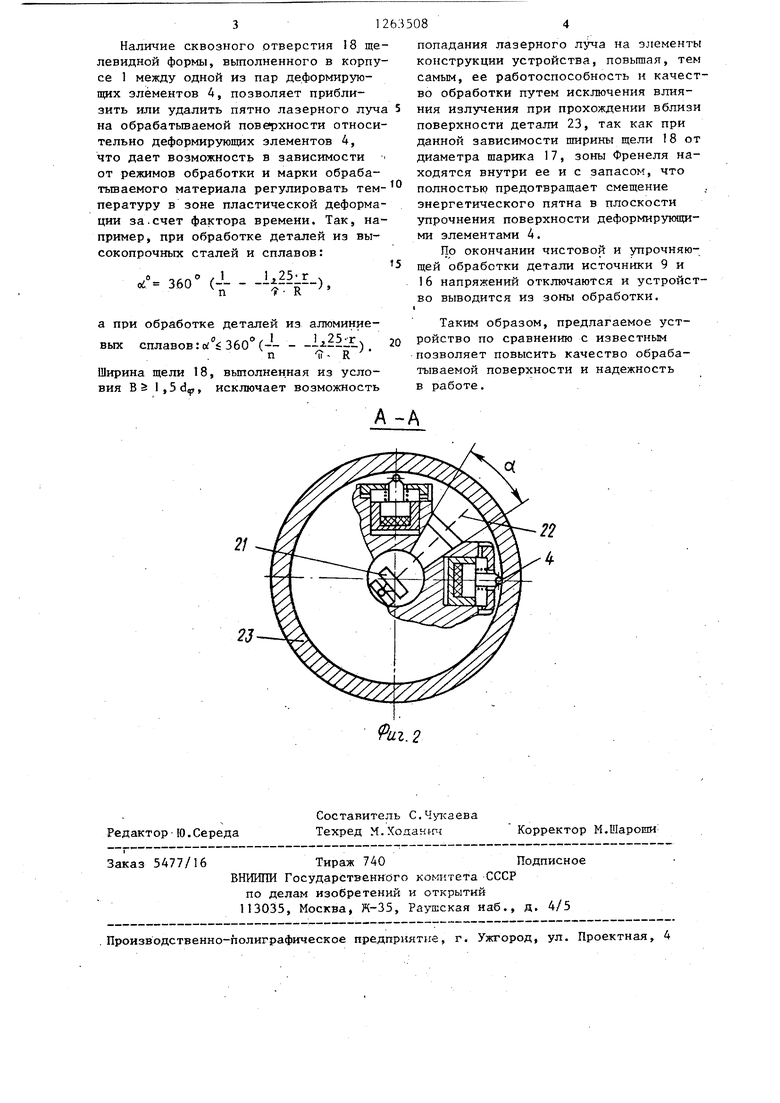
1 Изобретение относится к металлооб работке, в частности к устройствам для чистовой и упрочняющей обработки поверхностей вращения пластическим деформированием. Цель изобретения - повышение качества изделия и надежности устройства. На фиг.1 схематически изображено устройство, общий вид; на фиг.2 - се чение А-А на фиг. 1 . Устройство состоит из корпуса 1, в радиальных гнездах 2 которого уста новлены стаканы 3, несущие деформирующие элементы (шарики) 4, при этом стаканы 3, упруго поджатые с помощью пружин 5 и гаек 6, постоянно контактируют с механизмами 7 нагружения в виде пьезотрансформаторов, соединенных токоведупщми проводами 8 с задаю щим генератором 9 колебания (ЗГК). Во внутренней полости корпуса 1 установлены зеркало 10 в оправке 11 и плоскопараллельная пластина 12 в. оправке 13, которая кинематически связана с гайкой 14 и ходовым винтом 15 На пути хода лучей лазерного генератора (ЛГ) 16 установлен формирователь излучения в виде шарика 17, который укреплен на поверхности плоско параллельной пластины 12, обращенной в сторону зеркала 10, при этом ось ЛГ 6 и ось формирователя излучения в виде шарика 17 совпадает с осью вращения корпуса 1. На наружной поверхности корпуса 1 расположено сквозное отверстие 18 щелёвидной фор мы. От осевого вращения радиальные гнезда 2 и ходовые винты 15 фиксируются стопорными винтами 19 и 20. Лучи (падающий и отраженный на фиГ.1 и 2) . обо значены пунктирными линиями 21 и 22. Устройство работает следующим образом. Перед началом обработки с помощью вращения по резьбе радиальных гнезд 2, производится настройка устройства на соответствующий обрабатьтаемый размер. Зафиксировав радиальные гнез да 2 в определенном положении, вводят устройство в отверстие детали 23 после чего включают ЛГ 16 для нагревания зоны обработки, заключенной между деформирующими шариками 4 причем температура нагрева не должна превышать температуры фазовых превра щений обрабатьшаемого материала. За8Jтем детали 23 сообщают вращательное движение, а устройству - осевое. Одновременно на механизмы 7 нагружения в виде пъезотрансформаторов по токоведущим проводам 8 подают рабочее напряжение от ЗГК 9, под действием которого пьезотрансформаторы 7, деформируясь с заданной частотой и амплитудой, создают определенное контактное усилие между деформирующими элементами (шариками)4 и обрабатываемой поверхностью детали 23; Частоту и амплитуду колебания пьезотрансформаторов 7 регулируют с помощью датчика (не показан). Температуру нагревания в зоне обработки регулируют посредством аксиального перемещения (относительно оси вращения корпуса 1) плоскопараллельной пластины 12 с расположенным на ней формирователем 17 излучения в виде шарика относительно зеркала 10. При этом аксиальное перемещение осуществляется посредством вращения ходового винта 15, кинематически связанного с гайкой 14 и оправкой 13. Выбором определенного диаметра формирователя 17 излучения в виде шарика осуществляется регулировка физического процесса дифракции лазерного потока падающего на зеркало 10, что позволяет изменять интенсивность светового потока и, в конечном результате, задавать определенный градиент температуры.в зоне обработки. Вьтолненное в корпусе 1 сквозное отверстие 18 щелёвидной формы позволяет свободно проходить отраженному лучу 22 на обрабатьгоаемую поверхность и осуществлять его перемещение (регулировку) относительно пары деформируемых элементов (шарико:) 4 на величину угла в следуиядих преде,лах: .,360(J---1.2|.r., где п - число деформирующих элементов (шариков); г - радиус деформируюш их элементов (шариков); R - радиус настроечного размера устройства. Ширина сквозного отверстия 18 щелёвидной формы выбрана из условия В l,, где d ц, - диаметр шарика формирователя излучения. 31263 Наличие сквозного отверстия 18 щелевидной формы, выполненного в корпусе 1 между одной из пар деформирующих элементов 4, позволяет приблизить или удалить пятно лазерного луча 5 на обрабатьшаемой поверхности относительно деформирующих элементов 4, что дает возможность в зависимости от режимов обработки и марки обрабатьшаемого материала регулировать температуру в зоне пластической деформа ции за.счет фактора времени. Так, на пример, при обработке деталей из высокопрочных сталей и сплавов: | --Ч--я--. а при обработке деталей из алюминиевых сплавов 360° (-- - -li--l-) n Tr- R Ширина щели 18, выполненная из услоВИЯ В и l,5d, исключает возможность в работе.
23
А-А
СХ
9LL1.2 08 попадания лазерного луча на злементы конструкции устройства, повьгшая, тем самым, ее работоспособность и качество обработки путем исключения влияния излучения при прохождении вблизи поверхности детали 23, так как при данной зависимости ширины щели 18 от диаметра шарика 17, зоны Френеля находятся внутри ее и с запасом, что полностью предотвращает смещение энергетического пятна в плоскости упрочнения поверхности деформирующими элементами 4. По окончании чистовой и упрочняющей обработки детали источники 9 и 16 напряжений отключаются и устройство выводится из зоны обработки. Таким образом, предлагаемое устройство по сравнению с известным позволяет повысить качество обрабатываемой поверхности и надежность
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для чистовой и упрочняющей обработки цилиндрических поверхностей | 1982 |
|
SU1013239A2 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2113338C1 |
| Устройство для отделочно-упрочняющей обработки | 1985 |
|
SU1279804A2 |
| Устройство для двусторонней чистовойи упРОчНяющЕй ОбРАбОТКи лиСТОВыХдЕТАлЕй | 1979 |
|
SU846247A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ППД С ПНЕВМАТИЧЕСКИМ БУФЕРОМ | 2009 |
|
RU2411118C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МЕТОДОМ ПОВЕРХНОСТНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1994 |
|
RU2082591C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ППД С ПНЕВМАТИЧЕСКИМ БУФЕРОМ | 2009 |
|
RU2411117C1 |
| Раскатка для комплексной обработки поверхностей отверстий | 1989 |
|
SU1771932A1 |
| Устройство для чистовой обработки отверстий | 1984 |
|
SU1168341A2 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
1. УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, содержащее корпус с механиз мом иагружения, включающим подпружииеиный стакан с расположенным в нем держателем, несущим деформирующий элемент, а во внутренней полости кор пуса установлен источник нагрева в виде лазерного генератора, оптическая ось которого соосна оси устройс ва, отличающееся тем, что, с целью повышения качества обрабатываемой поверхности, оно снабжено установленнья и во внутренней полости корпуса оправкой с зеркалом формирователем излучения, вьтолненн в виде оправки с механизмом ее перемещения, и держателя с шариком, обращенным в сторону зеркала, при этом держатель связан с оправкой. 2.Устройство по п.1, о т л и чающееся тем, что оно снабжено дополнительными подпружиненными держателями с деформируюпщми злементами, расположенными в выполненных радиальных отверстиях корпуса, при зтом в корпусе между одной из пар деформирующих элементов в плоскости, проходящей через их центры, выполнено отверстие щелевидной формы. 3.Устройство по im.l и 2, о т личающееся тем, что механизм перемещения оправки выполнен в виде ходового винта с гайкой, размещенных в корпусе. 4.Устройство fio пп. 1 и 2, о т личающее ся тем, что оно снабжено пьезотрансформаторами, установленными в каждом из держателей деформирующих элементов, и генератором их колебаний.
| Устройство для упрочнения поверхностей деталей | 1982 |
|
SU1121130A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
