.J
27 ;2 Фие.1
Изобретение относится к металлообработке, может быть использовано при изготовлении зубчатых колес и является усовершенствованием изобретения по авт. св. № 1294511.
Цель изобретения - повышение производительности посредством повышения надежности реверсирования.
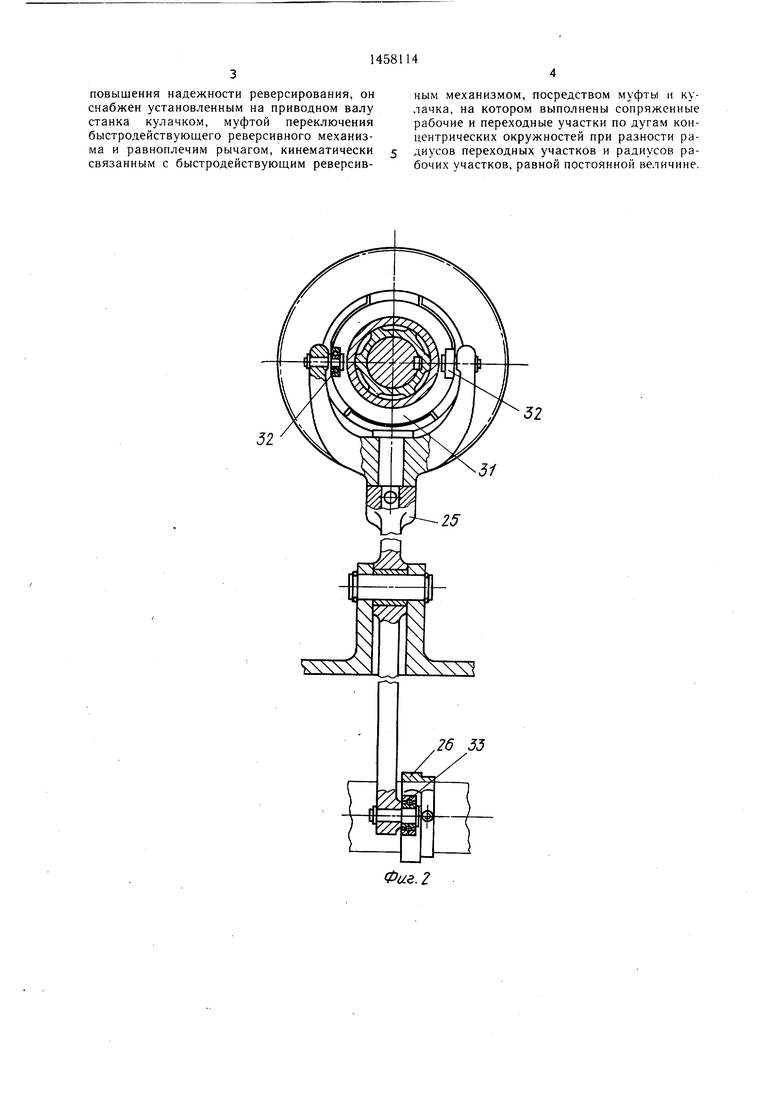
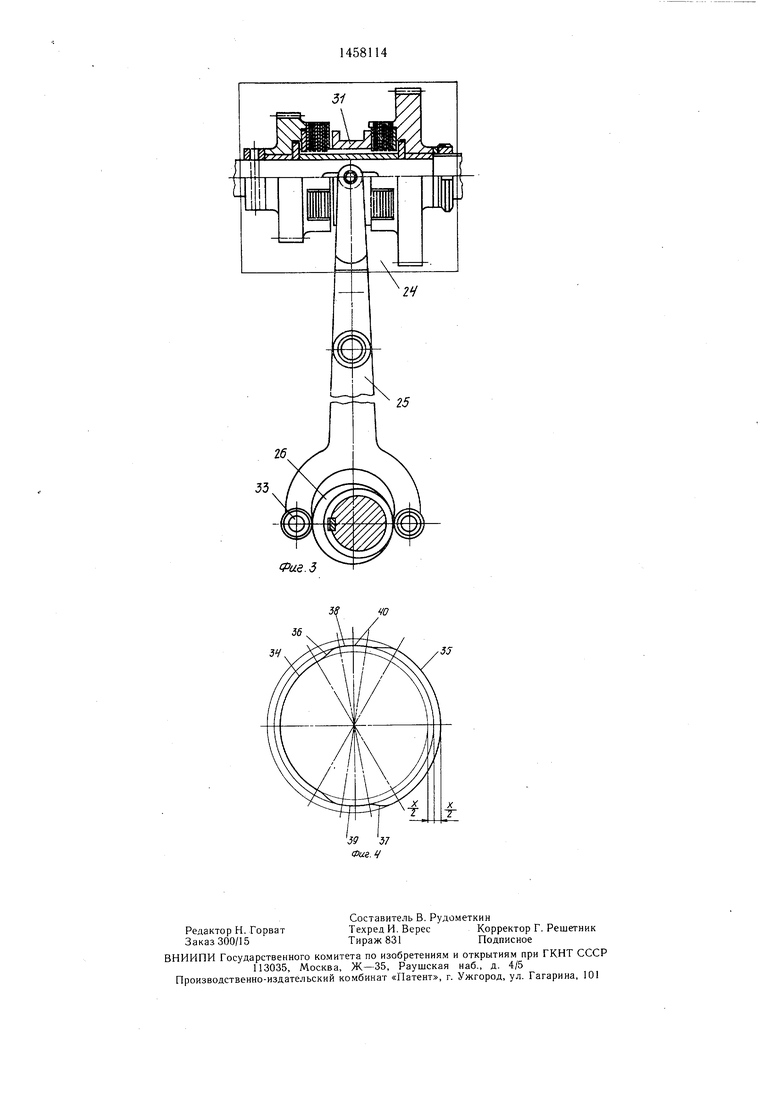
На фиг. 1 приведена структурная схема станка; на фиг. 2 и 3 - варианты соединения равноплечего коромысла с приводным валом и .быстродействуюш.им реверсивном механизмом; на фиг. 4 - конструкция кулачка.
Электродвигатель 1 посредством кинематической цепи, содержащей кинематическую передачу 2, орган настройки скорости резания 3 и кинематическую передачу 4, связан с приводным валом 5, несущим кулисный механизм 6, преобразующий вращательное движение вала 5 в поступательно-воз10
ката (движение Db2 ОЬз). Органом настройки 18 устанавливают требуемую величину круговой подачи, а органом 23 - цикличность изменения круговой подачи. Орган настройки 29 предназначен для задания скорости врезания (движение П4).
Станок работает следующим образо.м.
При включении электродвигателя 1 начинает вращаться с рабочей частотой вал 5, каждый оборот которого посредством кулисного механизма 6 преобразуется в один двойной ход (движение HI) гильзы 7 щтосселя 8 зуборезным инструментом 9.
Одновременно с вала 5 через кинематическую передачу 17 и орган настройки 18 движение передается на кинематическунэ передачу 19, некруглые колеса 20 и 21, а далее через кинематическую передачу 22, орган настройки 23, быстродействующий ре- версивный механизм 24 на звено соединения 12, после которого разветвляется по
