(54) РОТОРНЫЙ СВЕРЛИЛЬНЫЙ ПОЛУАВТОМАТ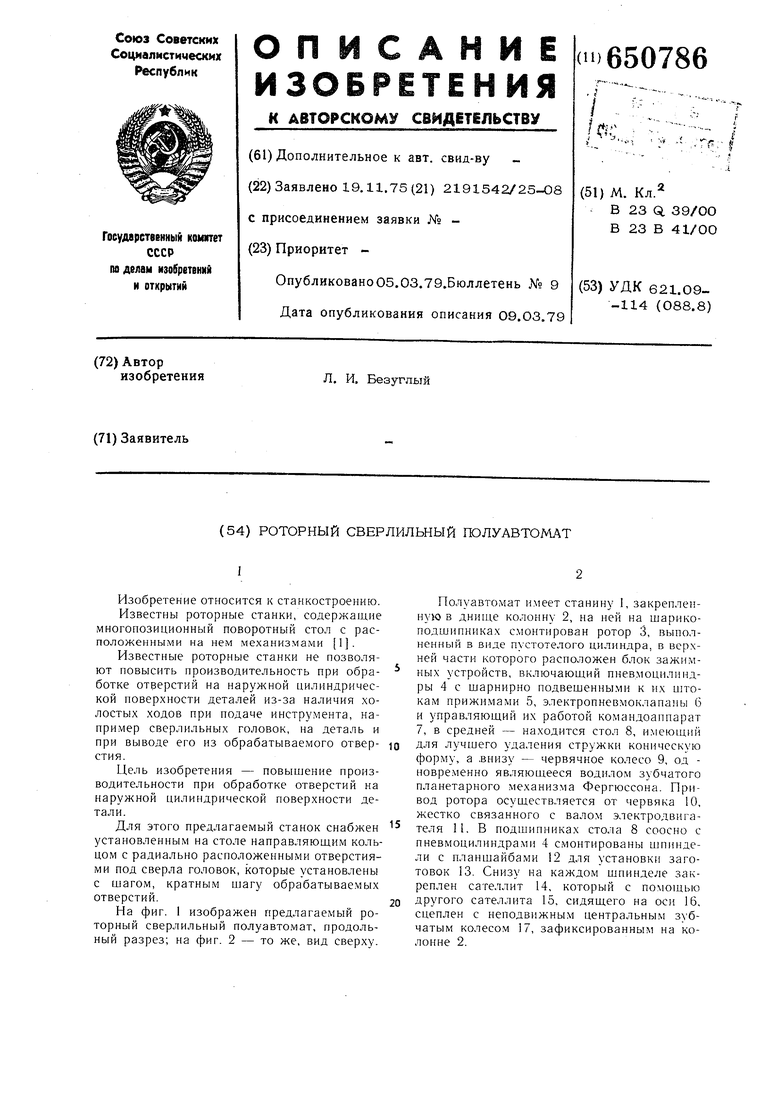

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для крепления декоративной стенки мебельного ящика | 1989 |
|
SU1655783A1 |
| Устройство для зажима щитовых деталей | 1987 |
|
SU1509249A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| ПОЛУАВТОМАТ ДЛЯ МОЙКИ БУТЫЛОК И НОСИТЕЛЬ БУТЫЛОК ДЛЯ НЕГО | 2001 |
|
RU2202510C1 |
| Устройство для обработки сложных поверхностей деталей | 1980 |
|
SU961869A1 |
| Токарно-центровальный полуавтомат | 1989 |
|
SU1726140A1 |
| Устройство для шлифования кулачковыхВАлОВ | 1978 |
|
SU810452A1 |
| Фрезерный станок | 1980 |
|
SU952469A1 |
| Универсальный многошпиндельный сверлильно-присадочный станок по дереву | 1986 |
|
SU1351784A1 |
Изобретение относится к станкостроению.
