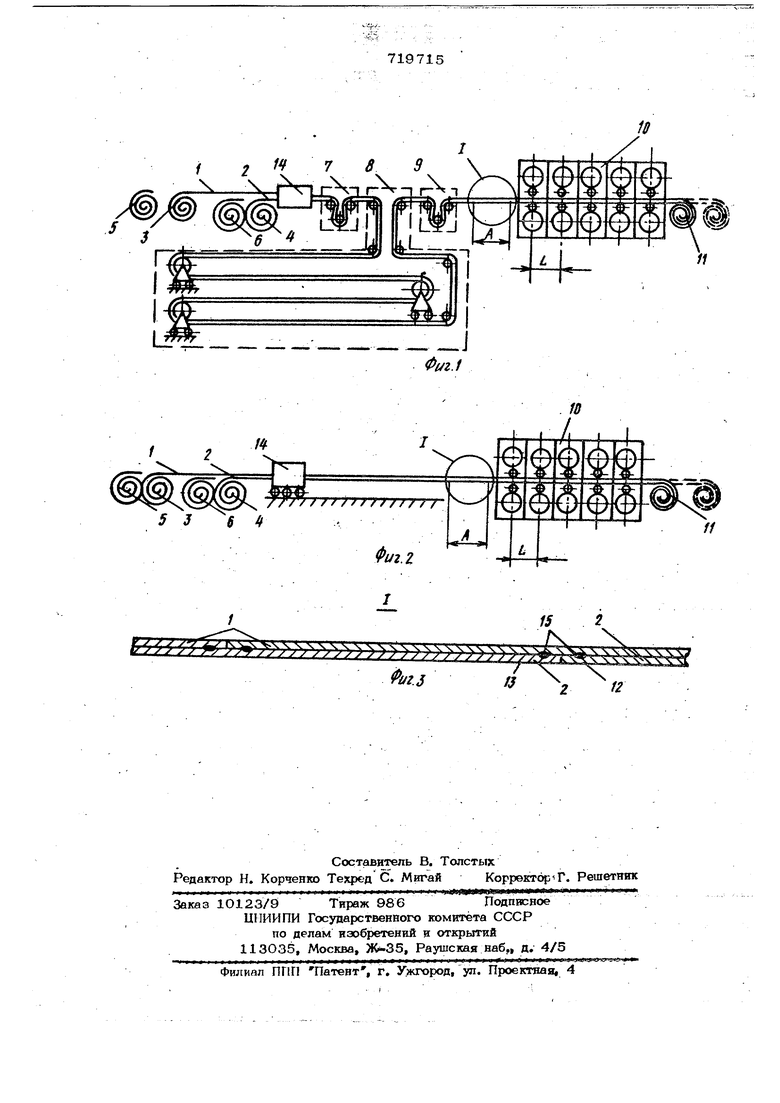
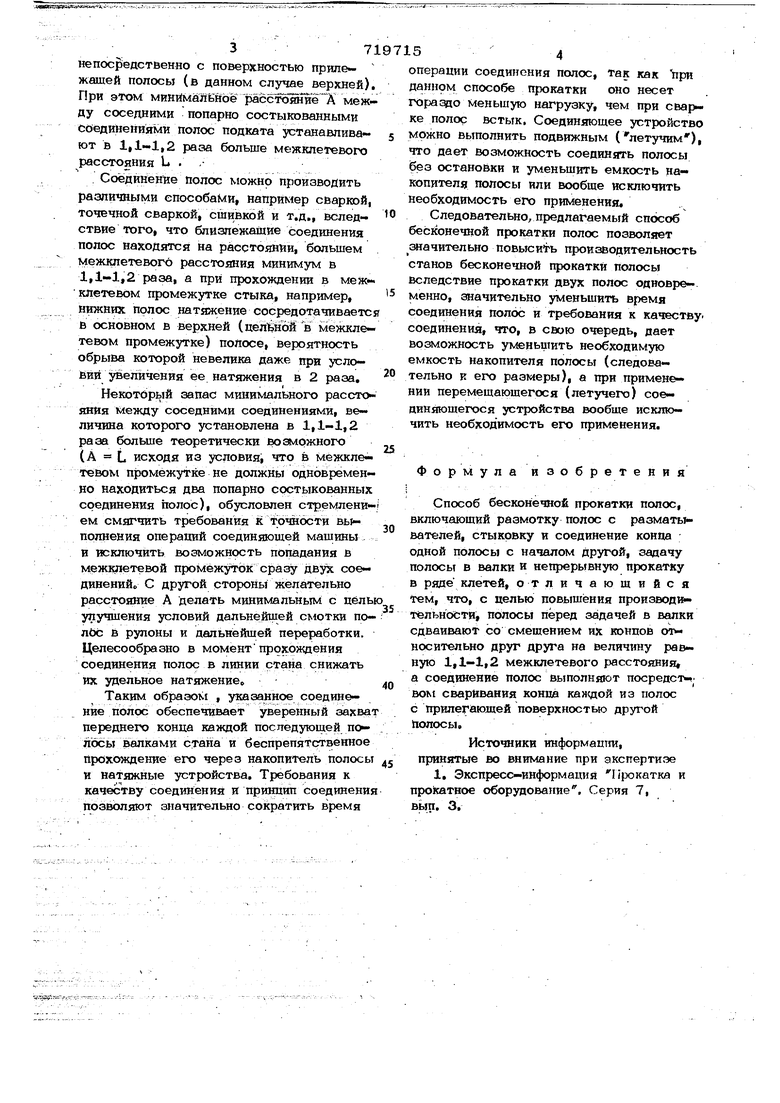
Изобретение относится к прокатке по лос. Известен способ бесконечной прокатк полос, включающий размотку полос с раз- матывателей, стыковку и соединение конца одной полосы с началом другой, задачу полосы в валки и непрерывную прокатку в ряде клетей II, Недостаток известного способа - СНЕ жение производительности прокатного ств на вследствие значительных затрат времени на сварку встык и обработку сварного шва. Целью изобретения является повьппе- ние производительности прокатного стана. Цель достигается тем, что полосы перед задачей в валки сдваивают со сме щением их концов относительно друг дру на величину, равную 1,1-1,2 межклете- вого расстояния, а соединение полос вь полняют посредством сваривания кбНиа каждой из полос с прилегающей поверхностью другой полосы. На фиг. 1 изображен прокатный стан для осуществления бесконечной холодной прокатки сдвоенных полос; на фиг. 2 вариант выполнения прокатного стана для бесконечной прокатки, у KOToporoi отсутотвует накопитель полосы на фиг. узел на фиг. 1 и 2 . Способ осуществляют следующим о$ч разом. Полосы 1 и 2 разматывают с разма тывателей 3 и 4 (на разматывателях 5 и 6 устанавливают последующие рулоны), сдваивают, т.е. накладывают друг на друга, пропускают через натяжное устройство 7, накопитель полосы 8 и натяжное устройство 9, задают в прокатный стан 1О со смещением кондов на величину, равную не менее расстояния между соседними клетями, прокатывают и смать вают на моталки , 11. После выхода из разматывателк конца 12 одной из полос, например нижней, его стыкуют с началом 13 другой полосы и оба конш соединяют соединяющей мащиной 14, например, посредством сварки 15 непосредственно с поверхностью припежашей полосы (в данном случае верхней). При этом минймайШЬёрасстоЖие А между соседними попарно состыкованными соединениями полос подката устанавливают в 1,1-1,2 раза больше межклетевого расстояния L , ,Соединение полос можно производить различными способами, например сваркой, точечной сваркой, сшивкой и т.