вратное движение гильзы 7 и1тосселя 8с зубо- 20 двум ветвям цепи обката, через кинемати- резным инструментом 9. По кинематическойческую 11 и делительную 10 передачи движение сообщается щтосселю 8 зуборезного
цепи обката штоссель 8 посредством дели- те.-1ьной передачи 10, кинематической передачи 11, звена соединения 12, органа настройки траектории обката 13, кинематической передачи 14 и делителительной передачи 15 связан с делительным столом 16. . Приводной вал 5 цепью круговых подач, содержащей кинематическую передачу 17, орган настройки круговых подач 18, кинематическую передачу 19, некруглые колеса 20 и 21, кинематическую передачу 22, орган настройки цикла круговой подачи 23, быстродействующий реверсивный механизм 24, звено соединения 12, кинематическую передачу 11, делительную передачу 10,
25
инструмента 9 (движение Dbo) и через орган настройки 13, кине.матичесКую 14 и делительную 15 передачи - делительному столу 16 (движение Dbj). При этом при каждом обороте приводного вала 5 с управляющего кулачка 26 через равноплечий рычаг 25 на реверсивный механизм 24 поступает управляющий сигнал ,f, для изменения направления обката. Согласование времени поступления управляющего сигнала с фазой движения зуборезного инструмента 9 обеспечивается за счет контакта ролика 33 с точкой 40 управляющего кулачка 26 в момент нахождения кулисного
связан со штосселем 8 с зуборезным инст- з механизма 6 в начальном положении (зуборументом 9. Быстродействующий реверсивный механизм 24 посредством равноплечего рычага 25 связан с управляющим кулачком 26 приводного вала 5.
