Изобретение относится к обработке металлов давлением и может быть использовано для пробивки отверстий в боковых стенках полых деталей, в частности для выполнения диаметрально противоположных отверстий и пазов, расположенных во взаимно-перпендикулярных плоскостях кронштейна-обечайки автомата заряжания боевых бронетранспортных машин.
Известны штампы, включающие матрицы, клинья, воздействующие на ползушки, в которых закреплены пуансоны, пробивающие диаметрально противоположные отверстия в полых деталях за два хода ползуна пресса. Однако эти штампы не обладают необходимой точностью, малопроизводительны и в условиях массового выпуска деталей не обеспечивают необходимого ритма производства.
К недостаткам прототипа следует отнести то, что он не обеспечивает высокого качества работы при изготовлении деталей, и может быть использован, как следует из описания, только для пробивки отверстий с большими (до 5 мм) отклонениями по диаметру. Кроме того наличие поворотных подпружиненных собачек, хотя и обеспечивает пробивку диаметрально противоположных отверстий за один ход ползуна, усложняет конструкцию штампа и снижает надежность его работы. В условиях массового производства производительность штампа низка.
Цель изобретения - повышение качества и надежности работы штампа, а также увеличение производительности штампа за счет одновременной обработки нескольких (не менее 2-х) деталей, и создание возможности одновременной пробивки отверстий, расположенных во взаимно-перпендикулярных плоскостях деталей.
Поставленная цель достигается тем, это штамп снабжен закрепленным на подвижной плите копиром с профилированным пазом, имеющим слева и справа от продольной оси копира наклонные ветви и взаимодействующим с ползушкой, посредством закрепленного на ней ролика, при этом стенки паза в средней своей части и на концах выполнены с вертикальными участками, а закрепленные на ползушке пуансоны размещены попарно один против другого, как по одну, так и по другую сторону ролика, взаимодействующего с профилированным пазом копира.
На фиг.1 схематично показан предлагаемый штамп при исходном среднем положении ползуна пресса.
На фиг.2 - то же при крайнем нижнем положении ползуна пресса.
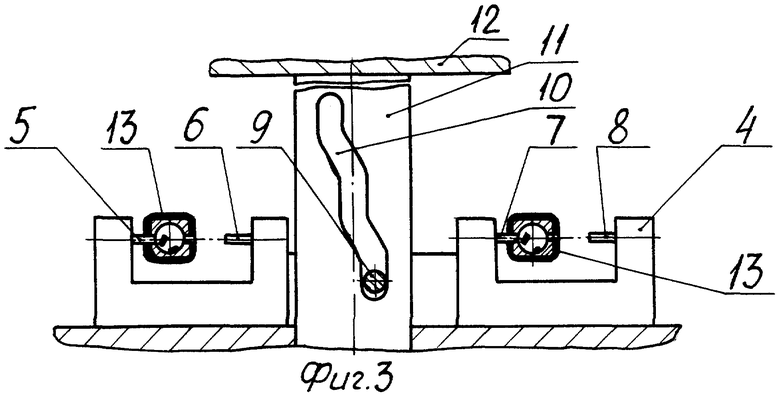
На фиг.3 - то же при крайнем верхнем положении ползуна пресса.