Известны роторные станки, содержащне многонозиционный поворотный стол с расположенными на нем механизмами 1.
Известные роторные станки не позволяют повысить производительность при обработке отверстий на наружной цилиндрической поверхности деталей из-за наличия холостых ходов при подаче инструмента, например сверлильных головок, на деталь и при выводе его из обрабатываемого отверстия.
Цель изобретения - повышение производительности при обработке отверстий на наружной цилиндрической поверхности детали.
Для этого предлагаемый станок снабжен установленным на столе направляющим кольцом с радиально расположенными отверстиями под сверла головок, которые установлены с шагом, кратным шагу обрабатываемых отверстий.
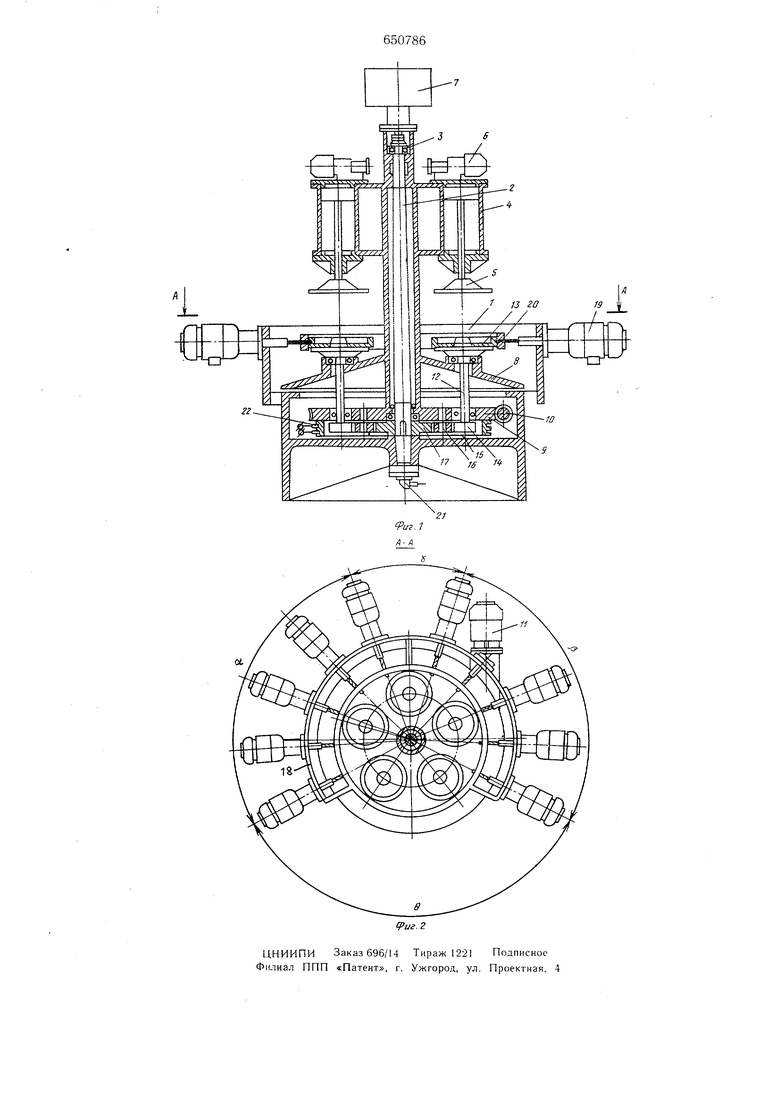
На фиг. 1 изображен предлагаемый роторньЕЙ сверлильный полуавтомат, продольный разрез; на фиг. 2 - то же, вид сверху.