Источник движения 27 кинематической цепи врезания посредством кинематической передачи 28, органа настройки скорости врезания 29 и кинематической передачи 30 связан с делительным столом 16.
Равноплечий рычаг 25 кинематически замкнут с муфтой переключения 31 (фиг. 2 и 3) быстродействующего переключающего механизма 24 посредством роликов 32, в качестве которых использованы шариковые подшипники, а с управляющим кулачком 26 - посредством роликов 33, в качестве которых использованы щариковые подН ИПНИКИ.
Управляющий кулачок 26 (фиг. 4) содержит рабочие участки 34 и 35 и переходные участки 36 и 37 с зонами 38 и 39. В зоне 38 расположена исходная точка 40 кулачка 26.
Органом настройки 3 устанавливают скорость резания (движение П|). Органом н астройки 13 устанавливают траекторию обрезный инструмент 9 в это время находится в крайнем верхнем положении).
По цепи врезания от источника движения 27 через кинематическую передачу 28, орган настройки 29 и кинематическую пере40 дачу 30 делительному столу 16 сообщается также движение врезания П4, выключаемое после врезания инструмента 9 на высо- гу зуба зубчатой детали.
По окончан ии нарезания зубчатой детали делительный стол 16 отводится в исход- ное положение и станок выключается. Снабжение станка механической цепью управления быстродействующим реверсивным механизмом позволяет повысить надежность реверсирования во всем диапазоне частот
50 движения инструмента и тем самым повысить производительность станка, а следовательно, сократить издержки на его эксплуатацию.
55
Формула изобретения
Зубодолбежный. станок па авт. св. № 1294511, отличающийся тем, что, с целью повышения производительности посредством
0
ката (движение Db2 ОЬз). Органом настройки 18 устанавливают требуемую величину круговой подачи, а органом 23 - цикличность изменения круговой подачи. Орган настройки 29 предназначен для задания скорости врезания (движение П4).
Станок работает следующим образо.м.
При включении электродвигателя 1 начинает вращаться с рабочей частотой вал 5, каждый оборот которого посредством кулисного механизма 6 преобразуется в один двойной ход (движение HI) гильзы 7 щтосселя 8 зуборезным инструментом 9.
Одновременно с вала 5 через кинематическую передачу 17 и орган настройки 18 движение передается на кинематическунэ передачу 19, некруглые колеса 20 и 21, а далее через кинематическую передачу 22, орган настройки 23, быстродействующий ре- версивный механизм 24 на звено соединения 12, после которого разветвляется по
5
инструмента 9 (движение Dbo) и через орган настройки 13, кине.матичесКую 14 и делительную 15 передачи - делительному столу 16 (движение Dbj). При этом при каждом обороте приводного вала 5 с управляющего кулачка 26 через равноплечий рычаг 25 на реверсивный механизм 24 поступает управляющий сигнал ,f, для изменения направления обката. Согласование времени поступления управляющего сигнала с фазой движения зуборезного инструмента 9 обеспечивается за счет контакта ролика 33 с точкой 40 управляющего кулачка 26 в момент нахождения кулисного
з механизма 6 в начальном положении (зубоз механизма 6 в начальном положении (зуборезный инструмент 9 в это время находится в крайнем верхнем положении).
По цепи врезания от источника движения 27 через кинематическую передачу 28, орган настройки 29 и кинематическую пере0 дачу 30 делительному столу 16 сообщается также движение врезания П4, выключаемое после врезания инструмента 9 на высо- гу зуба зубчатой детали.
По окончан ии нарезания зубчатой детали делительный стол 16 отводится в исход- ное положение и станок выключается. Снабжение станка механической цепью управления быстродействующим реверсивным механизмом позволяет повысить надежность реверсирования во всем диапазоне частот
50 движения инструмента и тем самым повысить производительность станка, а следовательно, сократить издержки на его эксплуатацию.
Формула изобретения
Зубодолбежный. станок па авт. св. № 1294511, отличающийся тем, что, с целью повышения производительности посредством
повышения надежности реверсирования, он снабжен установленным на приводном валу станка кулачком, муфтой переключения быстродействующего реверсивного механизма и равноплечим рычагом, кинематически связанным с быстродействующим реверсивным механизмом, посредством муфты и кулачка, на котором выполнены сопряженные рабочие и переходные участки по дугам концентрических окружностей при разности радиусов переходных участков и радиусов рабочих участков, равной постоянной величине.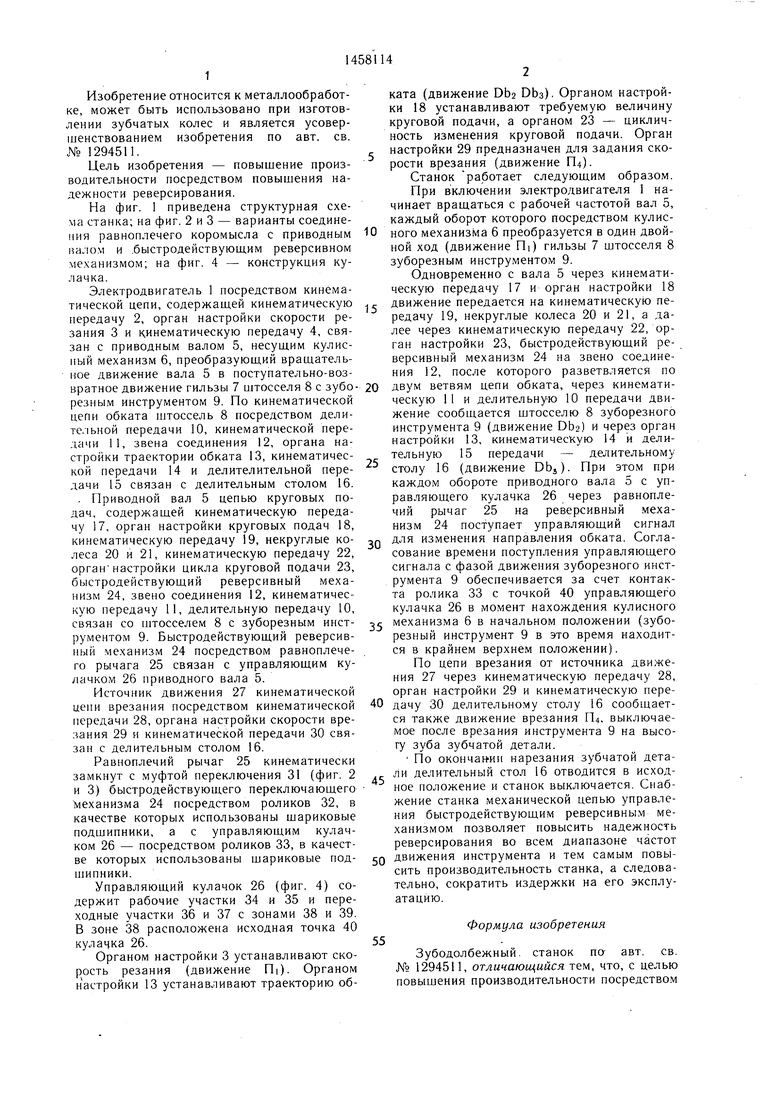
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубодолбежный станок | 1984 |
|
SU1294511A1 |
| Зубодолбежный станок | 1985 |
|
SU1263454A2 |
| Зубодолбежный станок | 1983 |
|
SU1117157A2 |
| Зубодолбежный станок | 1980 |
|
SU891274A1 |
| Зубодолбежный станок | 1978 |
|
SU778961A1 |
| Зубодолбежный станок | 1985 |
|
SU1454587A1 |
| Зубодолбежный станок | 1983 |
|
SU1093445A2 |
| Роторный зубодолбежный станок | 1985 |
|
SU1324778A1 |
| Зубодолбежный станок | 1984 |
|
SU1255314A1 |
| Зубодолбежный станок | 1979 |
|
SU810406A1 |
Изобретение относится к области металлообработки и может быть использовано при изготовлении зубчатых деталей по методу обкатки. Цель изобретения - повышение производительности посредством повышения надежности реверсирования. Зубодолбежный станок снабжен установленным на приводном валу 5 станка кулачком 26, муфтой переключения быстродействующего реверсивного механизма 24 и равноплечим рычагом 25, кинематически связанным с быстродействующим реверсивным механизмом 24 посредством муфты и кулачка. На кулачке 26 выполнены сопряженные рабочие и переходные участки по дугам концентричных окружностей, при этом разность радиусов переходных участков и радиусов ра бочих участков равна постоянной величине. Кулачок 26 установлен в одной фазе с кулисным механизмом 6 возвратно-поступательного движения. 4 ил.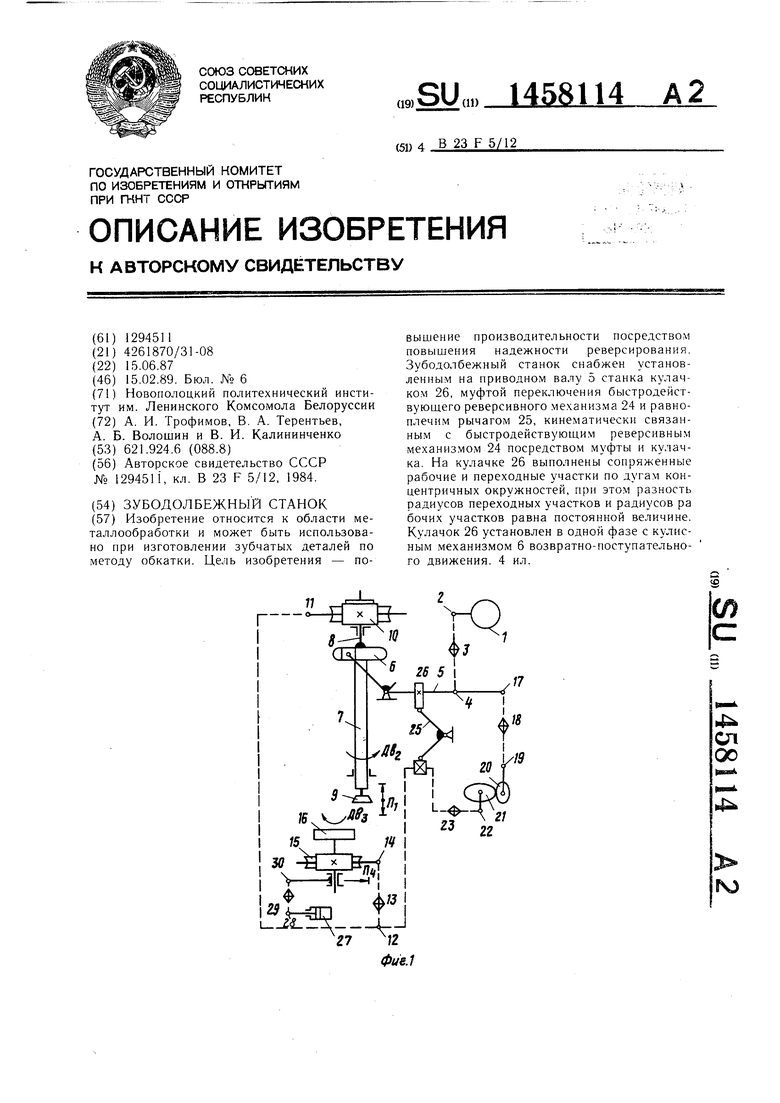
26 JJ
Фиг. 2
53
Фиг.З
38VO
56
34
35
| Зубодолбежный станок | 1984 |
|
SU1294511A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