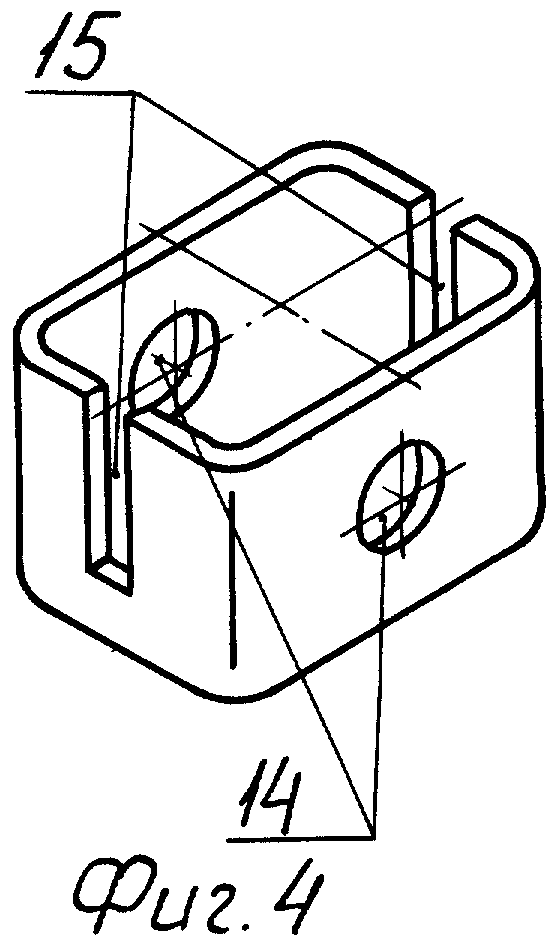
На фиг.4 - деталь кронштейн-обечайка.
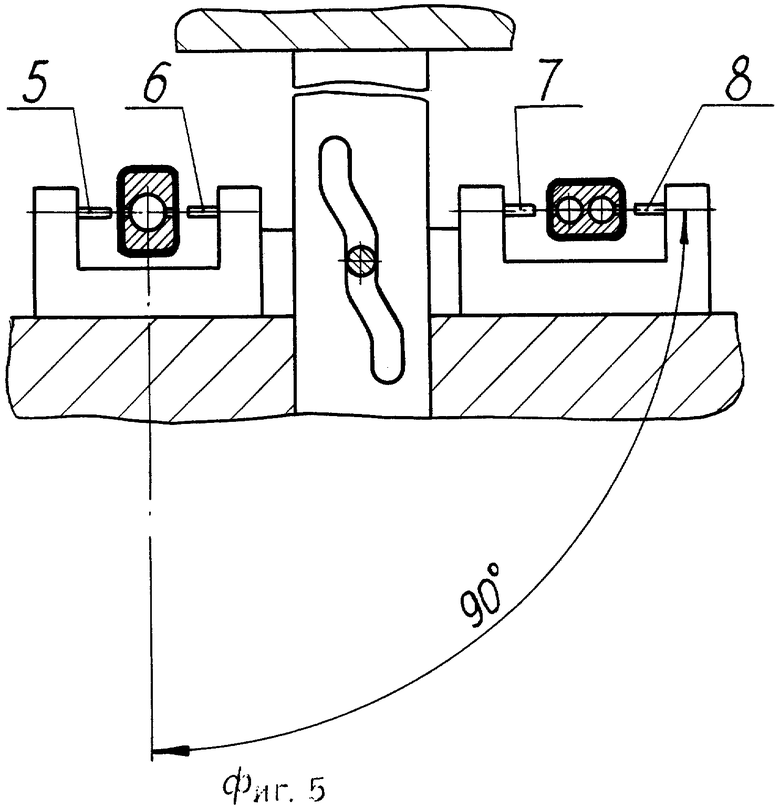
На фиг.5 - штамп, налаженный на обработку детали кронштейна-обечайки, для пробивки отверстий и пазов, расположенных на детали во взаимно-перпендикулярных плоскостях.
