Изобретение относится к прокатному производству для получения стальной ленты. Цель изобретения - повышение механических свойств и увеличение долговечности ленты. На фиг. 1 изображена лента, поперечное сечение; на фиг. 2 - лента, собранная из проволок, вид сверху. Пример. Изготавливают стальную холоднокатаную ленту для гибких тяговых органов грузоподъемных машин толил,инои 1,25 мм и шириной 50 мм. Степень деформации при прокатке 0,17. Для получения заданных размеров поперечного сечения при выбранной степени деформации берут 29 проволок 1 диаметром 1,5 мм и укладывйют вплотную одна к другой в специальных направляющих, причем проволоки 1 соединяют одну с другой щвами 2 на расстоянии щага 3. Одновременно во впадины между стальными проволоками укладывают латунную проволоку - щвы 2 диаметром 0,4 мм и горелкой производят сварку, расплавляя латунь и жестко соединяя стальные проволоки между собой. Затем производят прокатку на двухвалковом стане до требуемых размеров поперечного сечения. После прокатки производят отпуск при 36Q-380°С для снятия остаточных напряжений в металле проволок. Гибкий тяговый орган грузоподъемных машин из стальной ленты, полученной предлагаемым способом, имеет следующие преимущества. Кромки стальной ленты не имеют концентраторов напряжений, так как отсутствуют микротрещины на поверхности проволок. Ребровая кривизна ленты полностью исключается самим способом ее получения. Изгибная прочность стальной ленты, полученной предлагаемым способом, выше, так как число перегибов стальной проволоки диаметром 1 мм по ГОСТ 7372-79, соответствующей по прочности группе 2П стальной ленты, 11-9, т.е. в несколько раз выше. Стальная лента, полученная предлагаемым способом, несмотря на то, что собрана из отдельных, соединенных концами проволок, в любом сечении по длине имеет одинаковую прочность, равную суммарной прочности всех составляющих ее проволок, Это достигается за счет соединения концов проволок не в одном сечении, а с определенным шагом между соседними проволоками, Кроме того, этот способ позволяет получить ленту неограниченной длины и обеспечивает непрерывность производства ленты. Гибкие тяговые органы грузоподъемных машин из стальной ленты, полученной предлагаемым способом, обладают более высокими механическими свойствами и увеличенной долговечностью.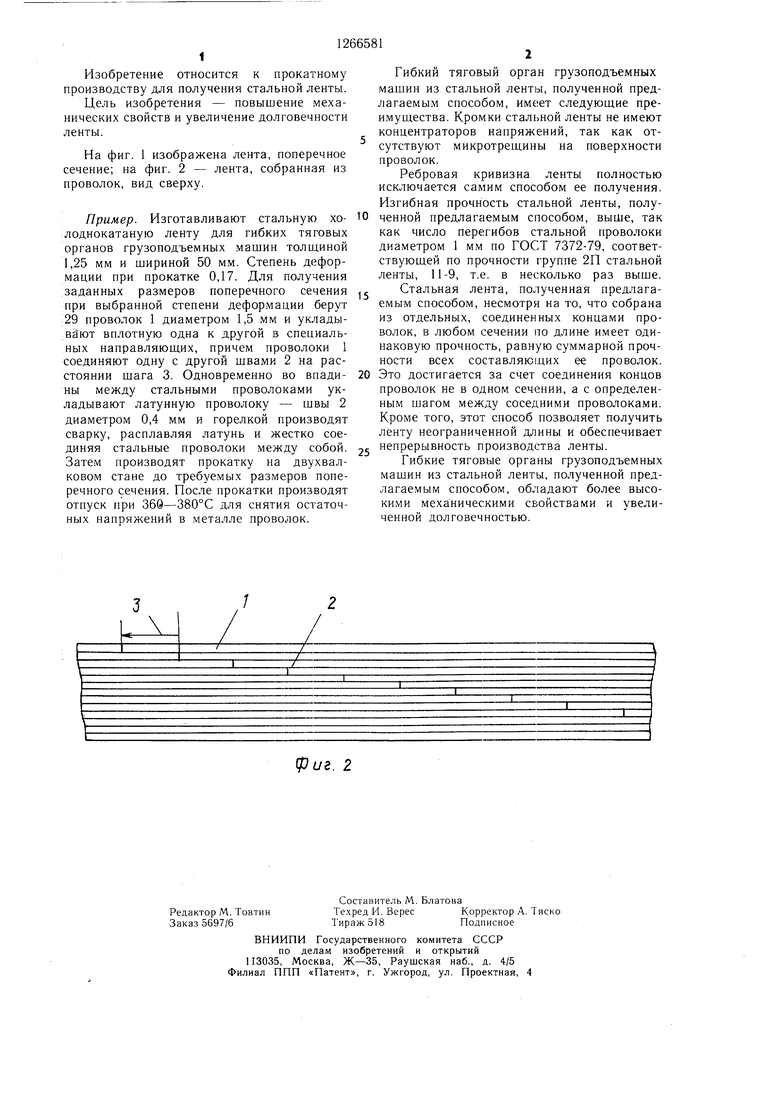
СПОСОБ ПОЛУЧЕНИЯ СТАЛБНОЙ ХОЛОДНОКАТАНОЙ ЛЕНТБ1 ДЛЯ ГИБКИХ ТЯГОВЫХ ОРГАНОВ ГРУЗОПОДЪЕМНБ1Х МАШИН, включающий сборку заготовок сваркой и прокатку, отличающийся тем, что, с целью повышения механических свойств и увеличения срока службы ленты, заготовку собирают из параллельно расположенных проволок и соединенных между собой по всей длине, причем места соединения концов проволок смещают один относительно другого.
pi/e. 2
| Способ бесконечной прокатки полос | 1978 |
|
SU719715A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
