Изобретг-шю относится к обработке мег.ал.юн поверхностным пластическим дефор мироиаинем и может быть иепол1 :и)ваио при уирочненпи металлических поверхиостей, преимущественно, имеющих форму гел вращения.
Це.П) инобретеиия - повышение камеегва обработки пу.тем еовместиого иеремещеНИИ ии-струмента с обрабатываемой иоверхностыо.
фиг. 1 изображен момент начала воздействия деформируюнаего инструмента на обрабатываемую поверхность; на фиг. 2 - MOMeirr окончания воздействия деформирующего инструмента на обрабатываемую новерхность.
Усгройство содержит станину , на которой в нол11)пг никах 2 и 3 расиоложен ходовой винт 4 с гайкой 5. На последней на )нирной otiope 6 укренлен ультразвуковой преобразователь 7 с деформирующей 1-оловкой 8, несущей деформируюпщй эле.мент 9. Преобразователь 7 с деформируюи1ей головкой 8 подпружинен пружиной 10. На станине 1 в нодшинниках 11 и 12 раеноложен ходовой винт 13 с гайкой 14, на которой размещены усгановленные с возможностью вран.ения ро.чиковые оноры 15 и 16 для установки обрабатываемой детали 17, либо на 1айке 5 жестко закренлеи иреобразователь, 7 с деформируюи1ей оловкой 8, а но.чнищник роликовой оноры 15 нодирхжинсн и имеет возмо/кность перемеи1аться в вертикальных направ.чяющих (не показаны).
YcTpoiicTBO работает с.Кдующим образом. Обрабатываемую деталь 17 устанавливают на оио)ы 15 и 16 и с помощью ходового винта 13 неременхают до соприкосновения деформиру юи1его элемента 9. с подлежащей обработке поверхностью детали. Расстояние I оси головки 8 для деформанионного унрс чнения от оси вращения обрабатываемой детали 17 устанавливают заранее с номоп1ью ходового винта 4 так, что при со прикосновении обрабатываемой поверхиости детали с деформирующим элементом образовывается некоторый угол ос между осью головки и нормально к обрабатываемой новерхности в точке касания деформирующего э,1емента.
После этого к преобразователю 7 подают электрические колебания ультразвуковой частоты. Деформирующий элемент 9 начинает 1еремеп1аться, в процессе своего рабочего J хода воздействует на обрабатывающую поliepxHocTb, деформируя ее.
Вследствие того, что направление действия деформирующего элемента расположеiio иод углом а к нормали к обрабатываемой поверхности, появляется касательное усилие т, благодаря которому обрабатываемая поверхность начинает перемещаться и, следовательно, обрабатываемая деталь поворачивается.
Благодаря тому, что головка 8 для деформационного упрочнения имеет возможность поворачиваться в плоскости вращения обрабатываемой детали 17 вокруг шарнира 6, т. е. имеет дополнительную степень свободы, деформирующий элемент 9 в процессе рабочего хода перемещается совQ местно с обрабатываемой по,верхностью, при этом ось головКи для деформационного упрочнения поворачивается на некоторый угол Р (фиг. 2), либо опора 15 под действием составляющей силы опускается на некоторую величину, чем обеспечивает вращение обрабатываемой детали без смещения ее поверхности относительно деформирующего элемента.
Во время обратного хода деформирующего элемента 9 головка 8 для деформационного упрочнения под действием пру0 10 возвращается в исходное положение, обрабатываемая поверхность в этот период неподвижна.
При последующем ходе деформирующего элемента цикл обработки повторяется.
После обработки поверхности детали 17 5 нодача электрической энергии к преобразователю прекращается, ходовым винтом 13, отводя опоры 15 и 16, снимают деталь 17, ycTpoiicTBO готово к обработке следующей детали.
