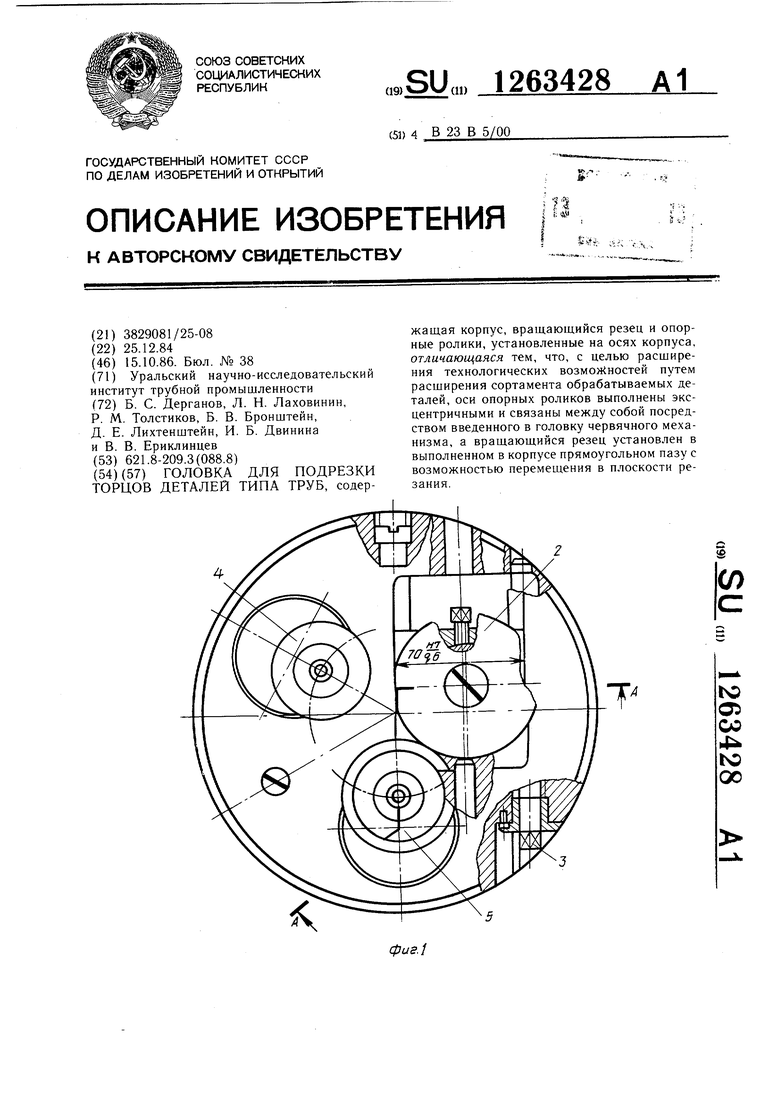
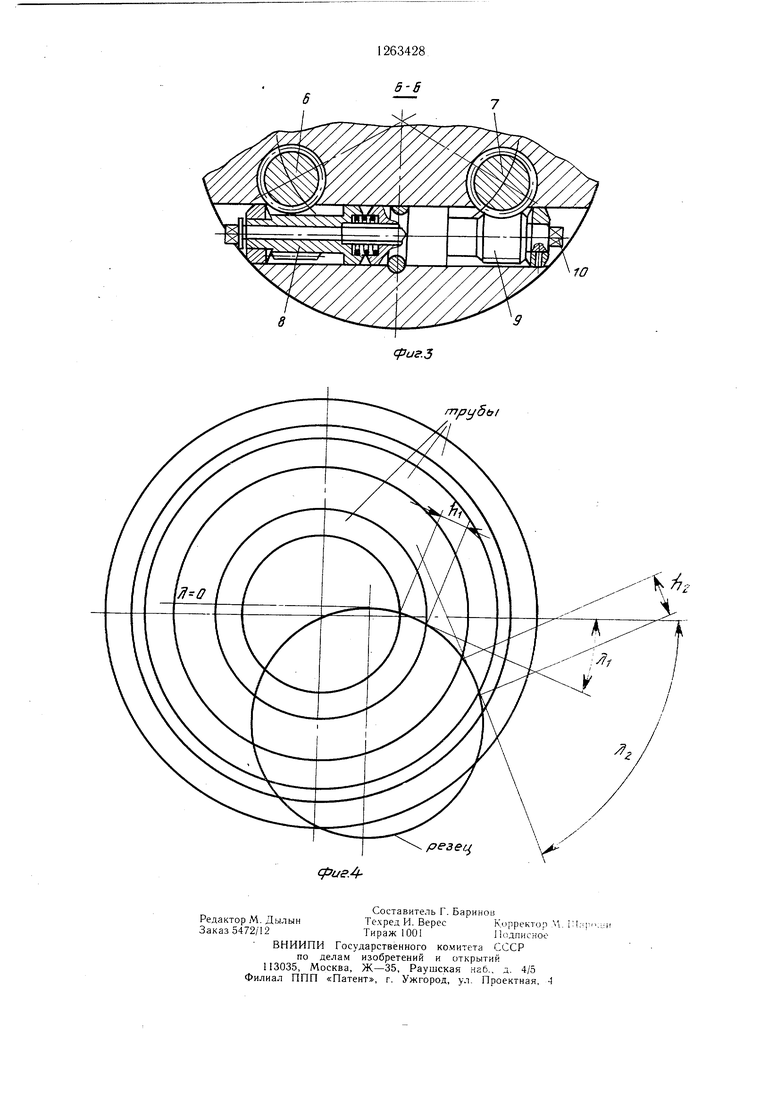
Изобретение относится к механической обработке металлов и может быть использовано для подрезки торцов труб, муфт и других полых изделий. Цель изобретения - расширение технологических возможностей за счет расширения сортамента труб, обрабатываемых этой головкой. На фиг. 1 показана конструкция подрезной головки; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - схема настройки головки в зависимости от размера диаметра трубы. В корпусе головки 1 установлен высокостойкий вращающийся резец 2, подшипниковая опора которого крепится к ползуну, имеющему возможность перемещаться в прямоугольном пазу, сделанном в корпусе головки, при помощи винта 3. Резец свободно вращается в подшипниковой опоре. Опорные ролики 4 и 5 установлены на эксцентриковых осях 6 и 7, которые находятся в зацеплении с червяками 8 и 9 (фиг.З). Ролики установлены на осях с помощью подшипников, поэтому свободно вращаются. Установка на заданный размер производится с помощью червяков посредством эксцентриковых осей. Поворот червяков осуществляется поворотом головки 10. Настройка головки для работы. Установочный угол наклона режущей кромки (Л) заключен между касательной к режущей кромке в заданной точке и линией проводимой через эту же точку режущей кромки, параллельной основной плоскости. Увеличениеугла (Я,:-А,2) приводиткувеличению длины контакта