(54) РЕЗЦОВАЯ ГОЛОВКА ДЛЯ РАСТОЧКИ И ПОДРЕЗКИ
iTJiiHe ,ч;:клока паза противовеса пропшоположно aiij)E.KJteK:;LO жклсла г.зза резцедержателя.
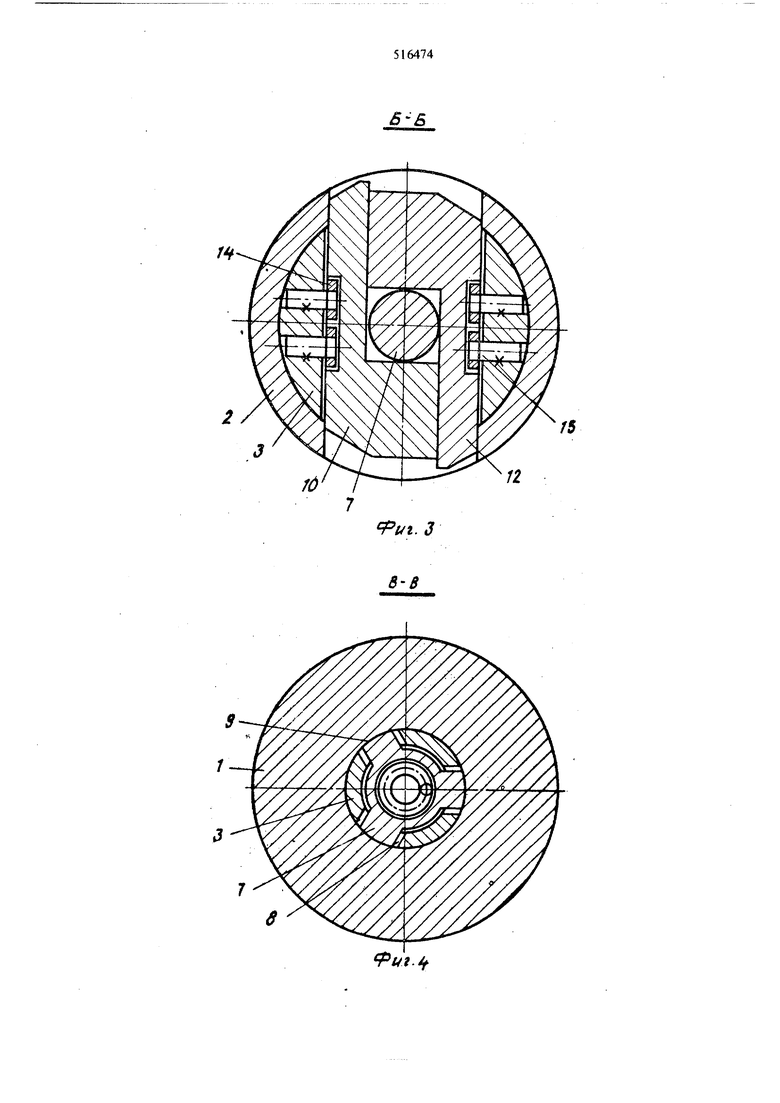
Таккм образом, кинематическая связь резцеотржйтгля Ю скорпусом 2 осуществляется по паз 13 - роижи 14 - оси 15 - вал 3 - корпус (взаи ког чглогсе п-оложение зала и корпуса фиксировано
Fa аравом солце толкателя 7 привода закрепле;й крыивса 16, BHjTpH которой находится шаоик 7, контактирующий с пяткой 18. Во время об габотки детрли. шарик прижат 19 к ;г-,лоБке вкнт. 20 регулируемого упора 21. Послед:5;й проходглт через обрабатьтаемую деталь и установлен кя пркспоссблегглк для ее крепления (не локаз€-нс}.
