f1 Изобретение относится к технологии машиностроения и может найти применение в случаях, где требуется упрочнение металлических поверхностей, снижение шероховатости, получение остаточных напряжений сжатия, повьш1ение усталостной прочности. Цель изобретения - повьш1ение производительности. Указанная цель достигается тем, что деформирующему инструменту дополнительно сообщают колебательное движение перпендикулярно его возвратнопоступательному перемещению вдоль оси, при зтом частоту колебательного движения деформирующего инструмента выбирают равной 0,0005-0,0025 частоты возвратно-поступательного перемещения деформирующего инструмента. На чертеже представлена схема осу ществления предлагаемого способа. . На центрах 1, установленных на ос новании 2, с возможностью свободного вращения устанавливают деталь 3, к поверхности которой подводят рабочую часть ультразвукового инструмента 4, установленного на уль- развуковом пре образователе 5. Ультразвуковой преоб разователь 5 с помощью шарнира 6 кре пится к основанию 2. К ультразвуково му преобразователю 5 подают колебания ультразвуковой частоты и преобра зозэатёль вместе с деформирующим инст рументом ПРИВОДЯТ в колебательные движения. При частоте колебаний 0,0005-0,0025 в момент касания обрабатываемой поверхности ультразвуковым инструментом ив момент их размы кания на поверхность воздействует ударная нагрузка, а в период между 10 касанием и размыканием осуществляется совместное перемещение обрабатываемой поверхности и деформирующего инструмента. При зтом обрабатываемая деталь поворачивается на некоторый угол. Ударное воздействие в момент касания и размыкания обрабатываемой поверхности и деформирующего инструмента способствует увеличению глубины наклепа, а совместное их перемещение снижению шероховатости поверхности. Удар в момент размыкания деформиг рующего инструмента и обрабатываемой поверхности образуется путем резкого возрастания амплитуды ультразвуковых колебаний вследствие уменьшения нагрузки, действующей на деформирующий инструмент. Пример. Осуществляют упрочнение поверхности деталей с наружным диаметром 40 мм. Ультразвуковые колебания получают от генератора УЗДО1-04 (мощность 0,4 кВт, частота колебаний 22 кГц). Частота поперечных колебаний деформирующего инст румента составляет 30 Гц. При зтом шероховатость поверхности составляет Rj Оj,4 мкм при глубине упрочненного слоя 0,8 мм. При этом время, затрачиваемое на обработку 1 см поверхности, составляет около 20 с. Обработка составляет около 1 см поверхности до такой же чистоты и глубины наклепа, выполненная согласно известному способу занимает около 50 с. Таким образом, предлагаемый способ позволяет повысить производительность при упрочнении металличес-i ких поверхностей в 2-2,5 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ С ВОЗВРАТНО-КРУТИЛЬНЫМИ КОЛЕБАНИЯМИ | 2005 |
|
RU2287425C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ВРАЩАЮЩИМСЯ ИНСТРУМЕНТОМ | 2005 |
|
RU2287424C1 |
| СПОСОБ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ДЕТАЛИ В ВИДЕ ТЕЛА ВРАЩЕНИЯ | 2021 |
|
RU2757643C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЗЬБОВЫХ ЭЛЕМЕНТОВ ТРУБ | 2004 |
|
RU2254220C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 2006 |
|
RU2319597C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 2000 |
|
RU2203789C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2021 |
|
RU2753807C1 |
| СПОСОБ ППД ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ЭЛЕКТРОУПРОЧНЯЮЩЕЙ ГОЛОВКОЙ | 2009 |
|
RU2420391C2 |
| Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей и инструмент для его осуществления | 1990 |
|
SU1792822A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 2006 |
|
RU2319596C1 |
СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ по авт. св. № 1192952, отличающийся тем, что, с целью повышения производительности, деформирумцему инструменту дополнительно сообщают колебательное движение в направлении, пер-пендикулярном его возвратно-поступательному перемещению вдоль оси, при этом частоту колебательного движения деформирукицего инструмента выбирают равной 0,0005-0,0025 частоты возвратно-поступательиого перемещения деформирующего инструмента. DO сл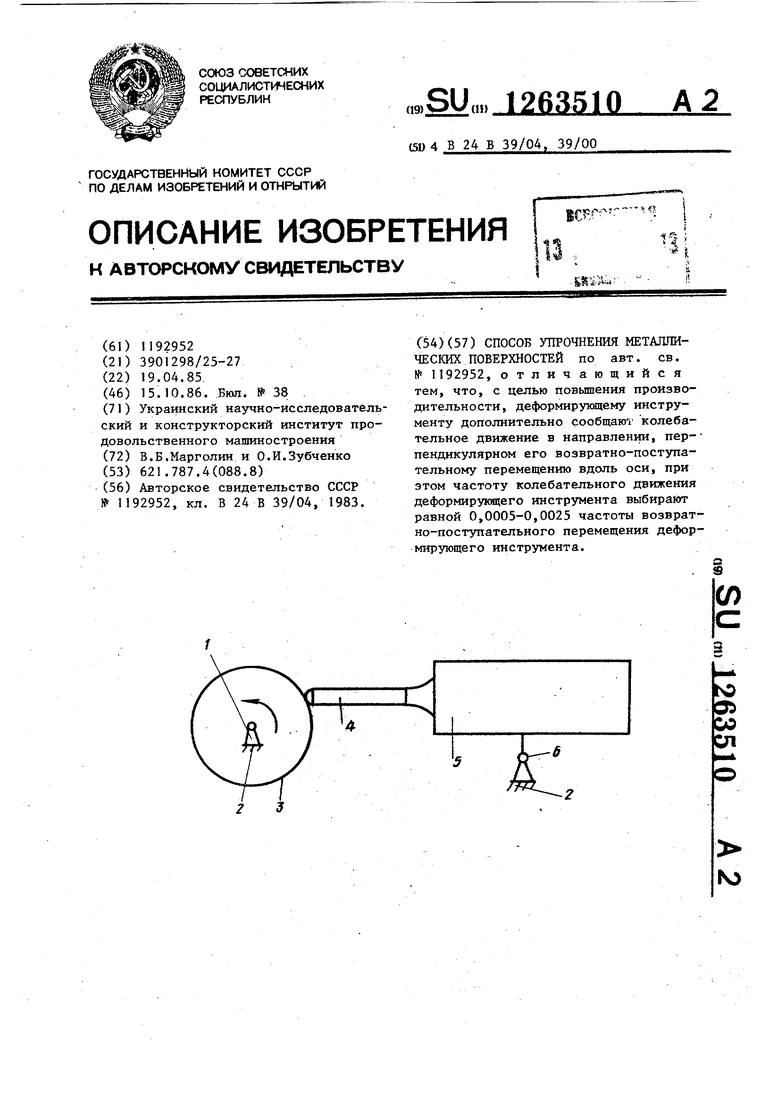
| Способ упрочнения металлических поверхностей | 1983 |
|
SU1192952A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
