Известные способы фотопечатания, в которых используются различные механизмы (фотосъемки, распыления грунтовки, пускорегулирующее и др.), не обеспечивают полной автоматизации всех технологических процессов фотопечатания.
Предлагаемый полуавтомат отличается от известных тем, что, с целью автоматизации процесса фотопечатания, в нем применен механизм автоматического захвата и перемещения заготовок. Полуавтомат предназначен для автоматизации технологических процессов фотопечатания шкал и циферблатов и имеет семь главных механизмов: механизм автоматического захвата и перемещения пластин-заготовок к рабочим постам, где производится нанесение на поверхность пластины слоя грунтовки, светочувствительной эмульсии, фотосъемка, проявление, закрепление и выталкивание готовых шкал; механизм подачи пластин-заготовок для поштучного снабжения ими шпиндельных головок; механизм фотосъемки, осуществляющий просвечивание пластин; механизм распыления грунтовки с применением пистолета-распылителя; механизм распыления светочувствительной эмульсии для покрытия поверхности пластин равномерным слоем эмульсии, состоящий из U-образного воздухопровода, погруженного в эмульсию и содержащего дозированную порцию эмульсии, которая вытесняется сжатым воздухом и распыляется через насадок по поверхности пластины; механизм пневматического выбрасывания готовых шкал, представляющий обычный пневмоцилиндр; механизм пускорегулирующего устройства для управления всеми операциями по времени в определенной последовательности, состоящий из реле и клапанов, управляющих перемещением шпинделей и подачей сжатого воздуха.
Механизм автоматического захвата и перемещения пластин-заготовок к рабочим постам по циклу фотопечатания является главным исполнительным механизмом всего полуавтомата и его отличительной особенностью по сравнению с известными полуавтоматами подобного типа.
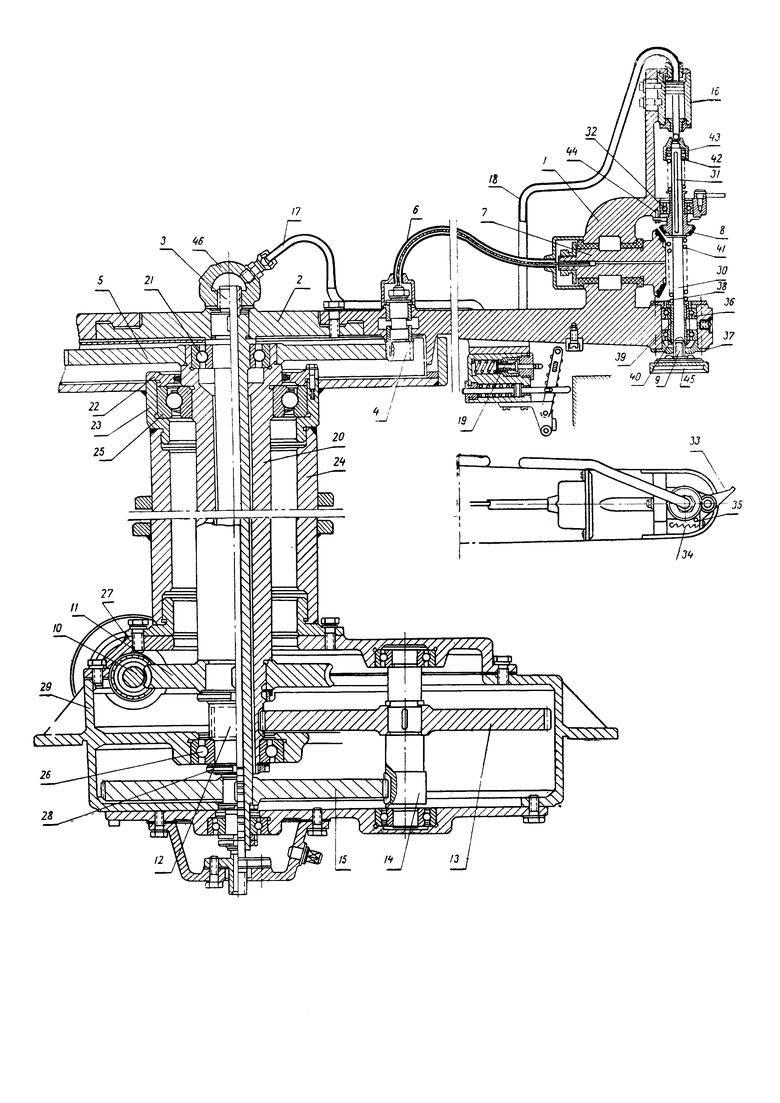
Конструкция механизма захвата дана на чертеже.