Предлагаемый способ предполагает на0 личие у деформирующего инструмента дополнительной степени свободы, что позволяет ему после достижения некоторой глубины внедрения в обрабатываемую поверхность начать одновременное без проскаль зывания перемещение с ней. При этом полнее используется энергия удара деформирующего инструмента, а также снижается волнистость обработанной поверхности.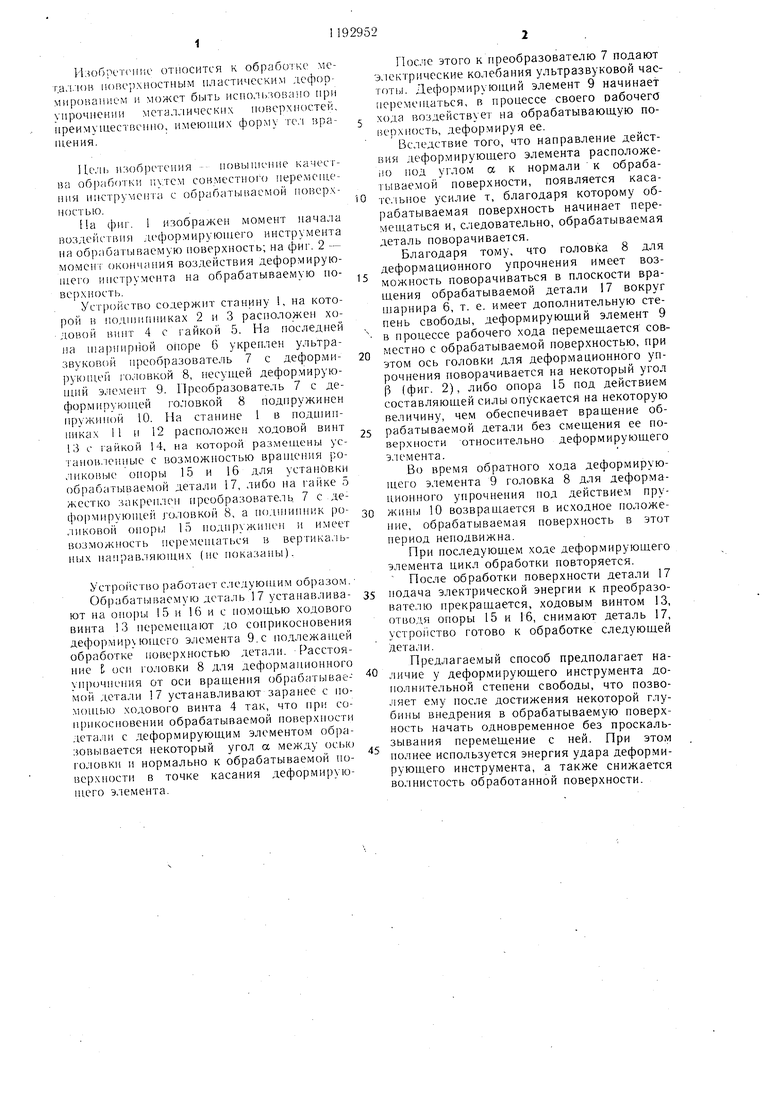
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой инструмент дляупРОчНяющЕ-чиСТОВОй ОбРАбОТКипОВЕРХНОСТЕй ВРАщЕНия | 1979 |
|
SU841942A1 |
| Устройство для упрочнения винтовых поверхностей | 1988 |
|
SU1620192A1 |
| Устройство для ультразвуковой упрочняюще-чистовой обработки сложнопрофильных поверхностей | 2023 |
|
RU2810416C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ (КОЛЕНВАЛОВ, РАСПРЕДВАЛОВ, ГИЛЬЗ, ЦИЛИНДРОВ, БЛОКОВ, ТРУБ И Т.П.) ДРОБЬЮ | 1998 |
|
RU2145538C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИПРОФИЛЯ | 1969 |
|
SU241197A1 |
| СПОСОБ АНТИФРИКЦИОННО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2355555C2 |
| Манипулятор | 1985 |
|
SU1255423A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Устройство для отделочно-упрочняющей обработки винтовых поверхностей | 1990 |
|
SU1750934A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО - УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2023 |
|
RU2815142C1 |
СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ, при котором на вращающуюся деталь воздействуют деформирующим инструментом, установленным с возможностью возвратно-поступательных перемещений вдоль его оси, отличающийся тем, что, с целью повышения качества обработки путем совместного перемещения инструмента с обрабатываемой поверхностью, деформирующий инструмент или деталь устанавливают с возможностью перемещения в направлении, перпендикулярном его возвратно-поступательным перемещениям. . /
| Применение ультразвука в промышленности | |||
| /Под ред | |||
| А | |||
| И | |||
| Маркова, М.: Машиностроение, 1975, с | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