режущей кромки с обрабатываемой поверхностью трубы, где h|,2 - ширина контакта режущей кромки. Учитывая биение трубы относительно резца, происходит изменение угла Я., ширины срезаемого слоя, а также направления вектора скорости резания, который в свою очередь меняет векторную и скалярную величину силы резания. Для сдвига срезанного металла на наружную поверхность трубы резец в головке устанавливается так, что угол наклона режущей кромки отрицательный, в результате чего заусенцы образуются только на наружной поверхности. Для создания минимальных усилий резания резец устанавливается в пазу корпуса так, что угол Я. 10-12°, это достигается перемещением резца по пазу. Установка опорных роликов производится с помощью червячного механизма. При этом устанавливается труба в патроне, затем подводится головка к заготовке до касания торца заготовки с режущей кромкой резца и после этого поворотом головки 10 червяков подводятся опорные ролики до касания с наружной поверхностью заготовки (трубы). Работа подрезной головки заключается в следующем. Головка подводится к трубе ускоренной подачей с помощью продольной каретки станка, которая посредством соединительного устройства связана с задней бабкой. На расстоянии 2-3 мм от торца трубы движение головки прекращается и она устанавливается на рабочую подачу. Затем труба начинает вращаться. Производится подрезка торца, при этом заусенцы подгибаются и отламываются посредством прижатия опорными роликами. Головка отводится в исходное положение, и цикл повторяется.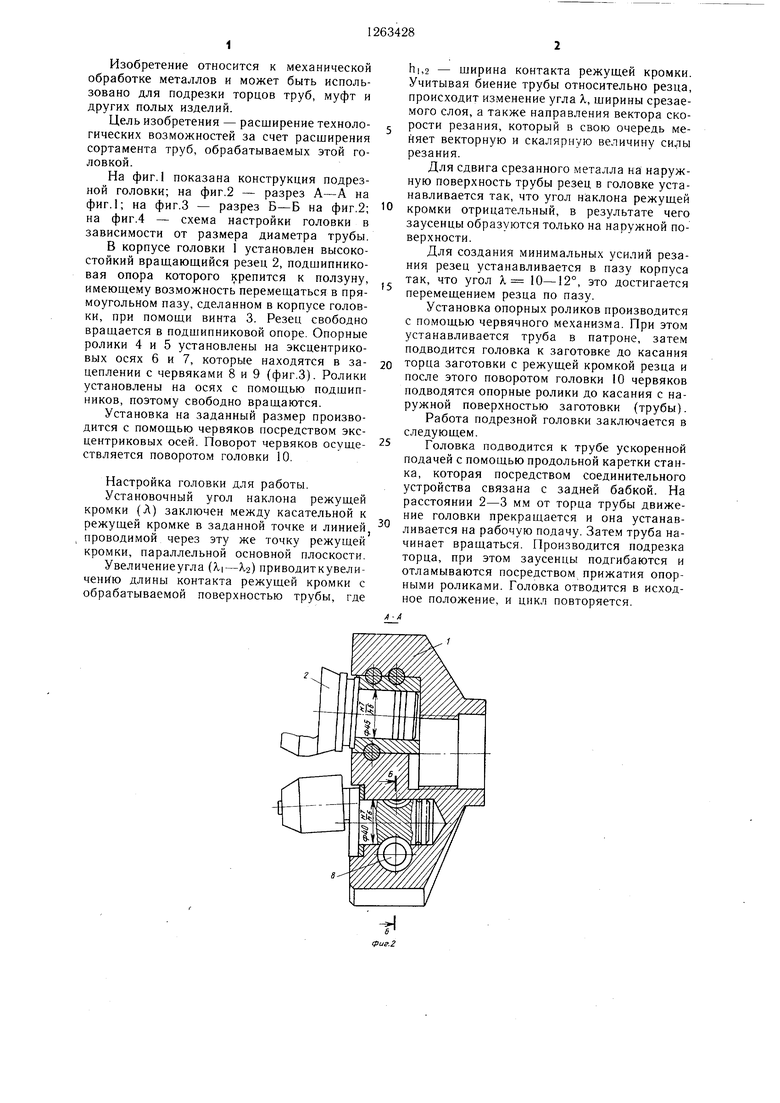