Пять однотипных водил 1 жестко установлены на крестовине 2, запрессованной на верхнем конце оси 3. Водила 1 с крестовиной 2 вращаются в горизонтальной плоскости вокруг оси редуктора, при этом установленные на консольной части водил сателлитовые шестерни 4 под воздействием центральной шестерни 5 с помощью гибких валов 6 и фрикционных колес 7 и 8 приводят во вращательное движение шпиндельные головки 9.
Ось 3 водил свое движение получает от червяка 10, червячного колеса 11 через зубчатые колеса 12, 13, 14 и 15. Ось 3 водил в теле имеет сквозное отверстие для пропуска сжатого воздуха в пневматические цилиндры 16 через воздухопроводы 17, 18 и клапаны 19. Ось 3 водил свободно размещена внутри ведущей оси 20 редуктора, верхний конец которой одновременно служит корпусом радиально-упорного шарикоподшипника 21 оси 3 водил.
Ведущая ось 20 фланцем 22 корпуса подшипника 23, стойкой 24, радиально-упорными шарикоподшипниками 25 и 26, крышкой 27 и гайкой 28 надежно устанавливается на корпусе редуктора 29.
На ведущей оси 20 на нижнем ее конце профрезеровано малое зубчатое колесо 12, а на верхнем конце жестко насажена центральная шестерня 5.
На головке водил 1 установлены шпиндельные головки 9 со всеми вспомогательными механизмами для управления их движениями. Шпиндельные головки 9 посредством резьбы жестко соединяются со стержнями 30, на теле которых с двух сторон закреплены призматические направляющие шпонки 31. Шейка фрикционных колес 8 скользящей посадкой насажена на шарикоподшипники 32, установленные неподвижно в верхнем гнезде головки водил 1. Таким образом, конструкцией обеспечивается свободное движение фрикционных колес 8 относительно шарикоподшипников 32 - вверх и вниз, свободное движение стержней 30 в отверстиях фрикционных колес 8 в том же направлении и передача крутящего момента от фрикционных колес 8 к стержням 30.
В нужных случаях для предотвращения зацепления фрикционных колес 7 и 8 на торце верхнего гнезда головки водил установлены собачки 33, удерживающиеся в исходном положении пружинами 34 и штифтами 35. Стержни 30 нижними концами закрепляются в нижних гнездах водил 1 радиальными подшипниками 36, крышками 37 и 38, направляющими втулками шпинделей 39 и гайками 40. Цилиндрическими пружинами 41 шпиндельные головки 9 и фрикционные колеса 8 удерживаются в верхнем исходном положении.
Плавное включение фрикционных колес 8 обеспечивается надетыми на стержни 30 цилиндрическими пружинами 42, упирающимися нижними концами на шайбы фрикционных колес 8 и удерживающимися в сжатом состоянии колпачками 43.
На кронштейнах головок водил 1 установлены корпуса пневматических цилиндров 16, штоки которых упираются на колпачки 43 через шарики 44.
Для захвата пластин на торце шпиндельных головок 9 закреплены держатели 45, изготовленные из кислотоупорной резины.
Держатели 45 и шпиндельные головки 9 являются сменными деталями автомата, которые подбираются и устанавливаются в зависимости от формы и габаритных размеров обрабатываемых пластин.
На нижней консольной части водил 1 установлены быстродействующие пневматические клапаны, обеспечивающие подачу сжатого воздуха из питателя 46 в пневматические цилиндры 16.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный сверлильный полуавтомат | 1975 |
|
SU650786A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| Планиметр для измерения площадей на топографической карте | 1990 |
|
SU1762106A1 |
| ШПИНДЕЛЬНАЯ ГОЛОВКА С ИЗМЕНЯЕМЫМ УГЛОМ РАСПОЛОЖЕНИЯ ШПИНДЕЛЯ | 2020 |
|
RU2836816C1 |
| Полуавтомат для связки упорных шарикоподшипников | 1952 |
|
SU96556A1 |
| Устройство для резки тонкостенных труб | 1989 |
|
SU1687381A2 |
| Многопозиционное устройство для эмалирования посуды | 1983 |
|
SU1109474A1 |
| Полуавтомат для заточки резцов | 1990 |
|
SU1779547A1 |
| Устройство для копирования оригиналов | 1972 |
|
SU463551A1 |
| Рабочий ротор | 1989 |
|
SU1717316A1 |
Устройство для фотопечатания, например, шкал и циферблатов, содержащее механизм подачи заготовок, механизм нанесения грунтовки, механизм фотосъемки, механизм нанесения на поверхность заготовки равномерного слоя светочувствительной эмульсии, механизм сбрасывания и пускорегулирующее устройство, отличающееся тем, что, с целью полной автоматизации процесса фотопечатания, в нем применен механизм захвата заготовок, состоящий из шпиндельных головок с присосами-держателями для перемещения заготовок к механизмам по циклу фотопечатания.