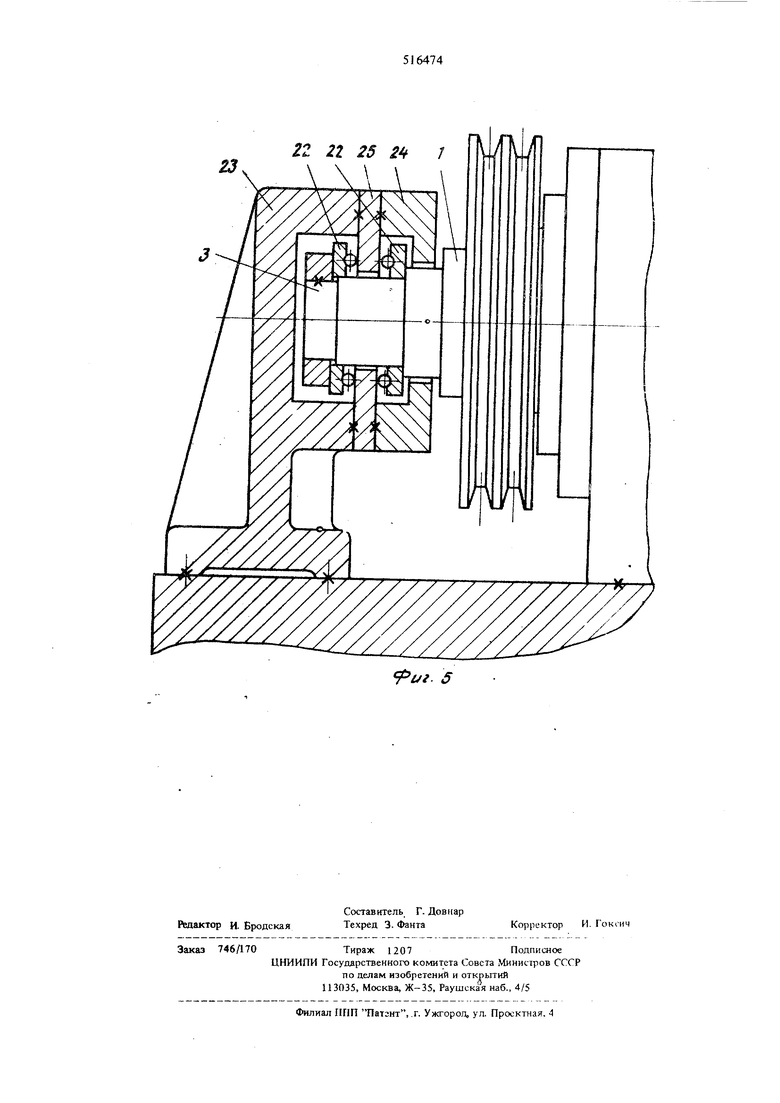
Прс;./:т:.-у:о--.ньй псльй вал 3 центрируется Глу::зен кй ловорхностыс шпинделя I, зафикскро У в o;;sp07rf направлеш и упорным подшипни.гпйл: 22,, ;с зЕОБлекным с радиалькь:м зазором в :ро-:ш7Сй1;е 23 и .крышке 24, закрепленной на кронштейне посредством упорного кольца 25 (фиг. 5). Крок.штейн установлен на мост1-5ке станка позади гшхква привода вращештя ;лпг-1нделя 1.
Рез1до7 ая головка работает следз/ющим образом.
В на.чале обработки деталь подводится к резцам 6 н 11. При этом винт 20 выбирает зазор между шариков; П и пяткой 18. а затем, сжимая пруживу 19, начинает перемещать толкатель 7 влево со скоростью осевой подачи детали.
Толкатель 1 перемещает вдоль оси вращения резцедержатель 10 и противовес 12, которые од ювременно перемещаются и в радиальном направлеште, так как их наклонные пазы взаимодействуют с парагли ро.ликов 14, установпенных на неподвижных осях 15. При этом .дви ;9нйе. резцедержателя 10 и противовеса 12 происходит на направляюц.;их, выполненных на толкателе 7 в виде двух плоскостей, перпегаднкулярных оси вращения, и на корпусе 2 - в виде плоскостей, параллельных оси вращения.
