе шлифовального круга. Электроды установлены коаксиально, внутренний электрод выполнен в виде плоской пластис & ны, наружный - в виде пружины с продолговатой формой витюа. 2 ил. Л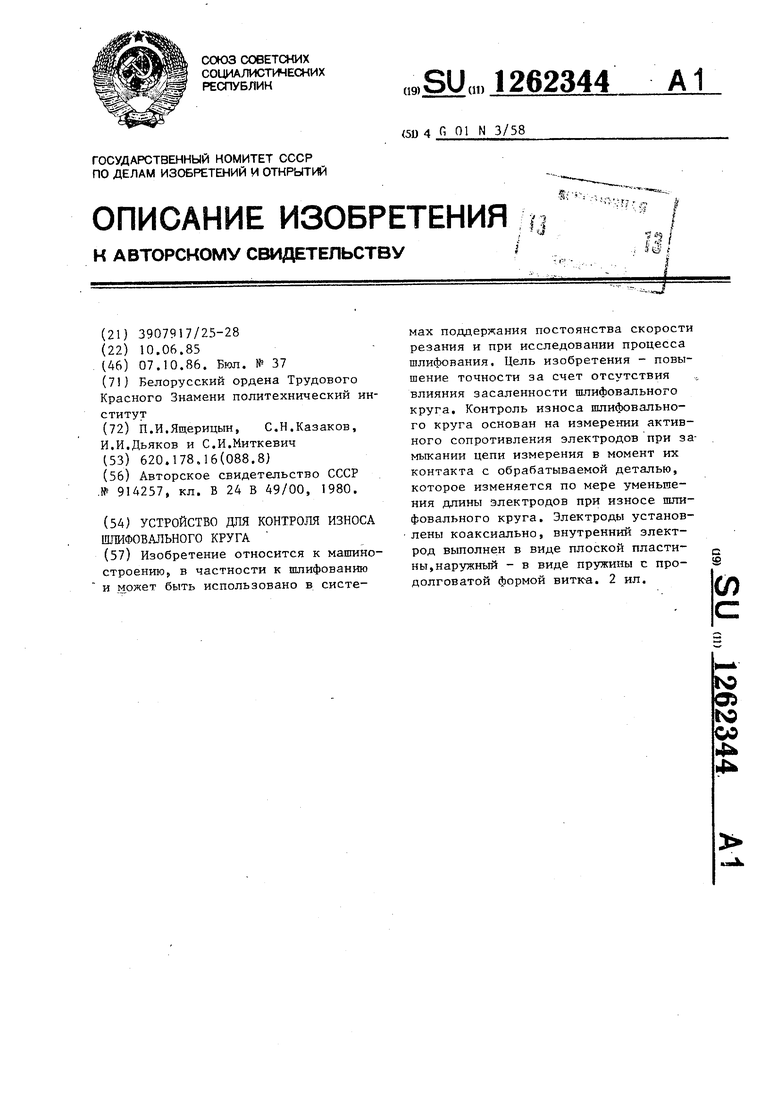
| Авторское свидетельство СССР .№ 914257, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
