Изобретение относится к металлообработке и может быть использовано для чистовой обработки цилиндрическ отверстий. По основному авт.св. № 1085688 известно устройство для чистовой об работки отверстий, содержащее держа ку, в которой установлена подпружиненная в осевом направлении гильза, несущая режущий инструмент, выполне ный в виде тонкостенной втулки, на наружной поверхности которой выполнены режущие кромки, в отверстии ре жущего инструмента размещена оправк с фланцем, а на торце гильзы и торц фланца оправки размещены дополнител но введенные контактирующие один с другим шарики lj . Недостатком известного устройств является то, что режущие кромки инструмента, совершая возвратно-посту пательные движения, оставляют на об рабатываемой поверхности риски, так как образующаяся стружка в конце ра бочего хода режущей кромки не отрывается от обрабатываемой поверхност что ухудшает качество обрабатываемо поверхности. Цель изобретения - повышение качества обработки и стойкости инстру мента. Поставленная цель достигается те что устройство для чист.овой обработ ки отверстий снабжено сепаратором с шариками, установленным между режущим инструментом и оправкой, в котором шарики размещены рядами, параллельньми оси оправки, причемрасстояние .между шариками в ряду равно расстоянию между :режушими кромками инструмента. Ряды шариков расположены по винтовой линии. На фиг.1 показано устройство, общий вид; на фиг.2 - схема работы .режущих кромок; на фиг.З - расположение рядов шариков на оправке по винтовой нии. Устройствр чистовой обработк отверстий- содержит державку 1, на торце которой закреплена прокладка 2 из фрикционного материала, контактирующая с торцом обрабатываемог отверстия детали 3, поджимаемая в осевом направлении пружиной 4. В гильзе 5 закреплен режу-щий инструмент 6, выполненный в виде тонкостен4 ой втулки с диаметром, меньше диаметра обрабатываемого отверстия, режущие кромки 7 .которого образованы кольцевыми канавками 8, например прямоугольными, на наружной цилиндрической поверхности. В отверстии инструмента 6 установлена оправка 9 с фланцем 10. На торце гильзы 5 и фланца 10 закреплены контактирующие шарики 11 и 12. Между оправкой 9 и режущим инструментом 6 в сепараторе 13размещены шарики 14, расположенные рядами, параллельными оси оправки. В каждом ряду шарики 14 расположены один от другого на расстоянии b 9 равном расстоянию а между режущими кромками 7 режущегю инструмента 6. Кроме того5 ряды шариков 14между режущим инструментом 6 и оправкой 9 расположены по винтовой линии. Устройство работает следующим образом, Державку 1 с ги,пьзой 5 и инструментом 6 устанавливают в обрабатываемое отверстие детали 3. Оправку 9 закрепляют в