В результате резец 6 растачивает отверстие дета)ш, а резец 11 подрезает торец, перпендикулярный оси расточки (скорость продольного перемещения подрезного резда равна скорости осевой подачи обрабатьшаемой детали, а скорость радиального перемещения - скорости радиальной подачи).
Радиальное перемещение противовеса, по наорав ле1шю противоположное радиальной подаче резцедержателя, сохраняет отрегулированную балансировку головки.
По окончашш обработки направление перемещения обрабатьтаемой детали изменяется на обратюе, пружина 19 возвращает толкатель вместе с резцедержателем и проттовесом в исходное положение.
При сборке и экогпуатации головки регулировкой эксцентриковых осей 15 устраняют зазоры
между creifKaMH наклоин1,1х и роликами 14.
Такое выполнение резцовой го.чонки наряду с повьш1ением производительности труда обеспешвает существенное упрощение конструкции станка за счет исключения отдельного привода толкателя 7 и злектрогидравлической системы управления зтим приводом.
Пружина 19 может быть заменена, например гкдроцилиндром, применение которого позволяет исключить образование риски на обработа{шом торце детали от резца 11, возвращаемого в исходное положение. В этом случае возврат толкателя вправо вьшолняется после отхода обрабатьтаемой детали за пределы резцовой голов-си.
Ддльнейщим развитием такой конструкции является использова1ше гидроцилиндра, движение которого сихронизировано с рабочим перемещением обрабатьшаемой детали, взамен регулируемого упора 21 с винтом 20. Это исполнение целесообразно, когда применение регулируемого упора невозможно или затруднено.
Вал 3, центрируемый полым щпинделем и фиксируемый вдоль оси отдельно стояшлм подшипниковым узлом, позволяет разгрузить опоры ишинделя 1 от действующих осевых нагрузок. Тем не менее изобретение может быть осуществлено и с применением щтшнделей известных конструкций, так как осевые нагрузки относительно невелики. В зтом случае от вала остается только передняя часть, которая жестко соединяется с корпусом 2 или изготовляется заодно с ним.
В примере описано применение предлагаемой резцовой.. головки в алмазно расточном станке с подвижиь1м; етолом. Ейш осе&ая лодача осуществляе тся щпиндельМы м узлом, to конструкция головки остается той :же. ОТ.ЛИЧИЁ -в работе состоит .пищь в том, что во время подвс да шпинделя к обрабатьтаемой детали толкатель 7 привода перемещается вместе с корпусом 2 резцовой головки, а в момент касания щарика 17 и винта 20 останавливается и во время обработки остается неподвижным, хотя корпус продолжает движение вперед. Следовательно, здесь как и в приведенном примере имеет место относительное движение толкателя и корпуса, сообщающее в конечном счете радиальную подачу резцедержателю.
Формула изобретения Резцовая головка для расточки и подрезки, содержащая корпус, несущий расточную оправку с резцом, и перемещаемый в радиальном направлении резцедержатель с подрезным резцом, кинематически связанный с перемещаемым вдоль оси вращения сэтравкн толкателем привода и корпусом, о л и ч а ю щ а я с я тем, что, с целью повыщения производительности труда путем совмещения расточки и подрезки во времени, толкатель сиабжеи направляющими для резцедержателя, которые установлены перпендикулярно оси толкателя.
в
Ui. 22 22 25 2 1ЛХА
. 5 /
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка для расточки и подрезки | 1979 |
|
SU880636A1 |
| Устройство для расточки и подрезки торца | 1983 |
|
SU1129034A1 |
| Устройство для расточки и подрезки торца | 1980 |
|
SU867527A1 |
| Резцовая головка для расточкии пОдРЕзКи | 1979 |
|
SU795736A1 |
| Расточная головка | 1989 |
|
SU1703278A1 |
| Резцовая головка для расточных и подрезных работ | 1981 |
|
SU952452A1 |
| Устройство для расточки | 1982 |
|
SU1143520A1 |
| Устройство для расточки и подрезки торца | 1983 |
|
SU1110550A2 |
| Борштанга | 1975 |
|
SU541591A1 |
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |