Изобретение относится к деревообрабатывающему машиностроению и предназначено для испытания барабанных полировальных и цилиндровых шлифовальных станков для обработки плоских поверхностей на станкостроительных заводах, лабораториях и т.д., в том числе приемо-сдаточных, ресурсных, на надежность и долговечность. Цель изобретения - повышение точности
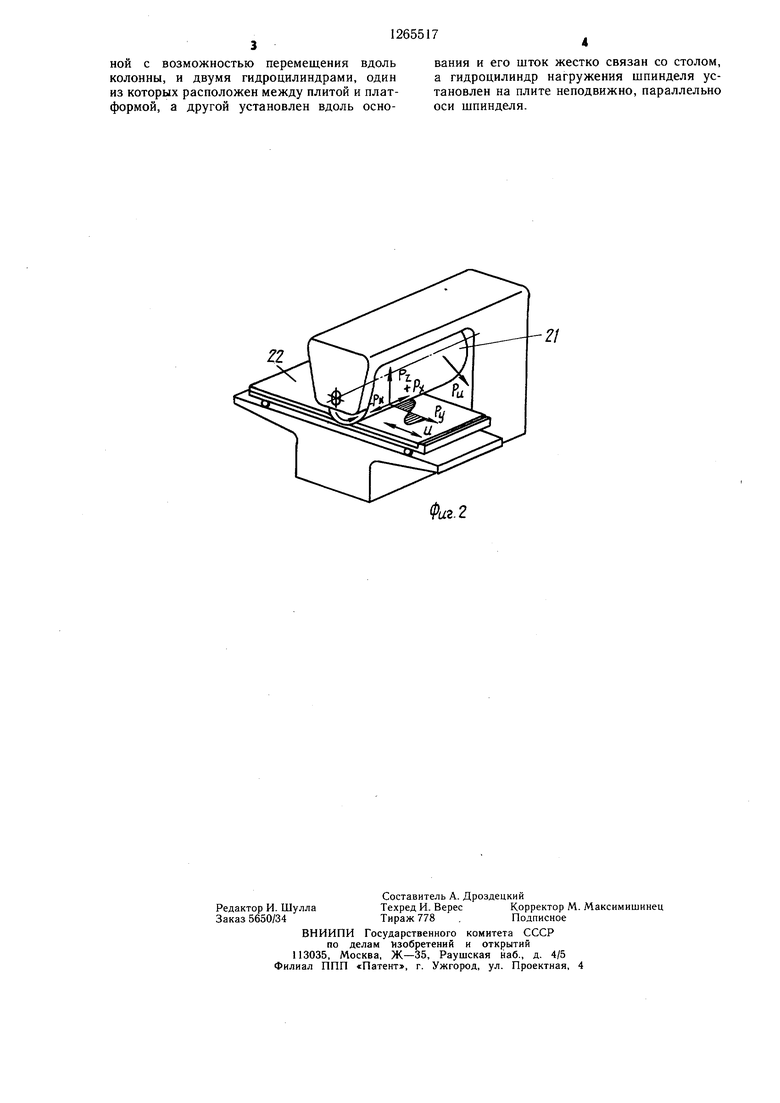
испытаний станков за счет обеспечения имитации трех составляющих силы резания вертикальной, осевой и вдоль направления подачи при больших величинах хода стола. На фиг. 1 изображена шпиндельная насадка и узел нагружения стола; на фиг.
2 - составляющие усилий резания, имитируемые устройством.
Устройство состоит из двух кинематических связанных узлов: шпиндельной насадки и узла нагружения стола (фиг. 2).
Шпиндельная насадка устанавливается на
шпиндель станка вместо полировального барабана и выполнена следующим образом:
на втулку 1 в подшипниках 2 крепится гильза 3, а также два инерционных (дисбалансных) вибратора 4. К гильзе 3 через кронштейны 5 присоединен шток гидроцилиндра 6 двустороннего действия, корпус которого закреплен на плите 7. Полости гидроцилиндра 6 заполнены жидкостью и соединены между собой через регулируемый дроссель 8. На плите 7 крепится также гидроцилиндр 9 силового замыкания в системе стол-шпиндель, на штоке которого в самоустанавливающемся подпятнике 10 установлена платформа 11. Во втулки 12 плиты 7 и платформы 11 входят круглые колонны 13, заканчивающиеся вилками 14 с установленными в них на осях 15 свободно вращающимися роликами 16.
Узел нагружения стола включает основание 17, установленное на столе станка, в котором выполнены вдоль направления подачи пазы под ролики 16 платформы 11, а также гидроцилиндр 18 нагружения стола (на фиг. 2 он словно повернут на 90°), шток которого через кронштейн 19 связан со станиной станка. Полости гидроцилиндра 18 заполнены жидкостью и связаны между собой через регулируемый дроссель 20. Перед включением станка шпиндельную насадку устанавливают таким образом, чтобы ролики 16 находились напротив пазов основания 17, и опусканием шпинделя вводят ролики 16 в пазы.
Устройство работает следующим образом. При подаче жидкости в полость гидроцилиндра 9 его поршень перемещается вниз, передавая вертикальное усилие на стол станка через платформу 11 с роликами 16 и основание 17, а также на шпиндель станка через шпиндельную насадку, чем обеспечивается имитация усилия прижима Pj полировального барабана 21 к заготовке 22.
Величина PZ практически постоянна и регулируется величиной давления в полости гидроцилиндра 9.