д., вследствие того, что близлежащие соединения полос находятся на расстоянии, большем межклетевого расстояния минимум в 1,1-1,2 раза, а при прохождении в межклетевом промежутке стыка, например, нижних полос натяжение сосредотачиваетс в основном в верхней (цел1Ё.ной в межклетевом промежутке) полосе, вероятность обрыва которой невелика даже при условий увеличения ее натяжения в 2 раза. Некоторый запас минимального расстояния Между соседними соединениями, величина которого установлена в 1,1-1,2 раза больше теоретически возмржнохю (А L исходя из условия, что в межклетевом промежутке не должны одновременно находиться два попарно состыкованных соединения полос), обусловлен стремлением смягчить требования к точности выполнения операций соединяющей машины и исключить возможность попадания в межкпетевой промежуток сразу двух соединений. С другой стороны желательно расстояние А делать минимальным с цель улучшения условий дальнейшей по- лис в рулоны и дальнейшей переработки. Целесообразно в момент прохождения соединения полос в линии стана снижать их удельное натяжение, Таким обраэок , указанное соединение полос обеспечивает уверенный захва переднего конца каждой посяедугощей полосы валками стана и беспрепятственное прохождение его через накопитель полосы и натяжные устройства. Требования к качеству соединения и принцип соединени позволяют значительно сократить время
719715 операции соединения полос, так как при данном способе прокатки оно несет гораздо Меньшую нагрузку, чем при сварке полос встык. Соединяющее устройство можно выполнить подвижным {летучим), что дает возможность соединять полосы |без остановки и уменьшить емкость накопителя полосы или вообще исключить необходимость efro применения. Следовательно, предлагаемый способ бесконечной прокатки полос