Штамп состоит из нижней неподвижной плиты 1, на которой установлены матрицы 2 и 3, ползушка 4 с пуансонами 5, 6, 7, 8 и роликом 9, выполненная с возможностью перемещения в горизонтальной плоскости. Ролик 9 закреплен в средней части ползушки и введен в профилированный паз 10, который выполнен в копире 11, закрепленном на верхней подвижной плите 12. Профилированный паз 10 имеет слева и справа от продольной оси копира наклонные ветви "а", обеспечивающие при взаимодействии с роликом 9 возвратно-поступательное перемещение ползушки 4, а в средней своей части и на концах стенки паза выполнены с вертикальными участками "в", что позволяет компенсировать неточности в наладке, изготовлении в работе штампа и пресса. Закрепленные на ползушке 4 пуансоны 5, 6, 7, 8 размещены попарно один против другого (для пробивки диаметрально противоположных отверстий или пазов) как по одну (пуансоны 5 и 6), так и по другую (пуансоны 7 и 8) сторону от ролика 9, взаимодействующего с профилированным пазом 10 копира 11. При этом между пуансонами 5, 6 и матрицей 2, равно как и между матрицей 3 и пуансонами 7, 8 образован зазор для установки заготовки 13 на матрицы.
Штамп снабжен также устройством для удаления отходов и контроля за их удалением (на чертеже не показан, так как является самостоятельным предметом изобретения для отдельной заявки).
Штамп работает следующим образом. При наладке пресса ползун устанавливается в среднее положение-среднее положение ползуна является исходным, при этом ролики ползушки 4 занимает положение в средней части профилированного паза 10 копира 11 (см. фиг.1). Ход ползуна разделен как бы на две части: как прямой, так и обратный ход ползуна пресса наполовину является рабочим, наполовину - холостым.
На матрицы 2 и 3 устанавливают заготовки 13. При движении ползуна пресса вниз подвижная плита 12 с копиром 11 опускается, при этом копир 11, взаимодействуя с ползушкой путем обкатывания ролика 9 по левой наклонной ветви профилированного паза 10, перемещает ползушку 4 с пуансонами влево, сообщая ей рабочий ход (см. фиг.2). Происходит пробивка отверстий пуансонами 6 и 8 с одной стороны заготовки и проталкивание отходов в выгребные отверстия матриц 2 и 3, из которых они удаляются.
При перемещении копира 11 вверх, посредством профилированного паза 10 и ролика 9 ползушка 4 перемещается вправо, пуансоны 6 и 8 выходят из пробитых в заготовках отверстий и в среднем положении копира образуются зазоры между пуансонами и установленными на матрицы заготовками. Дальнейшим ходом вверх копир 11 правой наклонной ветвью паза 10 продолжает перемещать ползушку 4 вправо, сообщая ей второй рабочий ход, и пуансоны 5 и 7 пробивают отверстия в заготовках с диаметрально расположенной стороны и проталкивают отходы в выгребные отверстия матриц (см. фиг.3). После чего ползун пресса, пройдя крайнее верхнее положение, идет вниз и останавливается в исходном среднем положении. При этом пуансоны 5 и 7 выходят из пробитых в заготовках отверстий, образуя зазоры между собой и заготовками 13 (изготовленными деталями). Снимаются готовые детали, а на их место устанавливают следующие заготовки. Включают пресс и цикл повторяется.
Таким образом в предлагаемом штампе за один полный ход пресса пробиваются диаметрально-противоположные отверстия одновременно, как минимум в 2-х деталях, что повышает производительность штампа. Размещение пуансонов попарно с одной и другой стороны от ролика 9 ползушки 4 позволяет одновременно пробивать отверстия и пазы (либо только отверстия, либо только пазы), расположенные на деталях во взаимно-перпендикулярных плоскостях. Например, на детали кронштейн-обечайка (см.фиг.4) требуется выполнять два диаметрально-противоположных отверстия 14, а в другой перпендикулярной плоскости - два диаметрально противоположных паза 15. Для этого одну рабочую позицию ползушки, например слева с пуансонами 5 и 6 налаживают на пробивку отверстий, а другую с пуансонами 7 и 8 на пробивку пазов, развернув вторую деталь на 90° относительно первой (см. фиг.5). При вышеописанной работе штампа за один ход в одной из деталей (слева) пробиваются диаметрально противоположные отверстия, а в другой детали (справа) пробиваются диаметрально противоположные пазы, расположенные на детали в плоскости, перпендикулярной к плоскости проходящей через пробитые отверстия. После этого детали снимаются и переставляются местами и за следующий ход ползуна пресса (аналогично) в детали с пробитыми отверстиями изготавливаются пазы, а в детали с изготовленными пазами пробиваются отверстия. Изготовление этих деталей в предложенном штампе позволяет автоматизировать процесс их изготовления путем встраивания пресса в автоматическую линию.
