548 7
to
О) О5 05 О О5 5
Изобретение относится к основному технологическому оборудованию прокатного производства, а именно к устройствам для изготовления изделий типа полых роликов транспортеров горячей обкаткой концов трубчатых заготовок.
Целью изобретения является снижение затрат на изготовление линии путем уменьшения длины транспортно-охлаждающего рольганга.
; На чертеже изображена автоматическая линия для изготовления полых изделий горячей обкаткой трубчатых заготовок, план.
Линия содержит трубоотрезной станок 1, приводной рольганг 2 со средством 3 для контроля длины трубчатых заготовок, две машины 4 для обкатки концов заготовки, имеющие плазменно-дуговые нагреватели 5, источник 6 питания плазменно-дуговых нагревателей, транснортно-охлаждающий рольганг 7, размещенный между машинами для обкатки и снабженный устройством 8 для принудительного охлаждения заготовок, и систему 9 циклового автоматического управления со средством для последовательного подключения источника питания к плазменно-дуговым нагревателям.
Длинномерная труба 10 подается в трубоотрезной станок 1, где она режется на мерные заготовки. По приводному рольгангу 2 заготовки проходят через средство 3 для контроля их длины и затем подаются по одной в первую обкатную мащину 4. По команде от системы автоматического управления 9 источник 6 питания подает энергию плазменно-дуговому нагревателю 5 для нагрева одного из концов заготовки, который затем обкатывается в первой обкатной машине. После обкатки одного конца заготовка транспортно-охлаждающим рольгангом 7 перемещается через устройство 8 для принудительного охлаждения (например, многосопловый спрейер). Охлаждаемая заготовка
поступает во вторую обкатную машину 4 для обкатки второго конца, предварительно нагретого от аналогичного плазменно-дугового нагревателя 5, установленного на
второй обкатной машине. При этом источник 6 питания системой автоматического управления переключается к плазменнодуговому нагревателю второй обкатной машины.
Автоматическая линия указанного выше выполнения позволяет уменьшить длину транспортно-охлаждаюшего рольганга, что, в свою очередь, позволяет оборудовать линию средством для последовательного подключения источника питания к плазменнодуговым нагревателям каждой из двух машин для обкатки концов заготовок, т.е. обеспечить снижение затрат на изготовление линии.
Формула изобретения
Автоматическая линия для изготовления полых изделий горячей обкаткой концов трубчатых заготовок, содержащая трубоот5 резной станок, приводной рольганг со средствами для контроля трубчатых заготовок, две машины для обкатки концов заготовки, имеющие плазменно-дуговые нагреватели, источник питания плазменно-дуговых нагревателей, транспортно-охлаждаю0 щий рольганг, размещенный между машинами для обкатки, и систему циклового автоматического управления, отличающаяся тем, что, с целью снижения затрат на ее изготовление путем уменьшения длины транспортно-охлаждающего рольганга, она
5 снабжена устройством для принудительного охлаждения заготовок, установленным на транспортно-охлаждающем рольганге, и средством для последовательного подключения источника питания к плазменно-дуговым нагревателям машин для обкатки.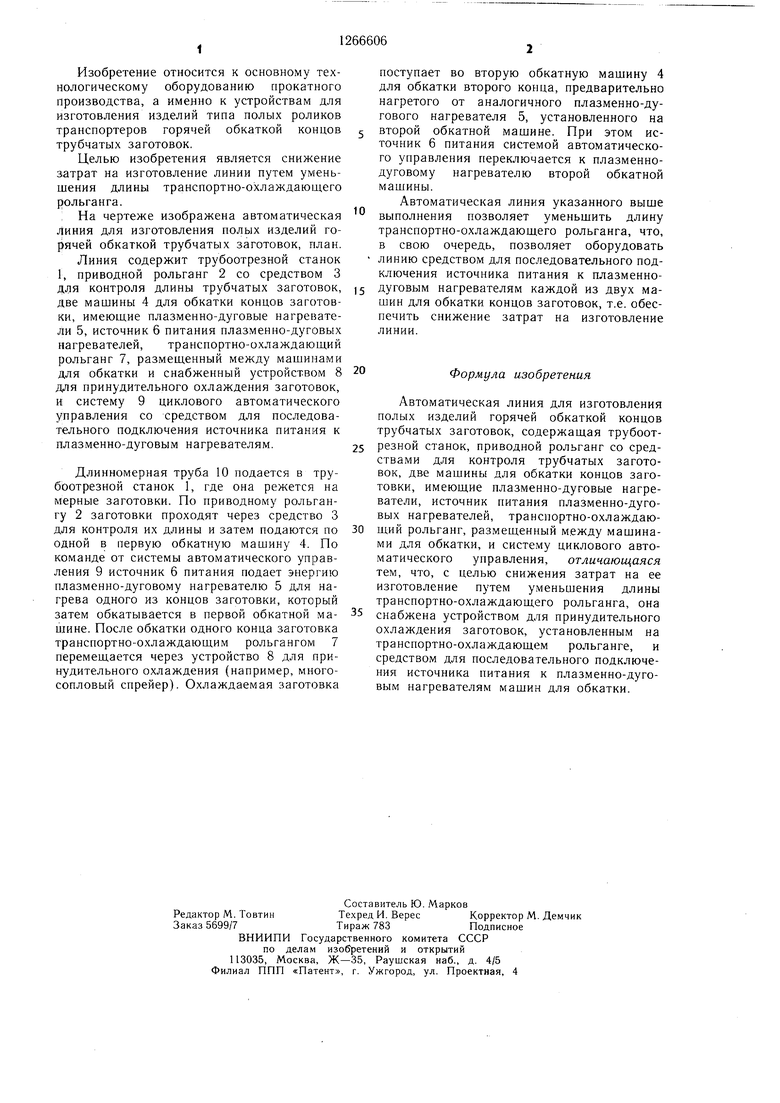
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления полых изделий горячей обкаткой концов трубчатых заготовок | 1982 |
|
SU1085657A1 |
| Машина для обкатки трубчатых за-гОТОВОК | 1978 |
|
SU795653A1 |
| Станок для обкатки трубчатых заготовок ОС-9 | 1990 |
|
SU1750798A1 |
| Поточная линия для обработки длинномерных круглых стержней | 1975 |
|
SU556027A1 |
| Линия по производству цилиндрических изделий | 1985 |
|
SU1449195A1 |
| МАШИНА ДЛЯ ОБКАТКИ ГОРЛОВИН БАЛЛОНОВ | 1972 |
|
SU325074A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Станок для обкатки трубчатых заготовок | 1987 |
|
SU1459790A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| СПОСОБ ОБКАТКИ ТРУБЧАТБ1Х ЗАГОТОВОК | 1969 |
|
SU252279A1 |
Изобретение относится к автоматической линии для изготовления полых изделий. например роликов транспортеров, горячей обкаткой концов полых заготовок. Целью изобретения является снижение затрат на изготовление линии. Между двумя машинами 4 для обкатки размешен транспортноохлаждаюший рольганг 7 с устройством 8 для принудительного охлаждения заготовок после обкатки на первой машине 4, а также источник питания 6 плазменно-дуговых нагревателей 5 машин. Линия содержит также систему 9 циклового автоматического управления со средством для последовательного подключения источника питания 6 к плазменно-дуговым нагревателям 5. Выполнение линии обеспечивает уменьшение длины рольганга 7 и поэтому обеспечивает питание наа S гревателей 5 от одного источника. 1 ил.
| Механизация и автоматизация производства, 1980, № 8, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