позволяет значительно повысить производительность станов бесконечной прокатки полосы вследствие прокатки двух полос одновременно, значительно уменьшить время соединения полос и требования к качеству, соединения, что, в свою очередь, дает возможность уменьшить необходимую емкость накопителя полосы (следовательно к его размеры), а при применении перемещающегося (летучего) соединяющегося устройства вообще исключить необходнмость его применения. Формула изобретения Способ бесконечной прокатки полос, включаюший размотку полос с разматывателей, стыковку и соединение конца одной полосы с началом другой, задачу полосы в валкий непрерывную прокатку в ряде клетей, отличающийся тем, что, с целью повышения производительности, полосы перед задачей в валки сдваивают со смещением их концов относительно друг друга на величину равную 1,1-1,2 межклетевого расстояния, а соединение полос выполняют посредством сваривания конца канодой из полос с прилегающей поверхностью другой 11ОЛОСЫ. Источники информации, принзггые во внимание при экспертизе 1. Экспресс-информация TipoKaTKa и прокатное оборудование. Серия 7, вьш. 3. 536 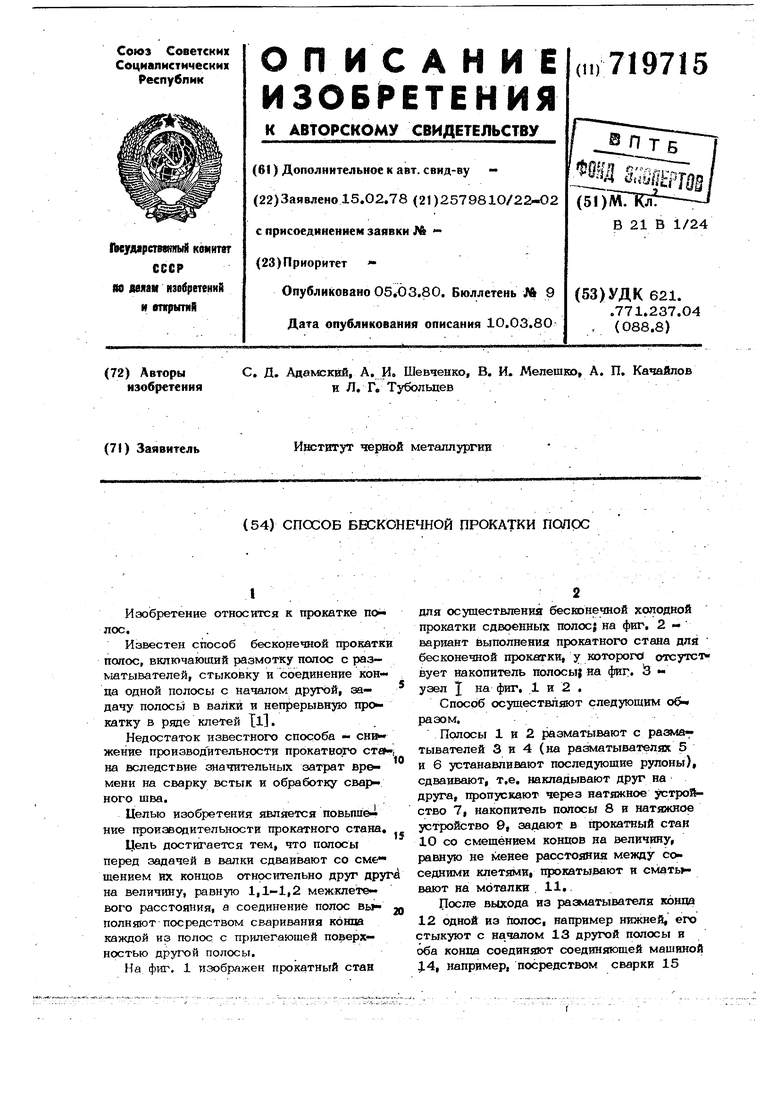
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2005 |
|
RU2287390C1 |
| Способ производства холоднокатаных полос | 1990 |
|
SU1736649A1 |
| Способ обработки сварного соединения | 1986 |
|
SU1388234A1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2090276C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ПРОЦЕССЕ ПРОКАТКИ МЕЖДУ КЛЕТЯМИ МНОГОКЛЕТЬЕВОГО СТАНА С ПЕЧНЫМИ МОТАЛКАМИ | 2002 |
|
RU2268800C2 |
| ЛИНИЯ РУЛОННОГО ПРОИЗВОДСТВА БИМЕТАЛЛА | 2001 |
|
RU2195379C2 |
| Способ сварки горячекатаных полос | 1983 |
|
SU1143548A2 |
| Способ прокатки полос и стан для прокатки полос | 1985 |
|
SU1321491A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ПРОКАТКИ | 2004 |
|
RU2362638C2 |
| Способ непрерывной прокатки полос | 1980 |
|
SU1044348A1 |