Обычно сборка и склейка пьезоэлементов произЕодится вручную и операция эта трудоемка.
Предлагаемая конструкция не имеет прототипа и позволяет повысить производительность труда. Для этой цели в полуавтомате применено устройство, которое состоит из трех шпинделей.
Первый присасывает из магазина керамическую пластипу, ориенгирует ее и укладывает на место компаиовки. Второй шпиндель присасывает из другого магазина металлическую пластину, опускает ее на механизм нанесения клея, после чего металлическая пластина укладывается на керамическую пластину. Третий шпиндель присасывает и смазывает клеем нижнюю часть второй керамической пластины и укладывает ее на металлическую пластину. После этого склеенный блок ориентируется на месте компановки, где происходит выравнивание с помощью специальных ползуноВ.,, .
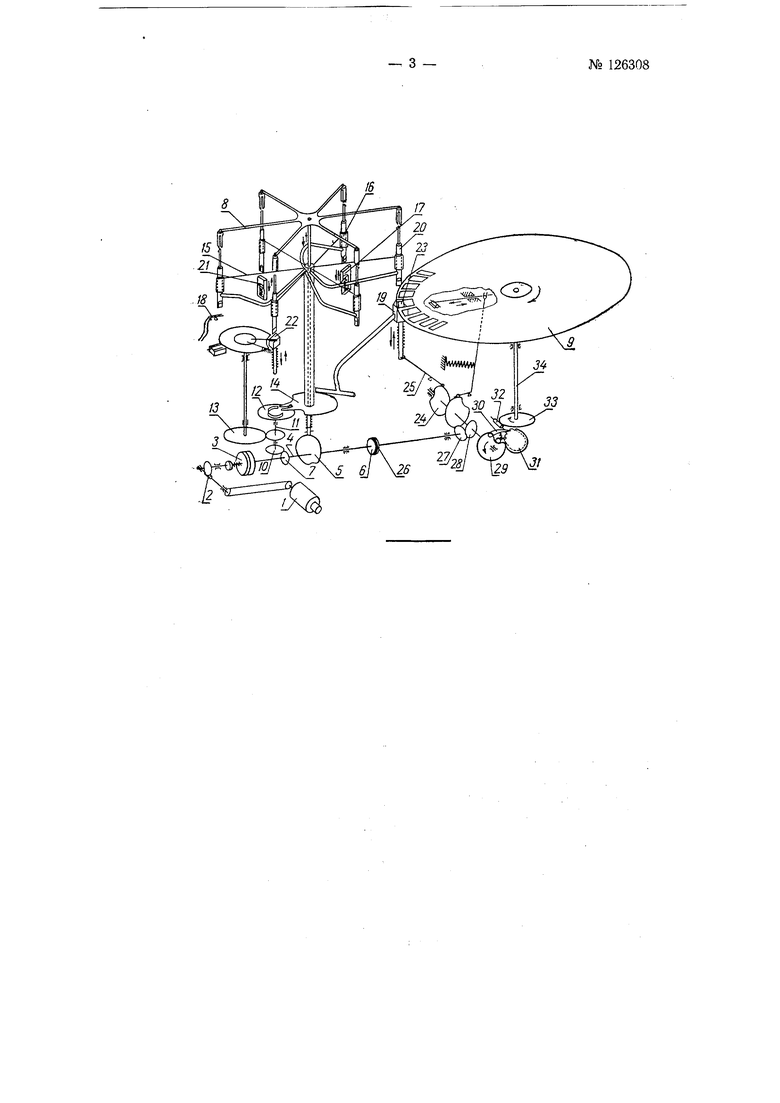
Кинематическая схема, полуавтомата показана на чертеже. ,
Процесс сборки и склейки пьезоэлементов происходит следующим образом: движение от электродвигателя / передается клиноременной передачей на червячный редуктор 2, приводящий в движение через предохранительную фрикционную муфту 3 горизонтальный вал 4. На валу 4 находится кулачок 5, полумуфта 6 и коническая шестерня 7. Кулачок 5 сообщает возвратно-поступательное движение замковому диску 8От полумуфты 6 движение передается на поворотный диск 9, предназначенный для укладки склеенных блоков. Шестерня 7 приводит в движение через шестерню 10 вертикальный вал // и вместе с ним кривощипный диск 12 и шестерню 13 механизма щеток для очистки клеевой ванночки. От кривошипного диска 12 приводится в прерывистое враще№ 126308
ние мальтийский крест 14, а вместе с ним-шпиндельный диск /5, на котором укреплены две группы шпинделей. В каждой группе имеется по три шпинделя: два для керамических и один для металлических пластин. Шпиндели укреплены на шпиндельном диске 15 и в-рашаются по окружности с остановками. Во время остановок ползуны шпинделей посредством замкового диска 8 опускаются и поднимаются в требуемых рабочих местах.
Первый шпиндель 16 для керамических пластин опускается к магазину 17, присасывает керамическую пластинку, с которой перемеш;ается по окружности, и опускается на блокировку 18, после чего укладывает пластинку в место сборки на механизм компановки 19. Второй шпиндель 20, подойдя к магазину 21, опускается в него, присасыЕлет металлическую пластинку и вытаскивает ее за счет дуги прогиба из магазина, проходит блокировку 18, подходит к устройству с клеем 22, где при опускании ползуна шпинделя происходит нанесение клея на нижнюю поверхность г ластинки. После этого металлическая пластинка укладывается на первую керамическую пластинку. Третий шпиндель присасывает керамическую пластинку, подобно первому .шпинделю, на нижнюю поверхность пластинки наносится клей так же, как и на металлическую пластинку и она укладывается на место сборки. На этом заканчивается сборка блока. После этого механизм компановки 19 опускается ниже поворотного диска, блок остается на диске и передвигается вместе с ним на один шаг.
Ползун механизма К01утановки 23 поднимается в следуюш,ее окно поворотного диска. Движение ползуна механизма компановки управляется кулачком 24 через рычаг 25. Поворот съемного диска осуш,ествляется через полумуфту 26, конические шестерни 27, 28 и кулачок 29. Кулачок приводит в движение собачку 30, которая периодически поворачивает храповое колесо 31, червяк 32, червячную шестерню 33 и вертикальный Е.ал 34, на котором укреплен поворотный диск 9.
П,редмет изобретения
1.Полуавтомат для сборки и склейки пьезоэлементов, .ий сменные механизмы питания магазинного типа, отличающийся тем, что, с целью исключения трудоемких ручных работ, применено устройство поочередного захвата керамической и металлической пластинки, выполненное из шпинделей в виде цилиндрических втулок с прорезями и штоков со штифтами.
2.Полуавтомат по п. 1, отличающийся тем, что для нанесения клея на поверхность пластинок применено устройство, вып олиенное в виде бункера с клеем и вращающегося цилиндра с прс резью, для нанесения клея па пластинки пьезоэлементов в момент нахождения их над прорезью.
3.Полуавтомат по пп. 1 и 2, отличающийся тем, что, для сборки и выравнивания пластинок механизм ком/пановки выполнен в виде ползуна с ориентирующим устройством, совершающего возвратно-постуЛательное движение.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ШТУКОВАННЫХ И Т.П. КНИЖНЫХ ПЕРЕПЛЕТОВ | 1948 |
|
SU80353A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Полуавтомат для обдирки наждачным кругом цилиндрических или конических наружных поверхностей деталей | 1950 |
|
SU91692A1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| ПОЛУАВТОМАТ ДЛЯ НАБИВКИ СЕРДЕЧНИКОВ ТРАНСФОРМАТОРОВ | 1964 |
|
SU165819A1 |
| УСТРОЙСТВО для СБОРКИ РАМОК ПРЯЖЕК С РОЛИКАМИ К ШТАМПОВОЧНОМУ ПОЛУАВТОМАТУ | 1965 |
|
SU170034A1 |
| Токарный патрон | 1978 |
|
SU747034A1 |
| Устройство для нанесения серебряной пасты на микроплаты | 1960 |
|
SU142710A1 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |
| ПОЛУАВТОМАТ ДЛЯ ПРОВЕРКИ КРУТЯЩИХ МОМЕНТОВ СПИРАЛЬНЫХ ПРУЖИН | 1971 |
|
SU433367A1 |