При включении механизма резания станка шпиндель вместе с втулкой 1 и закрепленными на ней дисбалансными вибраторами 4 начинает вращаться, при этом на него передается центробежная нагрузка Р,г, имитирующая силы, вследствие неуравновещенности полировального барабана. Одновременно шпиндель совершает осциллирующее движение вдоль своей оси, приводя в движение гильзу 3 с закрепленными на ней в кронщтейнах 5 штоком гидроцилиндра 6. При этом жидкость вытесняется из одной полости гидроцилиндра 6 в другую через дроссель 8, так как перемещению корпуса гидроцилиндра 6 вместе с плитой 7 препятствуют круглые колонны 13 пл,атформы 11, ролики 16 которой введены в пазы основания 17. За счет гидравлического сопротив0 ления дросселя 8 при перемещении поршня цилиндра 6 на шпиндель и стол станка передается усилие вследствие осцилляции шпинделя, имитируя знакопеременную составляюшую усилия РХ при полировании, направленную по нормали к вектору скорости подачи и стола. Величина Рх регулируется дросселем 8.
При включении механизма подачи станка стол с закрепленным на нем основанием 17 и корпусом гидроцилиндра 18 совершает
0 возвратно-поступательное движение, шток и поршень гидроцилиндра 18 при этом остаются неподвижными, так как они через кронштейн 19 связаны со станиной станка. Жидкость вытесняется из одной полости гидроцилиндра 18 в другую через регулируемый
5 дроссель 20, за счет чего имитируется составляющая усилия резания при полировании P-J вдоль вектора скорости подачи U стола. Величина Ру регулируется дросселем 20. Сопокупность сил РХ , Ру и Р обеспечивает полную имитацию процесса полирования или шлифования на барабанных станках, т.е. позволяет имитировать все силы действующие на механизмы резания и подачи станка. Исключение любого из механизмов, обеспечивающих воспроизведение
5 хотя бы одной из этих сил, не обеспечивает имитации реальных условий работы механизмов резания и подачи станка.
Формула изобретения
Устройство для испытания деревообрабатывающих станков, включающее гидроцилиндр нагружения шпинделя и шпиндельную насадку с дисбалансными массами, отличающееся тем, что, с целью повышения 5 точности испытаний, оно снабжено закрепленным на столе станка основанием с пазами, платформой с колоннами и роликами, установленными в пазах, плитой, размещенной с возможностью перемещения вдоль колонны, н двумя гидроцилиндрами, один из которых расположен между плитой и платформой, а другой установлен вдоль основания и его шток жестко связан со столом, а гидроцилиндр нагружения шпинделя установлен на плите неподвижно, параллельно оси шпинделя.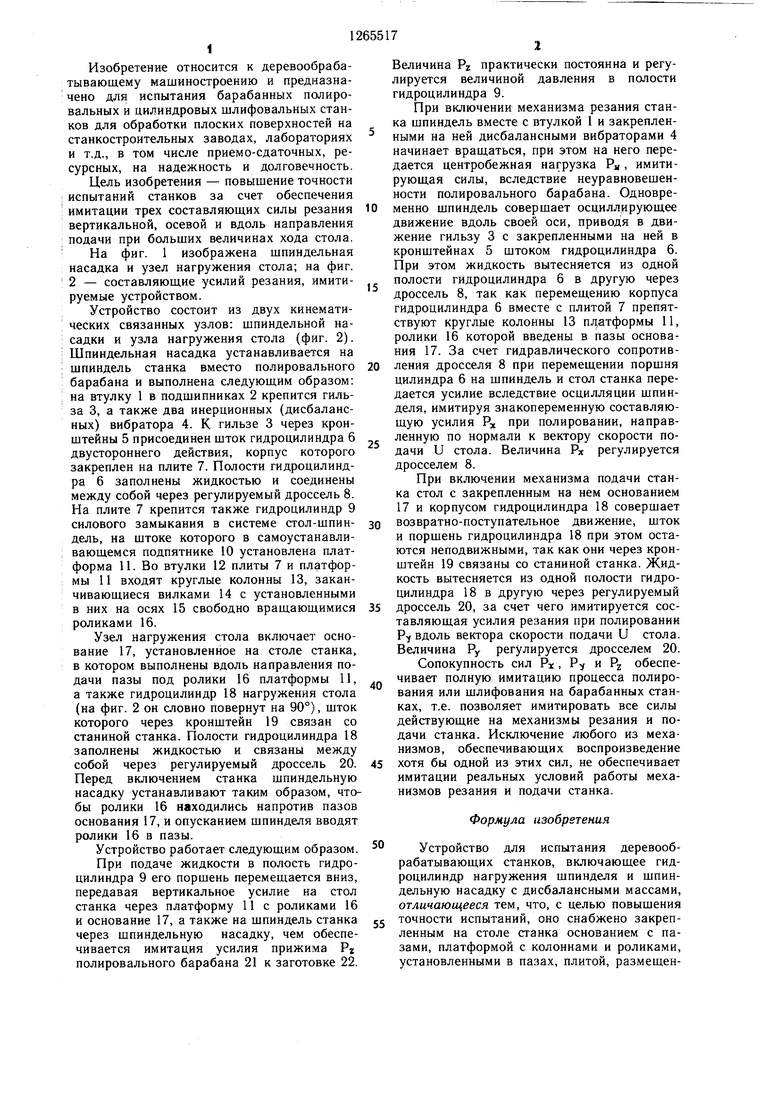

| УСТРОЙСТВО для ИМИТАЦИИ сил | 0 |
|
SU365616A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
