ю Изобретение относится к строительной индустрии и предназначено для изготовления крупноразмерных изделий из жестких бетонных смесей является усовершенствованием авт. св. № 1207772. Цель изобретения - повьшение качества изделий и упрощение распалубки. Способ осуществляют следующим об разом. I В матрицу вибропресса (СМ-185), оборудованного вибростолом с возбудителем вертикально-направленных ко лебаний, :укладывают жестк5по; бетонную смесь и уплотняют вибрирование с промьшшенной частотой и изменяюще ся амплитудой колебаний под пригрузом - штампом, состоящим из привод ного от гидросистемы пуансона, осуществляющего статиче скую нагрузку и гравитационного пригруза, осуществл ющего инерционную нагрузку. Уплотнение осуществляют по следу щему режиму. В течение 1-5 с под .. пригрузом с инерционной и статичес coй нагрузками величиной 0,0150,03 МПа, затем инерционную нагрузк снимают и воздействуют статической ,, нагрузкой величиной 0,005-0,01 Ша в течение 2-25 с, по окончании упло нения производят немедпенную распалубку. При этом сначала обеспечивают фиксацию пуансона в положении, соответствукадем окончанию уплотнения, например путем, перекрытия обо их полостей цилиндра пуансона. Затем поднимают матрицу на высоту, ра ную 0,1-0,12 от ее глубины и сникают статическую нагрузку, открьгоая -полости цилиндра пуансона. При этом . в начальньй -момент рас палубки происходит мгновенный отрьш матрицы от изделия, поскольку изделие зафиксировано между пуансоном и вибростолом усилием сжатых пружин Матрица продолжает подниматься при снятой статической нагрузке и на изделие действует только усилие от веса пуансона, что не вызывает разр шение изделия. Величина подъема мат рицы под действием статической и инергщонной нагрузок установлена экспериментально и является оптимал ной для получения изделий высокого качества.. Пример 1. Для формования пустотелого бетонного блока разме- уом 200 X 400 мм используют бетонную смесь жесткостью 120 с следующего состава (1 м смеси), кг: Портландцемент Песок (Мкр 2,5) Вода Бетонную смесь укладьгоают в форму вибропресса, оборудованного виброплощадкой с возбудителями вертикально-направленных колебаний частотой 50 Гц и амплитудой 0,5 мм. Затем на уложенную смесь воздействуют шта1«1пом состоящим из приводного от гидросистемы пуансона (статическая нагрузка) и гравитационного пригруза (инерционная нагрузка). Удельное давление штампа на смесь составляет 0,02 Ша в течение 3 с, при этом амплитуда колебаний пуансона 0,9 мм, а пригрузка 0,6 мм. Далее, прекращают действие гравитационного пригруза (путем исключения его из колебательной системы за счет специальных приспособлений. Например, установки на неподвижные упоры). После чего осуществляют окончательное уплотнение в теч;ение 10 с при удельном давлении 0,008 МПа и амплитуде колебаний, создаваемой пуансоном 1,2 мм. После окончания процесса уплотнения фиксиР5ТОТ пуансон в положении, соответствующем окончанию уплотнения путем перекрытия цилиндра пуансона. Затем осуществляют распалубку путем подъема формы (матрицы) вибропресса силовым приводом. В момент подъема матрицы на высоту, равную 0,1 ее глубины, отключают.статическую нагрузку путем снятия фиксации пуансона и дальнейший процесс производят при снятой статической, нагрузке. После окончания распалубки дальнейший процесс изготовленияпроизводят известным путем. Пример 2. Для формования бетонных изделий высотой 400 мм площадью 0,3 м используют бетонную смесь того же состава. Режим формования отличается от примера 1 тем, что в момент подъема матрицы на высоту, равную 0,11 ее глубины, отключают статическую нагг рузку путем снятия фиксации пуансона и дальнейший процесс распалубки ведут при снятой статической нагрузке.
Пример 3. Для формования бетонных изделий высотой 500 мм площадью 0,3 м используют бетонную смесь того же состава. Удельное давление штампа на смесь 0,03 МПа в течение 5 с, при этом амплитуда колебаний пуансона 1,4 мм, а пригруза 0,8 мм. Далее прекращают действие гравитационного пригруза, после чего осуществляют окончательное уплотнение в течение 25 с при удельном давлении 0,01 МПа и амплитуде колебаний 2,0 мм, создаваемых пуансоном После окончания уплотнения осуществляли фиксащпо пуансона в положении соответствующем окончанию -уплотнения. Затем осуществляют процесс распалубки путем подъема матрицы. В момент подъема матрицы на высоту, равную 0,12 от ее глубины, отключали статическую нагрузку и дальнейший процесс распалубки осуществляли при снятой статической нагрузке.