Эффективность предлагаемого штампа заключается в том, что:
- за счет упрощения конструкции (исключение поворотных и подпружиненных деталей, введение профилированного паза с вертикальными участками в его середине и на концах) значительно повышается качество работы штампа и его надежность. В предложенном штампе можно пробивать достаточно точные отверстия со смещением от центра отверстия не более 0,5 мм;
- увеличивается производительность штампа - обрабатывается одновременно несколько деталей (как минимум две);
- появляется возможность одновременной пробивки отверстий (пазов), расположенных на детали во взаимно-перпендикулярных плоскостях;
- положительно решается вопрос автоматизации изготовления деталей в автоматической линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки отверстий в полом изделии | 1976 |
|
SU596333A1 |
| Штамп совмещенного действия | 1986 |
|
SU1375381A1 |
| Штамп для пробивки отверстий | 1986 |
|
SU1329870A1 |
| Штамп для пробивки отверстий в стенках полых изделий | 1982 |
|
SU1276398A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Штамп для пробивки в полых деталях отверстий | 1986 |
|
SU1388149A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Штамп для пробивки отверстий | 1988 |
|
SU1682013A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Штамп для вырезки отверстий в полых изделиях | 1983 |
|
SU1101313A1 |

Изобретение относится к обработке деталей и может быть использовано для пробивки отверстий в боковых стенках полых деталей. Сущность: штамп содержит неподвижную плиту, на которой расположены оправки-матрицы и установленные с возможностью возвратно-поступательного перемещения в плоскости перпендикулярной оси давления ползушки, связанные между собой. На ползушках размещены пуансоны и средства, связывающие их с подвижной плитой штампа, включающие закрепленный на подвижной плите профилированный копир. При этом ползушки жестко связаны между собой, а часть пуансонов, закрепленных в каждой ползушке, расположена по одну сторону оправки-матрицы, а другая часть - по другую сторону той же оправки-матрицы. Технический результат: повышение производительности за счет пробивки отверстий в двух противоположных стенках каждой детали на одной рабочей позиции. 1 з.п. ф-лы, 5 ил.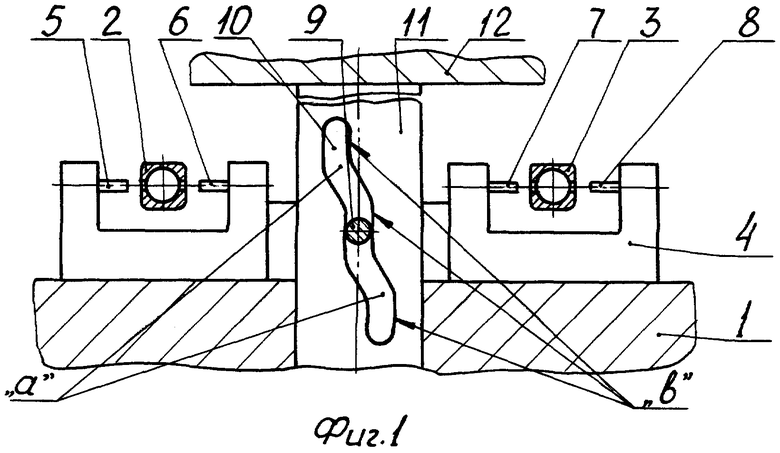
| Авт | |||
| св | |||
| Штамп для пробивки отверстий в полых деталях | 1982 |
|
SU1021500A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