шпинделе станка, например, сверлильного (не показан). Вводят оправку 9 в отверстие инструмента 6 до контакта шариков 11 и 12 и создают натяг Пружины 4. При этом шарики 14 деформируют инструмент 6 в радиальном направлении и обеспечивают врезание режущих кромок, расположенных над шариками 14 в поверхность обрабатываемого отверстия. Включают вращение шпинделя станка. Державка 1 в это время не вращается, так как от вращения ее предохраняет сила-трения, возникающая между торцом детали обрабатываемого отверстия и фрикционной прокладкой 2. За счет перемещения |Один относительно другого шариков 11 и 12 гильза 5 получает осевое возвратно-поступательное перемещение с амплитудой, величина которой равна расстоянию между ре/кущами кромками 7. Вращаясь, оправка 9 через шарики 14 передает волну дeфopмaп и инстр т ента 6по всей окружности обрабатьшаемого отверстия, а за счет осевых колебаний инструмента происходит процесс резания, В то время, когда режущие кромки 7находятся между шариками 14 (фиг.2 показано пунктирными, линиями), инструмент 6 деформируется и срезание материала не происходит. По мере,пере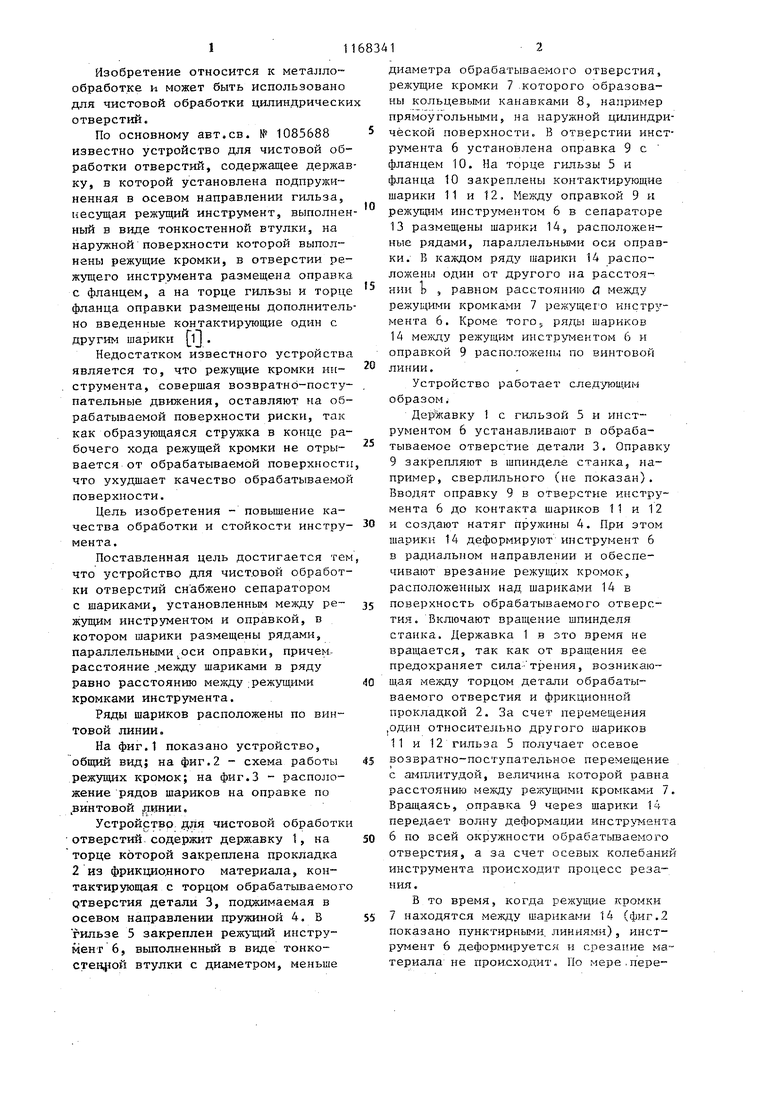

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для чистовой обработки отверстий | 1983 |
|
SU1085688A1 |
| Способ обработки отверстий | 1983 |
|
SU1225704A1 |
| РОТАЦИОННЫЙ ИНСТРУМЕНТ ДЛЯ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008133C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2005 |
|
RU2298468C1 |
| Устройство для крепления осевого инструмента в шпинделе станка | 1988 |
|
SU1540960A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2005 |
|
RU2297316C1 |
| СПОСОБ КОМБИНИРОВАННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2347664C1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ТРУБ | 2010 |
|
RU2450895C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| МНОГОКАССЕТНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ И РАСТОЧНЫЙ УЗЕЛ ДЛЯ КОЛЕС ПОДВИЖНОГО СОСТАВА | 2008 |
|
RU2475339C2 |
1. УСТРОЙСТВО ДЛЯ ЧИСТОВО ОБРАБОТКИ ОТВЕРСТИЙ по авт.св.. № 1085688, отличающееся I 6 /3 тем, что, с целью повышения качества обработки, оно снабжено сепаратором с шариками, установленньм между режущим инструментом и оправкой, в котором шарики размещены рядами, параллельными оси оправки, причем расстояние между шариками в ряду равно расстоянию между режущими кромками инструмента. 2. Устройство по п. 1, отличающееся тем, что, с целью повышения стойкости инструмента, ряды шариков расположены по винтовой линии . п ю
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для чистовой обработки отверстий | 1983 |
|
SU1085688A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