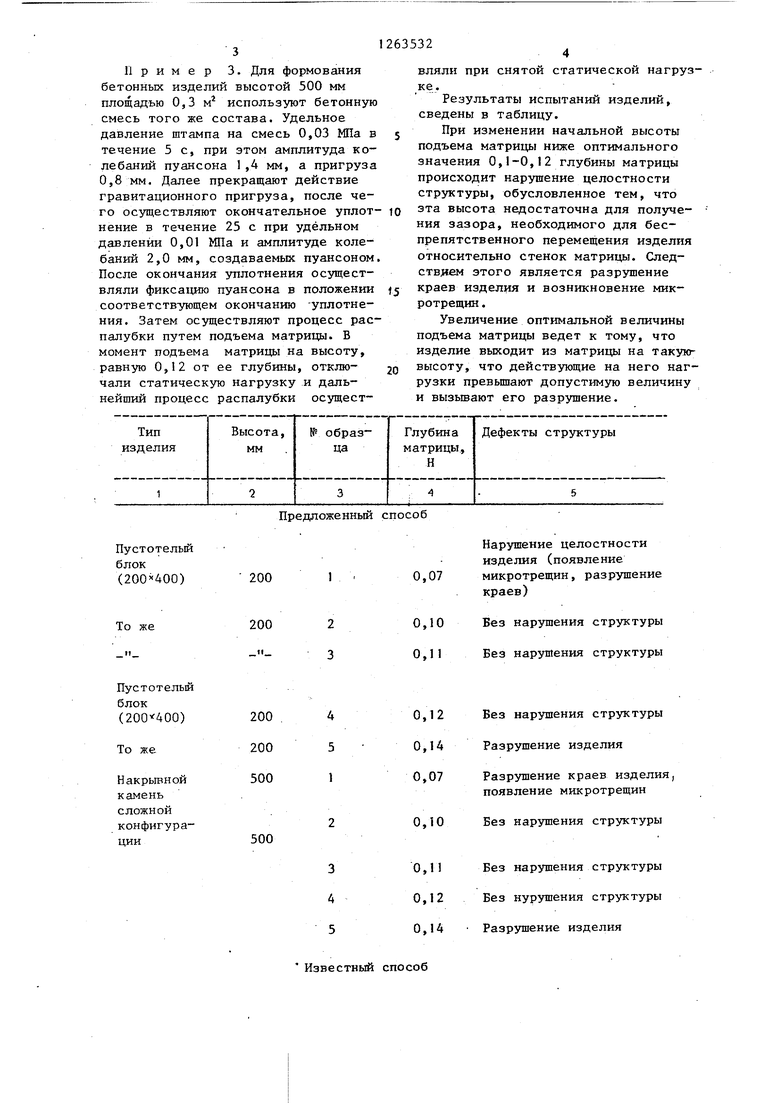
Результаты испытаний изделий, сведены в таблицу.
При изменении начальной высоты подъема матрицы ниже оптимального значения 0,1-0,12 глубины матрицы происходит нарушение целостности структуры, обусловленное тем, что эта высота недостаточна для получения зазора, необходимого для беспрепятственного перемещения изделия относительно стенок матрицы. Следствяем этого является разрзтпение краев изделия и возникновение микротрещин .