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ ПОДРЕЗКИ ТОРЦОВ | 1973 |
|
SU380395A1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| РАСТОЧНАЯ ГОЛОВКА ДЛЯ ТОКАРНОЙ ОБРАБОТКИ СВАРНЫХ ШВОВ ТРУБ | 1999 |
|
RU2163858C2 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ ОТ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2049595C1 |
| Резцовая головка для расточки и подрезки | 1975 |
|
SU516474A1 |
| Резцовая ножовка | 1939 |
|
SU59221A1 |
| Устройство для зачистки сварных швов | 1983 |
|
SU1107926A1 |
| Способ обработки некруглых отверстий | 1991 |
|
SU1816555A1 |
| Механизм для подрезки упорных торцов замковых соединительных элементов с замковой резьбой | 1970 |
|
SU365211A1 |
| Металлорежущий станок | 1985 |
|
SU1284705A1 |
ГОЛОВКА ДЛЯ ПОДРЕЗКИ ТОРЦОВ ДЕТАЛЕЙ ТИПА ТРУБ, содер4 жащая корпус, вращающийся резец и опорные ролики, установленные на осях корпуса, отличающаяся тем, что, с целью расщирения технологических возмоя ностей путем расщирения сортамента обрабатываемых деталей, оси опорных роликов выполнены эксцентричными и связаны между собой посредством введенного в головку червячного механизма, а вращающийся резец установлен в выполненном в корпусе прямоугольном пазу с возможностью перемещения в плоскости резания. (Л to 05 СО 4 to 00