Полуавтомат имеет станину 1, закрепленную в днипхе колонну 2, на ней на шарикоподшипниках с.монтирован ротор 3, выполненный в виде пустотелого цилиндра, в верхней части которого расположен блок зажимных устройств, включающий пневмоцилиндры 4 с шарнирно подвешенными к их штокам прижимами 5, электропневмоклапаны 6 и управляющий их работой командоаппарат 7, в средней - находится стол 8, имеющий для лучшего удаления стружки коническую форму, а .внизу - червячное колесо 9, од новре.менно являющееся водилом зубчатого планетарного .механизма Фергюссона. Привод ротора осуществляется от червяка К), жестко связанного с валом электродвигателя 11. В подшипниках стола 8 соосно с пневмоцилиндра.ми 4 смонтированы шпиндели с планшайбами 12 для установки заготовок 13. Снизу на каждом шпинделе закреплен сателлит 14, который с помощью другого сателлита 15, сидящего на оси 16, сцеплен с неподвижным центральным зубчатым колесом 17, зафиксированным на колонне 2.
В верхней части станишл, в плоскости заготовок на опоясывающем их кольце 18 по его радиусам в секторах а н / на расстояниях друг от друга, KpaTiifiix luary отверстий обрабатываемых деталей, установлены сверлильные головки 19, сверла которых проходят через радиальные отверстия направляющего кольца 20, нграюц его роль кондуктора, причем сверла выдвинуты из отверстий направляюп 1его диска на длину, соответствующую глубине обрабатываемых отверстий.
Между секторами а и /J с одной стороны имеется сектор у, лТ,лина дуги которого больще щага сверлильных головок 19 на величину шага отверстий, а с другой - сектор в для загрузки заготовок и разгрузки готовых деталей.
Для осуществления совмещенного с подачей деления число зубьев сателлита 15 прини.мается равны.м или кратным числу обрабатываемых в одной детали отверстий, а отношение числа зубьев сателлита 15 к числу зубьев колеса 17 выбирается равным отношению радиуса детали к внутрен}1ему радиусу направляющего кольца 20 и должно быть простой несократимой дробью.
Подвод сжатого воздуха к блоку зажимных устройств осуществляется через щтуцер 21, канал в колонне 2 и далее - с номощыо воздухопроводов (не показаны). Подвод электсического тока к ко.мандоаппарату и электронневмоклананам осуществляется с по.мон1.ью коллектора 22.
Полуавтомат работает следуюп.1,им образом.
Заготовки 13 поочередно загружаются на ходу ротора 3 в сектор вис помониж) зубчатой нланетарной передачи механизма Фергюссона приводятся в согласованное со скоростью ротора вращение вокруг своих осей. В этом же секторе но командам командоапкарата 7 заготовки поочередно прижимаются к планщайбам прижимами 5 и поступают в сектор а, где в каждой из них сверлится но пять отверстий. В секторе заготовки разворачиваются на угол, обеспечивающий сдвиг следующих пяти отверстий, обрабатываемых в секторе / на заданный щаг по отношению к ранее просверленным.
При втором обороте ротора, благодаря делению, осуществляемому с помощью зубчатой планетарной передачи, следующие отверстия сдвигаются еще на один шаг но отношению к ранее просверленным. Дальнейшее деление ироисходит аналогично. После обработки всех отверстий по командам командоаппарата прижимы 5 поочередно отходят вверх, освобождая готовые детали, которые в секторе в заменяются необработанными заготовками.
Формула изобретения
Роторный сверлильный нолуавтомат, содержащий многопозиционный поворотный стол, расположенные на нем механизмы, например механизм Фергюссона д,пя сообщеПИЯ обрабатываемым деталям планетарного движения и сперли, головки, отличающийся тем, что, с нслыо повышения производительности при обработке отверстий на наружной цилиндрической поверхности детали, оп снабжен установленным на столе нанравляющим кольцом с радиально расноложсннымн отверстия.ми иод сверла головок, которые установлены с шагом, кратным шагу обрабатываемых отверстий.
35 Источники инфор.мации, принятые во внимание 1ри экспертизе
. Кошкин Л. П. Комплексная автоматизация производства на базе роторных линий. М., «Машиностроение, 1972, с. 38--39