Увеличение оптимальной величины подъема матрицы ведет к тому, что изделие выходит из матрицы на такукг высоту, что действующие на него нагрузки превьщ1ают допустимую величину и вызьюают его разрушение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования изделий из жестких бетонных смесей | 1990 |
|
SU1747272A1 |
| Способ формования изделий из жестких бетонных смесей | 1986 |
|
SU1463486A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННОЙ СМЕСИ | 1991 |
|
RU2034703C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1996 |
|
RU2106246C1 |
| Способ изготовления бетонных изделий | 1990 |
|
SU1722837A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОЙ ТОЛЩИНЫ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2017604C1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА КАМНЕЙ БЕТОННЫХ | 2017 |
|
RU2661484C1 |
| СПОСОБ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2039646C1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| Адаптивная система программного управления инерционным вибропресс-молотом | 1989 |
|
SU1687351A1 |
СПОСОБ ФОРМОВАНИЯ КРУПНОРАЗМЕРНЫХ ИЗДЕЛИЙ ИЗ ЖЕСТКИХ БЕТОННЫХ СМЕСЕЙ по авт. св. № 1207772, отличающийся тем, что, с целью повышения качества изделий и упрощения распалубки, после уплотнения распалубку осуществляют путем подъема матрицы сначала на высоту, равную 0,1-0,12 ее глубины при статической нагрузке, после чего статическую нагрузку снимают и заканчивают распалубку. (Л
5 1
200 500
500
3
4 5
Известный способ
0,14 Разрушение изделия
0,07 Разрушение краев изделия, появление микротрещин
0,10 Без нарушения структуры
0,11 Без нарушения структуры 0,12 Без нурушения структуры 0,14 Разрушение изделия Пустотелый QJJQJJ ()200-Накрывнойкамейь500
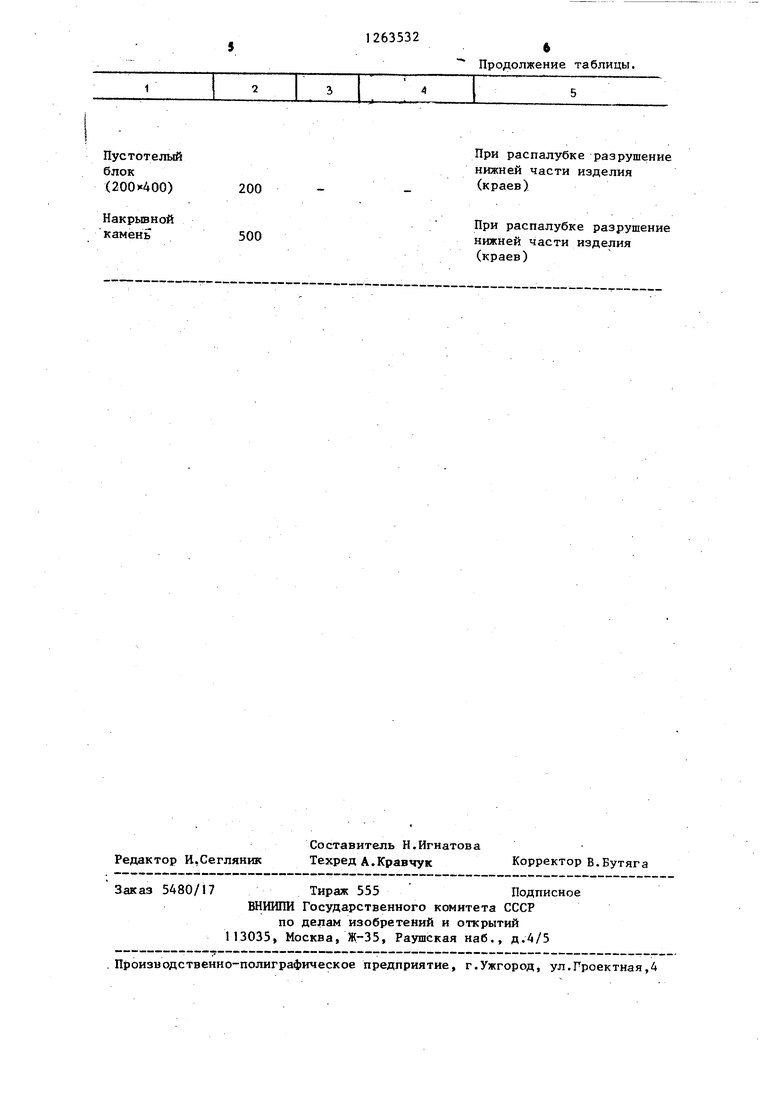
Продолжение таблицы. Р распалубке разрушение нижней части изделия (краев) При распалубке разрушение нижней части изделия (краев)
| Сапожников М.Я | |||
| и др | |||
| Механическое оборудование для производства строительных изделий | |||
| М.: Стройиздат, 1958, с | |||
| ВОДЯНОЙ ЦЕПНОЙ ДВИГАТЕЛЬ | 1923 |
|
SU481A1 |
| Способ формования крупноразмерных изделий из жестких бетонных смесей | 1984 |
|
SU1207772A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
